甘蔗收獲機切段裝置設計與試驗
2018-09-17 06:49:24劉芳建楊學軍方憲法劉赟東吳儉敏趙金輝
農業機械學報 2018年9期
劉芳建 楊學軍 方憲法 劉赟東 吳儉敏 趙金輝
(1.中國農業機械化科學研究院, 北京 100083; 2.現代農裝科技股份有限公司, 北京 100083)
0 引言
甘蔗收獲機切段裝置主要有滾切式和砍切式兩種結構[1],由于滾切式切割破頭率低,對不同形式莖稈適應性好,加之結構簡單可靠、便于維護保養,被主流機型普遍采用。但在切段過程中會造成一定的糖分損失,包括蔗段損失、斷口損失和糖液損失,若切段裝置設計不合理或裝配誤差較大,損失會急劇增加。有研究表明,澳大利亞每年因切段過程而造成的糖分損失高達3 500萬美元[2]。此外,滾切式切段裝置功耗較高、對整機振動較大。國外相關研究機構早期開發的切段結構,往往只改善某項性能,綜合作業性能不及滾切式結構[3-4]。隨著蔗段運輸成本逐步提高,國外對切段裝置的研究方向是在保證切段質量的前提下,能有效調節控制切段長度,以提高物料的容積密度,降低運輸成本[5-9]。國內還未見對切段裝置的研究文獻,主要甘蔗機生產企業立足于提高切段質量、切段穩定性,不斷對滾切式結構進行完善[10],隨著我國切段式甘蔗收獲機的規模化應用,對滾切式切段裝置的切段機理、切段損失等方面加以研究很有必要。因此本文對此加以研究。
1 滾切式切段裝置結構理論分析
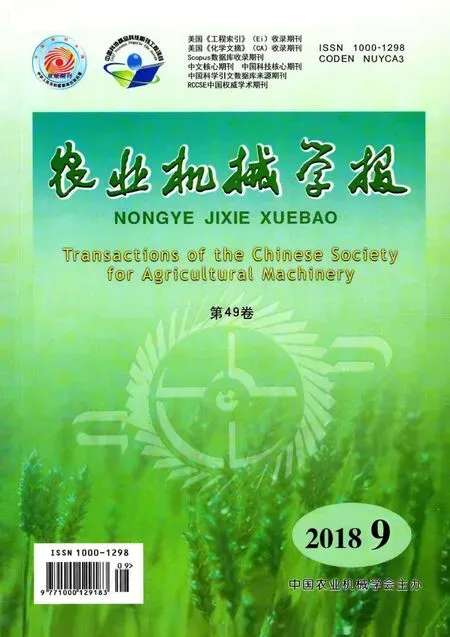
滾切式切段裝置主要由上切段輥、下切段輥、切段刀片、慣性輪、傳動機構、對刀機構等部件組成,其結構如圖1所示。
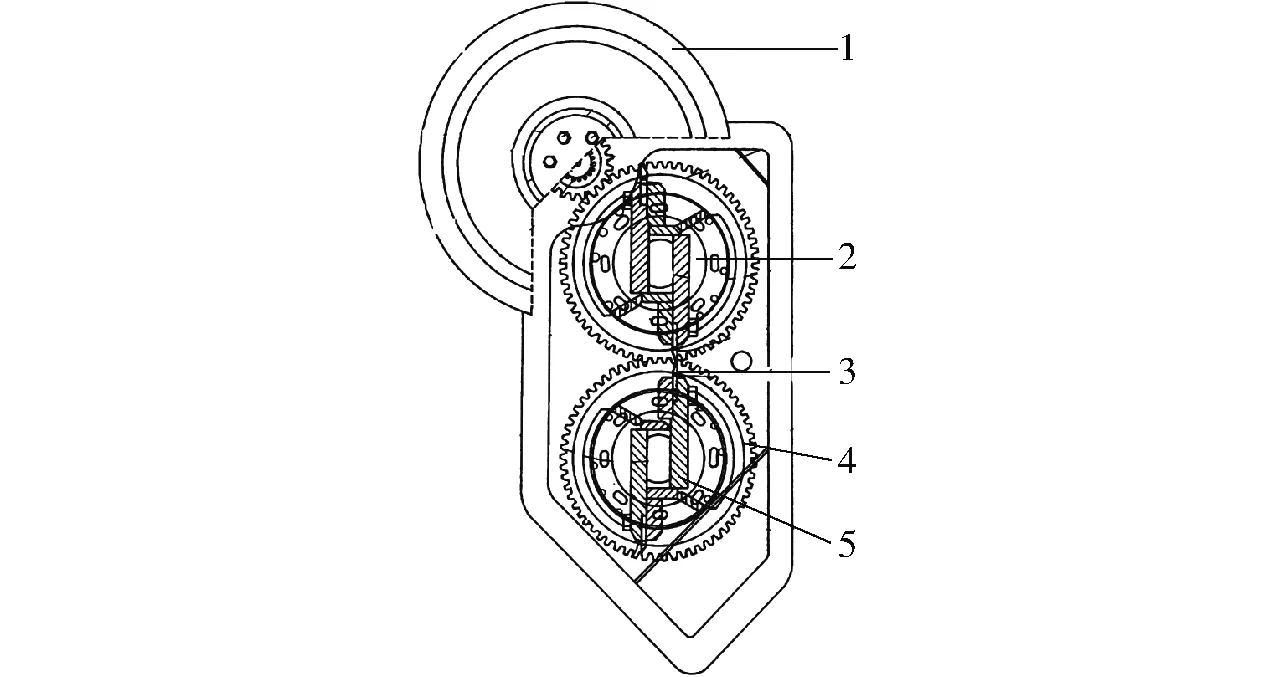
圖1 滾切式切段裝置示意圖Fig.1 Sketch of rolling-cut type chopper1.慣性輪 2.上切段輥 3.切段刀片 4.傳動機構 5.下切段輥
