基于多元非線性回歸分析的Cu-Ag合金偏析預測模型研究
2018-09-12 09:14:44孟志軍胡茂良牛連杰王曄
精密成形工程 2018年5期
孟志軍,胡茂良,牛連杰,王曄
(1. 西安諾博爾稀貴金屬材料有限公司,西安 710201;2. 哈爾濱理工大學 材料科學與工程學院,哈爾濱 150008;3. 河北建筑工程學院 數理系,河北 張家口 075000)
Cu-Ag合金是典型的二元共晶體系合金,銅銀合金擁有優異的機械性能、較高的硬度、非常優良的導電和導熱性能以及較好的耐磨性。未來高速列車用接觸線材、強磁場磁體系統、脈沖強磁場線圈以及大規模集成電路引線框架等方面將會優先選擇潛在導體材料[1—3],同時該材料也是電機換向器和接觸線的理想材料,也常常用作高壓器件和大電流繼電器的接點材料[4—6]。銅銀基合金制備的電接觸材料在電力系統、電器工業中發揮著比較重要的作用[7—9],在焊接過程中也展現出了優良的流動性和浸潤性,此外銅銀合金也廣泛應用于航天工業中高溫合金和陶瓷之間的焊接釬料[10],由于其應用前景非常廣闊,近年來已經得到了研究者們的廣泛關注。顯然 Cu-Ag合金的鑄態顯微組織將決定材料的各方面性能,因此制備出組織成分均勻的鑄件是獲得材料高強高導性能的關鍵[11—12],因此,如何快速而又準確地預測Cu-Ag合金中常出現的成分偏析缺陷,已成為鑄態 Cu-Ag合金生產中的重要環節。
隨著計算機技術的發展,鑄件缺陷的預測和相關數據的分析已經在科學研究和工業生產中扮演著越來越重要的角色。根據大量數據對鑄件質量進行準確和有效預測,能夠為工藝參數的調整和控制提供高效、可靠的依據[13]。此外,作為一種應用比較廣泛的統計模型,多元回歸分析對于解決鑄造生產過程中的缺陷預測問題來說,是最佳的選擇[14]。與傳統方法相比,該方法具有簡便、快捷、可靠和準確的特點,同時回歸分析能夠建立出表達各類工藝參數與最終目標相互關系的函數關系式,從而可以直接通過計算獲得與真實值接近的預測值,而且不受給定試驗樣本的范圍限制[15],更重要的是,該方法還能夠自動略去試驗樣本數據中那些不穩定的數值[16]。近十年來,許多學者采用多元回歸分析方法對鑄件質量和性能進行預測并優化鑄造過程中的參數。