上、下切段輥依靠傳動機構實現轉速相同、轉向相反,兩切段輥圓周方向通過夾持機構安裝有2~4排切段刀片,為保持工況的穩定性,切段裝置往往安裝有飛輪裝置,以提高系統轉動慣量。隨著切段輥高速旋轉,上下配合的切段刀片一起完成對蔗莖的擠壓、切入、拋送。根據切段工序在整機工作流程的位置,可分為前置切段式、中置切段式、后置切段式,其中中置式與后置式結構為有夾持切段(圖2),前置式結構為無夾持切段(圖3)。后置切段式其切段工序前具有輸送工序,輸送工序由多對開放式的輸送輥完成,輸送輥轉速可調,蔗莖在輸送輥夾持下被喂入切段裝置,這種結構能有效降低含雜率,并能調節蔗段長度,蔗段長度較為均勻,該種結構被國外主流機型普遍采用;前置切段式的切段工序緊跟根切工序,將根切后蔗莖直接切段[11-12],切段裝置起著喂入、切段、拋送的功能,這種結構對彎曲甘蔗適應性較好,不易堵塞,但雜土喂入量較大,含雜率偏高,其結構如圖3所示;中置式切段裝置綜合了前兩者的優點,在蔗莖完成根切后設有一個行程較短的輸送過程,利于排出雜土且不顯著影響其對彎曲甘蔗適應性,但該種布局也增加了結構復雜度。上、下切段刀片應有嚴格的配合關系,刀尖軌跡應有一定的交錯深度,且運動過程中不發生干涉碰撞,其關系是決定切段質量的關鍵因素。
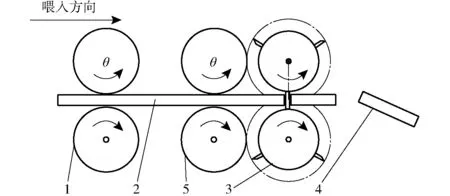
圖2 有夾持切段示意圖Fig.2 Diagram of gripping chopper1、5.輸送輥 2.甘蔗 3.切段輥 4.已切蔗段
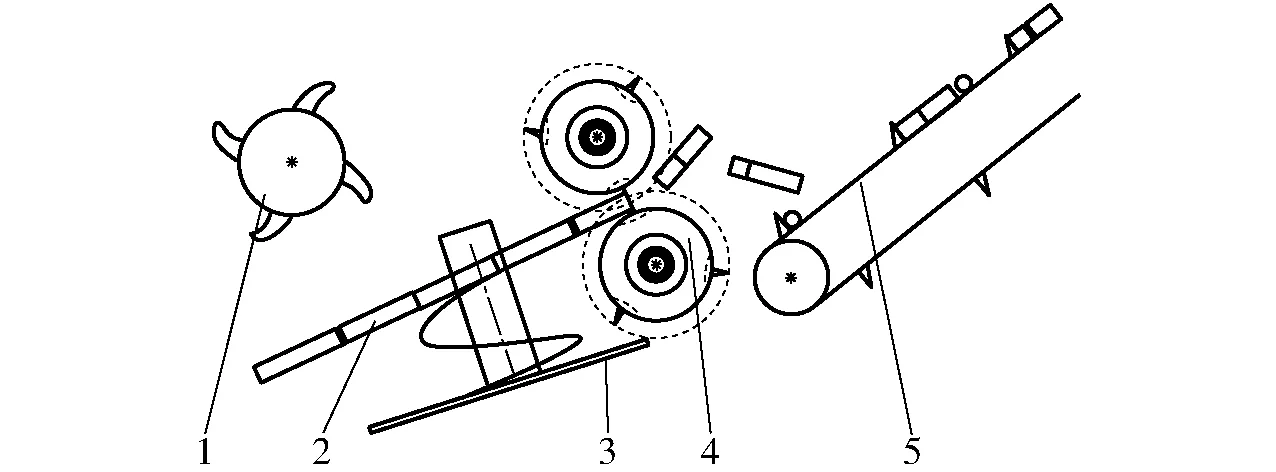
圖3 前置切段式收獲流程示意圖Fig.3 Diagram of chopper without gripping1.壓倒輥 2.甘蔗 3.根切刀盤 4.切段裝置 5.輸送刮板
刀輥直徑、喂入輥直徑及圓周方向刀片排數是影響切段長度的重要參數[13],對于切段裝置后置式收獲機,相關關系可近似用公式表達為[1]
(1)
式中L——蔗段長度,m
d——輸送輥直徑,m
Z——切段輥周向刀的排數
n2——喂入輥轉速,r/min
n1——切段輥轉速,r/min
K——直徑修正系數,取1.1~1.2
由式(1)可以看出,當裝置的結構參數確定后,切段長度取決于喂入輥與切段輥的轉速比。后置式切段裝置可以通過調節喂入輥的轉速,方便地調節蔗段長度,且由于切段過程中輸送輥的夾持作用,蔗莖在此過程中運動狀態相對穩定,切段長度較為均勻。
對于前置式切段裝置,由于切段工序緊跟根切工序,可依靠根切刀盤的螺旋提升作用和整機前進速度將蔗莖喂入至切段刀作用區域。在切段過程中,蔗莖沒有前方輸送輥的夾持喂入作用,僅靠上下切段刀的咬合作用進行自行喂入,據此推導出表達公式為
(2)
式中R——切段刀輥半徑(刀尖至軸心距離)
δ——長度系數
由式(2)可看出,切段長度主要受切段刀輥結構參數影響,與刀輥圓周方向相鄰兩刀尖落在其軌跡圓弧上的長度呈正相關關系,受工作參數影響并不顯著。但要保證切段質量及切段過程的連續性,工作參數應有一個最優化范圍。長度系數δ受莖稈喂入狀態、喂入量、甘蔗莖稈間拖滯作用等因素交互影響,其具體機理還有待于深入研究。
切段過程與根切過程原理不同,根切刀片依靠慣性將蔗段切斷,屬于無支撐切割,切割質量受轉速、切割角等因素影響較大,其切斷機理、切根質量控制研究已較為成熟[14-17],而切段過程中刀片對蔗段產生滾切作用,上下刀片互為支撐,其切段機理研究較少。切段過程中發生的損失形式多樣,有研究按其斷口形式將其分類[18],在此基礎上進行指標加權量化,可以方便進行結構與工作參數的優化。由于切段輥轉速較高,單次切段過程往往只需要幾毫秒至十幾毫秒,因此,運用高速攝像機對切段過程進行觀察,分析上下刀片對蔗莖的滾切過程,在此過程中分析蔗段的斷口成型、成因,以及蔗段的運動規律。
2 切段裝置試驗臺與整機割臺設計
2.1 試驗臺
綜合以上分析并結合前期研究,試驗臺切段刀輥采用圓周方向3排刀片布置,刀片軌跡半徑最大167 mm的結構參數。前期研究表明,上下配合刀輥刀尖應有一定的交錯深度,可保證蔗段與蔗葉的有效切段,若無交錯深度或者交錯深度過小,當刀片發生一定的磨損后,切段質量將嚴重下滑,蔗段含雜率也隨之上升,因此兩輥中心距設為318 mm,刀尖交錯深度最大為12 mm。相互作用的上、下刀片有較嚴格的配合關系,圖4為裝配后上、下刀片實物圖。因此上、下刀輥依靠支架外側第二級減速箱體內齒輪傳動,可實現轉向相反、轉速相同、傳動比準確。