V. D. Tsoukalas根據多元線性回歸分析和遺傳運算方法提出了一種有效方法,并通過這種方法針對壓力鑄造AlSi9Cu3合金中的縮孔問題進行了工藝參數的優化[17]。M. Abdel Aziz通過實驗設計方法研究了 AA6063-(TiC/Al2O3)合金的腐蝕特性,并根據線性回歸分析建立了回歸方程,其實驗結果與回歸方程的預測結果一致[18]。M. S. Huang和T. Y. Lin基于回歸模型提出了一種穩健優化方法,該方法能夠有效減少干擾因素對噴射成形過程的影響[19]。舒大禹等采用正交試驗對Ti8LC合金的熱處理制度進行了設計,并對Ti8LC合金的熱處理工藝與抗拉強度進行了回歸分析,建立了熱處理制度與抗拉強度之間的回歸方程[20]。David Hudaka和 Murat Tiryakioglub運用線性回歸分析方法和概率估計量,比較了兩種類型形狀參數(威布爾模數)的無偏估計[21]。D. P. Mondal等通過線性回歸分析建立了Al-Zn合金鑄件中外加載荷、磨損尺寸、Zn元素濃度以及各參數之間的交互作用與磨損速率之間的函數關系式[22]。凌成智采用多元回歸擬合配合改進的模擬退火算法,進行工藝參數的優化,獲得了較好的優化效果[23]。
綜上所述,目前回歸分析方法的研究已在生產成本和質量控制中進行了廣泛的應用,并取得了良好的效果,因此,文中將直接采用回歸分析方法以及數值模擬技術對 Cu-45Ag合金金屬型鑄件的偏析缺陷進行研究,獲得主要凝固參數與 Cu-45Ag合金鑄件偏析缺陷之間的定量關系,為合理優化鑄造工藝參數提供理論支撐。
1 試驗方法
1.1 材料及物理性能
所采用的合金為 Cu-45Ag二元過共晶合金,二元合金的相圖見圖1,可以看出,該二元合金的共晶點在Ag的原子數分數為39.9%時發生共晶反應,共晶的反應溫度為779.3 ℃,則可以明確本實驗所采用Ag-55%Cu(質量分數)二元過共晶合金的固相線溫度為779.3 ℃。過橫坐標Cu的質量分數為55%的位置作垂線,與相圖中的液相線交于一點,過該點做水平線與溫度軸的交點為885.8 ℃,該溫度即為過共晶合金的液相線溫度。對材料的熱物性參數進行查找和實際測定,獲得的鑄件的熱物性參數見表1。鑄型采用鑄鐵,其相應的熱物性參數可直接通過模擬軟件的數據庫來選擇。
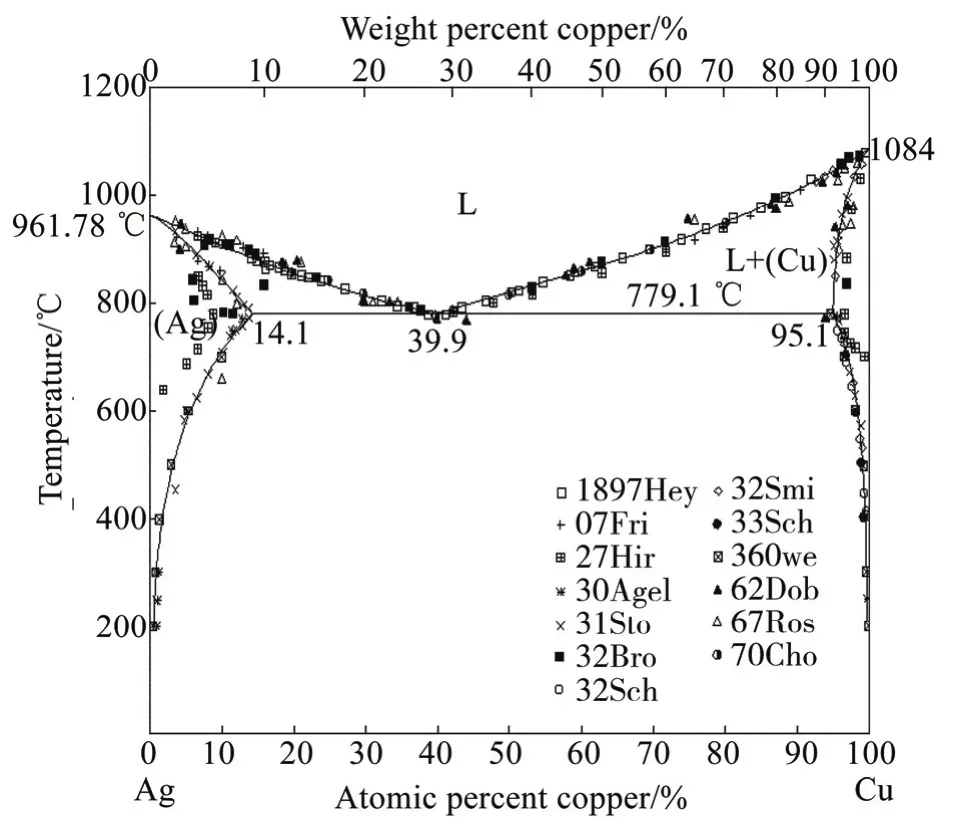
圖1 Ag-Cu二元合金相圖Fig.1 Phase diagram of Ag-Cu binary alloy

表1 Cu-45Ag二元合金的熱物性參數Tab.1 Thermophysical parameters of Cu-45Ag binary alloy
1.2 模型的建立
鑄件和鑄型三維造型以及網格剖分結果的示意圖見圖2,采用Solid Works三維造型軟件對擠壓鑄造的鑄件/鑄型系統部分進行三維造型,造型方法為實體造型,所獲得的三維實體包括鑄件、涂層以及鑄型部分,然后將各個部分在軟件中進行裝配,并將裝配好的文件和各部分分別保存為擴展名為 step的文件。實際鑄件將在金屬型中進行澆注,鑄錠的尺寸為厚34 mm,寬125 mm,高260 mm。澆注過程采用頂注式澆注,不再單獨設置澆冒口,如圖 2a所示。有限元網格的剖分結果見圖 2b,其中鑄型的網格長度為8 mm,鑄件的網格長度為2 mm,總網格數約為170萬個。
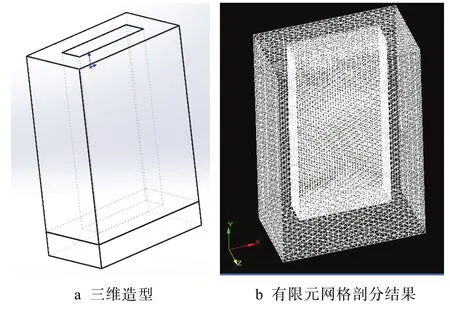
圖2 鑄件的三維模型Fig.2 3D-model of casting
1.3 R.G.L開放模塊
ProCAST模擬軟件在其后處理模塊中提供了一個可供用戶自行設計判據的求解器,即R.G.L開放模塊,模塊中的求解器主要針對主要凝固參數進行設計和計算,即該模塊可直接計算出冷卻速率、溫度梯度、凝固速率這3個主要凝固參數,并根據用戶需求,通過其提供的開放公式進行計算和預測模型的開發,開放公式見式(1)。

式中:M為所建立預測模型的評價值,即因變量;U為凝固速率;G為溫度梯度;R為冷卻速率;a,c,d為常數。
顯然對于偏析缺陷而言,其主要形成于合金凝固的糊狀區內,因此判據公式中所需要的各凝固參數的計算就應當確定在這個溫度范圍內,溫度梯度和凝固速率的計算則需要在特定的溫度點下進行。根據圖1給出的 Cu-Ag的二元相圖,各凝固參數的選取溫度范圍和取值分別由式(2)和式(3)給出。

式中:TL為液相線溫度;TS為固相線溫度;Tupper和Tlower則分別表示計算冷卻速率溫度范圍的上限值和下限值;TR,G為計算凝固速率和溫度梯度所給定的溫度值。文中將基于這一開放模塊,對相應缺陷的預測模型進行相應的研究和建立。
1.4 多元非線性回歸分析