圖4 上下刀片配合示意圖Fig.4 Photograph of blades in assembly
試驗臺由一臺額定功率15 kW的變頻電動機提供動力,電動機由變頻器調節轉速,進而實現不同的刀輥轉速。電動機與切段裝置支架一側第一級減速箱體實現動力對接。第一級減速箱體通過支架中間箱體內傳動軸與支架另一端第二級減速箱體連接。中間箱體既起到對整個裝置的支撐作用,還能防止蔗段飛離預定拋送軌跡,避免對試驗人員造成傷害。為使高速攝像機觀察切段過程,應在支架另一側上下刀輥交錯區域開設有探視口,為防止蔗段等異物飛出傷人,應在探視口固定有機玻璃。試驗臺如圖5所示。

圖5 切段裝置試驗臺Fig.5 Photograph of chopper experimental device
2.2 整機割臺
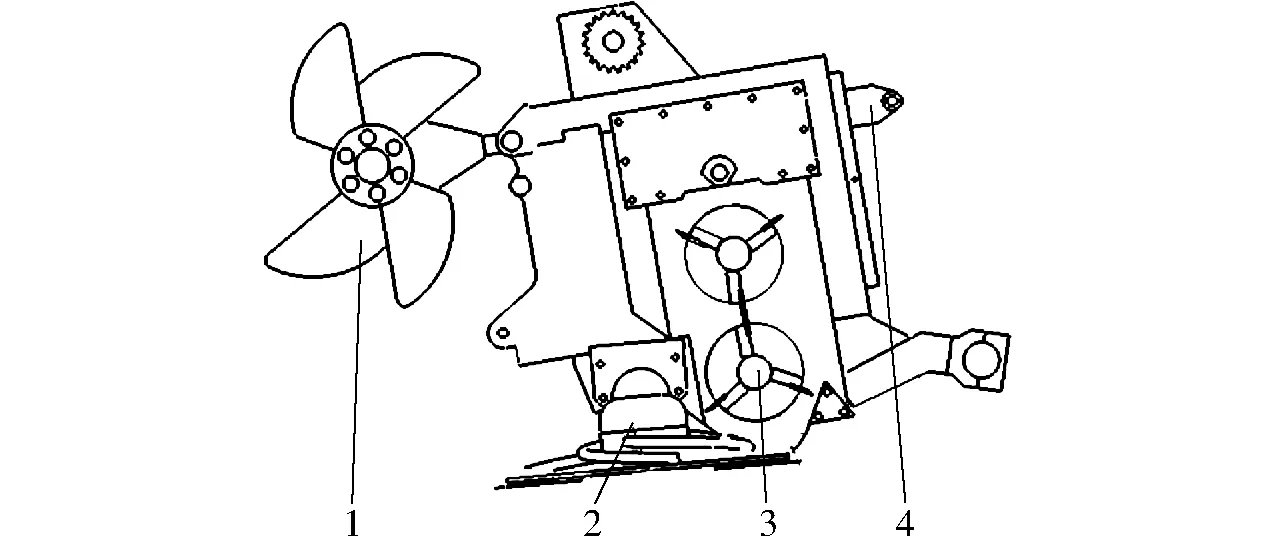
圖6 切段裝置前置式割臺縱向剖視圖Fig.6 Cutaway view of header charactered by front-load chopper1.壓倒輥 2.根切刀盤 3.切段裝置 4.伸縮油缸掛耳
由中國農業機械化科學研究院研制的切段式甘蔗聯合收獲機,采用了切段裝置前置式結構,收獲流程為切梢—壓倒—根切—切段—輸送—排雜—升運。其中位于整機前部的割臺(圖6)一次完成壓倒、根切、切段,將蔗段拋送至整機腹部輸送通道,割臺由液壓油缸控制切割高度。輸送通道將蔗段和切碎蔗葉混合物輸送至整機后部并拋送至排雜艙。割臺切段裝置基本結構參數與試驗臺相同。根切刀盤與切段輥均由液壓馬達提供動力,可通過電磁比例閥調節液壓馬達轉速,二者轉速信息由傳感器采集,并通過數字顯示器在駕駛室實時顯示。
上、下刀片的交錯深度可通過改變刀片與安裝座相對位置來調節。在切段裝置傳動部件上,設有調刀機構,可通過改變齒輪與刀軸安裝角度對上、下刀的相位配合關系進行微調,可在刀片出現一定磨損后進行調節以繼續保證最佳工況。