作為一種常用的數據分析統計處理模型,多元非線性回歸分析在工程中的應用非常廣泛,是研究解決零件生產中制造工藝參數與產品質量相關關系的一種強有力的數理統計方法。與其他方法相比,該方法不僅同樣具有簡捷方便、精確度和可靠性高等特點,而且還能建立合適的函數關系式來表明各個工藝參數與產品質量之間的相互聯系[13—17],該方程可以突破試驗設計對工藝參數范圍的限制,從而得到理想的優化工藝參數,因此將通過這種工程統計學的方法,分析研究Cu-Ag合金金屬型鑄造過程的凝固參數與宏觀偏析缺陷之間的定量關系,最終獲得快速預測該缺陷且具有工程統計學意義的數學模型,從而達到指導實際生產過程、提高鑄件質量、減少試制時間的目的。
采用專業數據處理軟件 SAS軟件對模擬計算所獲得的數據進行多元非線性回歸分析,分析過程分為以下幾個步驟: ①模型假設,首先對回歸方程的形式進行假設,這部分將主要參考一些宏觀偏析缺陷預測的模型; ②參數估計,在SAS軟件中進行編程,給出假設的回歸方程,計算出相應參數的估計值,多元非線性回歸采用最小二乘法進行估計; ③顯著性檢驗,軟件運行后,將在結果中直接輸出顯著性的檢驗結果,根據結果對所假設的模型進行評價; ④模型修正,如果步驟①中假設的模型沒有通過檢驗,則需要對回歸方程的形式進行修正,并重復上述步驟,直到回歸方程通過檢驗為止; ⑤試驗驗證,通過實際試驗結果對回歸方程的適用性進行驗證。
2 結果與討論
2.1 主要凝固參數
由于凝固過程中的凝固參數主要有凝固速率、溫度梯度和冷卻速率,而凝固速率可以通過溫度梯度和冷卻速率來進行表示,因此,采用溫度梯度和冷卻速率這2個主要凝固參數來進行宏觀偏析的預測。在仿真過程中在鑄件表面進行選點,選點位置及編號見圖3。分別在鑄件正面、左側以及上下部 4個表面位置選取特征點中上表面的特征點命名為T1~T3,下表面的的特征點命名為 B1~B3,正面的特征點命名為Z11~Z34,左側特征點的命名為C1~C4,所有的特征點均勻分布。
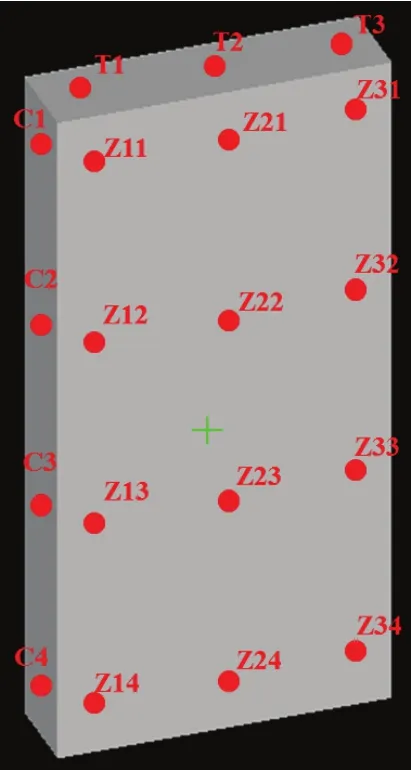
圖3 各參考點的選取Fig.3 Position of each reference point
為了獲得實際鑄件的宏觀偏析缺陷的產生情況,采用澆注工藝參數:澆注溫度為1100 ℃、澆注時間為30 s、鑄型溫度300 ℃、涂料厚度1.0 mm進行實際澆注,澆注完成后,利用直讀光譜分析儀對鑄件進行Ag含量的分析,分析的位置與圖3給出的特征點位置相一致。利用 ProCAST采用相同的工藝參數進行鑄件充型和凝固過程的模擬,計算完成后對計算結果中對各個面上的特征點位置進行溫度梯度和冷卻速率數值提取,所獲取的各特征點的凝固信息與 Ag含量見表2,所給出的溫度梯度單位均為K/cm2,冷卻速率單位均為K/s。
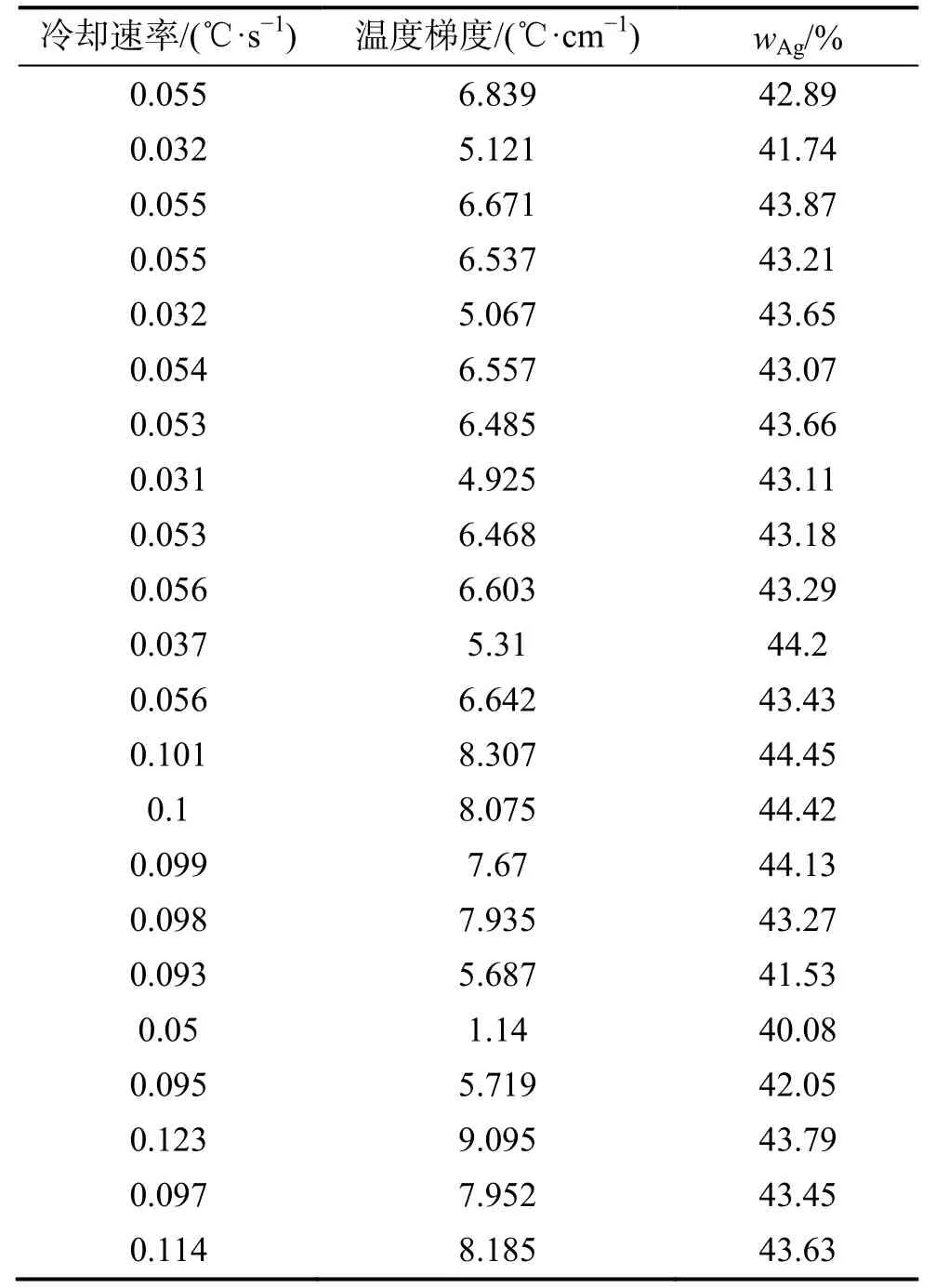
表2 特征區域部位的凝固信息和Ag的質量分數Tab.2 Solidification information and Ag content of feature areas (mass fraction)
2.2 回歸分析
通過表2列出的實際澆注與數值模擬計算結果,可以看出對于上表面的凝固信息而言,其冷卻速度與側邊相近,但溫度梯度較小,而產生了較大的宏觀偏析缺陷。鑄件正面上部的各個特征點的冷卻速度和溫度梯度均較小,也同樣產生了較大的宏觀偏析,因此,可以認為冷卻速度和溫度梯度越小,越容易產生宏觀偏析,且溫度梯度對宏觀偏析的形成影響更大。通過對數據進行擬合,得到的回歸方程見式(4)。

式中:A=40.256 26,B=0.017 27。該表達式與文獻[24]所報道的在Al-7%Si合金鑄件中進行宏觀偏析預測的判據形式相類似。此外,從模型中也可以看出,由于溫度梯度G的指數為2,因此溫度梯度對宏觀偏析形成的影響比冷卻速度要大。
回歸模型的顯著性檢驗結果和參數估計的顯著性檢驗結果分別見表3和表4。可以看出,不管是F檢驗還是t檢驗的p值均能夠滿足回歸方程(4):p<0.0001<α。可見,提出的模型很好地符合表2中所列出的實測數據。
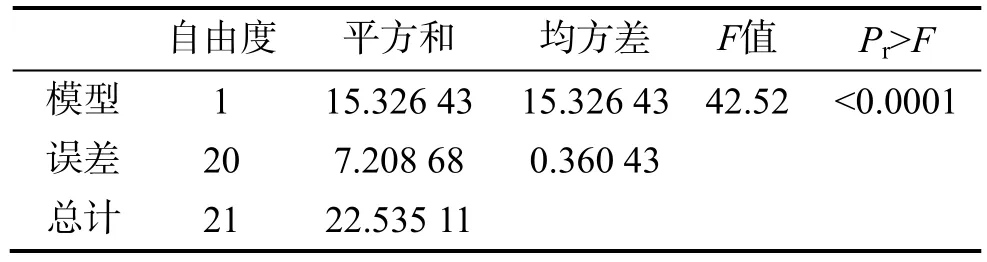
表3 回歸模型的顯著性檢驗Tab.3 Analysis of Variance for model
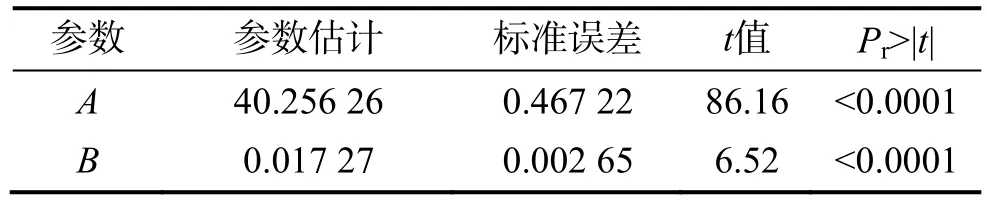
表4 回歸模型的參數估計的顯著性檢驗Tab.4 Significance testing for parameter estimation of regression model