3 試驗
3.1 高速攝像試驗
3.1.1試驗條件
試驗設備及材料包括:FASTEC IMAGING公司生產的TS3型高速攝像機一臺,日本精工AVENIR LENS2.5mm-F1.4型鏡頭一個、切段裝置試驗臺、新聞燈2臺、相機支架、盒尺等。試驗用甘蔗為3年生宿根蔗,人工收割,均帶有葉梢。
3.1.2試驗與結果分析
用支架將高速攝像機固定于探視口處,為防止機架振動影響攝像機的拍攝,應注意使支架、攝像機避免與機架接觸。試驗前應根據光源強度和甘蔗喂入位置預調節好攝像機光圈和焦距,使成像盡可能清晰。成像視野應能觀察到切段前后整個過程,在此基礎上應盡量使快門速度提高。錄像完畢后可同時保存成視頻與照片兩種格式。
由高速攝像可觀察到:蔗莖喂入至切段裝置工作區域內時,首先會受到上刀片或者下刀片的打擊,這取決于蔗莖的喂入位置,對于前置式切段裝置而言,該位置具有很大的隨機性。當蔗莖受到打擊后,運動至上下輥中性面附近,在該位置上、下刀片一起接觸蔗莖,開始對蔗莖形成滾切作用。蔗莖由兩刀片夾持后,在軸向方向會發生較大轉動,但其蔗莖方向基本與輥間中性面重合。隨著輥的旋轉,上、下刀片迅速擠壓、切入蔗莖內部,同時上、下刀片帶動蔗莖運動,保證了甘蔗的持續喂入。當喂入帶梢部甘蔗時,可觀察到包裹在蔗莖上的蔗葉在刀片的滾切作用下隨蔗段一起被切斷,并在隨后刀片拋送作用下與蔗段分散,但當梢部末端葉片喂入時,由于葉片自身物理性質,加之缺少有效支撐,葉片會有一定量通過上下刀片交錯間隙(圖7)。
圖7 梢末端蔗葉未被切斷Fig.7 Tail end of cane tip
上、下刀片從開始切入蔗莖到運動至兩刀片最大交錯深度位置過程中,隨著刀輥旋轉,刀片切入蔗莖深度加大,照片顯示刀片被前后蔗段緊緊夾裹,當刀片運動接近最大交錯深度時,蔗莖已完成切段,上、下刀片在喂入方向的位差是產生臺階斷口的主要原因。當刀片繼續旋轉越過最大交錯位置,被切下的蔗段由于受刀片擠壓釋放,往往會發生上翹,并在刀片的推動下被拋出切段裝置,后續未切段蔗莖依靠慣性繼續喂入至切段裝置,但運動方向表現出隨機性,若撞擊到刀座則造成速度迅速降低(圖8),進而使后續蔗莖切段大大減短。