3 工藝改進和試驗驗證
根據宏觀偏析預測模型,可以在實際澆注之前的前期模擬計算中對Ag元素的含量進行大致的預測,從而判斷Cu-Ag合金中宏觀偏析的大致位置和程度。為了對 Cu-Ag合金的澆注工藝進行改進,分別對影響冷卻速度和溫度梯度的主要澆注工藝參數,即澆注溫度、澆注時間(澆注速度)、鑄型溫度和涂料厚度分別進行單因素調整模擬試驗。計算結果表明,澆注時間(澆注速度)對主要凝固參數的影響較大,澆注溫度、鑄型溫度和涂料厚度的影響較小。此外,降低澆注速度可以有效提高冷卻速度和溫度梯度,從而有效減小宏觀偏析的傾向。
在通過確定最佳澆注工藝參數的同時,為了對模型的準確性和實用性進行驗證,采用模擬后獲得的最佳澆注工藝方案進行澆注,即澆注溫度為1100 ℃、澆注時間為120 s、鑄型溫度為200 ℃、涂料厚度為1.5 mm,并對實際澆注獲得的鑄件進行檢測,結果表明,通過最優澆注工藝參數獲得鑄件中的宏觀偏析缺陷已經得到明顯的改善,測量獲得的數值與預測的數值基本接近,均位于預測優化的數值范圍之內。
4 結論
通過采用多元非線性回歸方法和數值模擬對Cu-45Ag合金金屬型鑄造過程產生的宏觀偏析缺陷的預測模型進行研究,并根據獲得的回歸模型進行了相應的仿真研究和工藝改進,通過對試驗結果的分析研究,得到了以下結論。
1)通過回歸分析方法,獲得的Cu-45Ag合金金屬型鑄造宏觀偏析的數值模型為:

通過對回歸模型和參數估計的顯著性檢驗結果進行分析,表明該方程能夠很好地表達主要凝固參數與宏觀偏析之間的對應關系。
2)針對優化工藝參數進行計算,其結果表明,澆注時間(澆注速度)對主要凝固參數的影響較大,澆注溫度、鑄型溫度和涂料厚度的影響較小。降低澆注速度可以有效提高冷卻速度和溫度梯度,從而有效減小宏觀偏析的傾向。
3)獲得的最佳澆注工藝方案為澆注溫度1100 ℃、澆注時間為120 s、鑄型溫度200 ℃、涂料厚度 1.5 mm。采用該方案進行實際澆注,對所獲得鑄件的檢測結果表明,鑄件中的宏觀偏析缺陷得到了明顯的改善,驗證試驗的結果還同時表明,提出的宏觀偏析預測模型能夠有效對 Cu-45Ag合金金屬型鑄件進行偏析預測,為工藝設計人員進行合理的工藝優化提供幫助。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03