圖8 切段過程中蔗段撞擊刀輥Fig.8 Impact between cane and chopper drum during chopping process
自刀片接觸蔗莖到刀片將蔗段拋出的整個過程,都可觀察到大量莖稈纖維碎屑飛出(圖9),碎屑直徑從不到一毫米到十幾毫米不等,經分析認為,較小的碎屑為高速旋轉刀片切入蔗莖后,斷口附近維管束組織受擠壓發生破壞并在沖擊下飛出,而直徑較大的碎屑則是由于蔗莖內部組織的不均勻性,當其受到沖擊時發生斷裂破損;當甘蔗以簇喂入時,蔗莖間會在刀片的作用下發生擠壓,擠壓區域易發生劈裂,糖液損失較大。以上兩種情況為切斷過程糖分損失的主要原因。

圖9 切段過程產生的碎屑Fig.9 Chippings produced during chopping process
3.2 田間性能試驗
考慮到試驗臺的局限性,進行了割臺性能田間試驗(圖10),考核前置切段式結構的切段質量與切段長度。試驗于2017-2018年榨季在廣西金光農場青年分場進行,所用甘蔗為3年生宿根蔗。

圖10 田間試驗及切段質量評估Fig.10 Field experiment and quality evaluation
3.2.1切段質量試驗
基于前述理論分析,試驗以刀片交錯深度、切段輥轉速、整機行駛速度為影響因素,以蔗段合格率為指標進行考核,通過正交試驗[19]研究三因素對切段質量的影響規律。表1為試驗因素與水平。
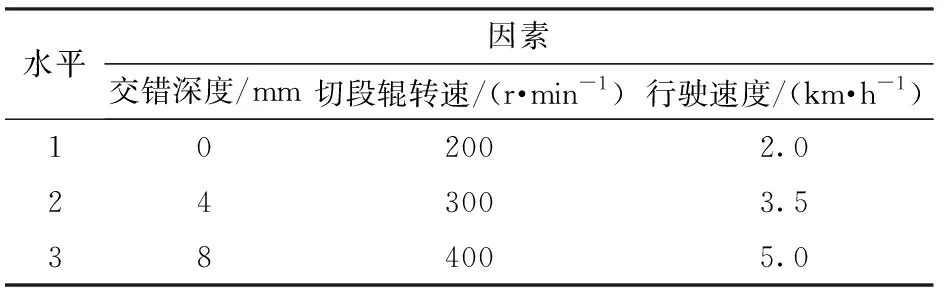
表1 試驗因素與水平Tab.1 Test factors and levels
試驗時,每個工況下,選取同一地塊單行100 m長度蔗地進行整機收獲,試驗設置與結果見表2,A、B、C列分別表示交錯深度、切段輥轉速、行駛速度的水平值。蔗段合格率Cdh[20]計算公式為
(3)
式中Wdh——合格蔗段的質量,kg
Wdz——測定區內接取的蔗段總質量,kg
統計蔗段時,每個工況隨機抽取100根蔗段。試驗結果分析見表3。
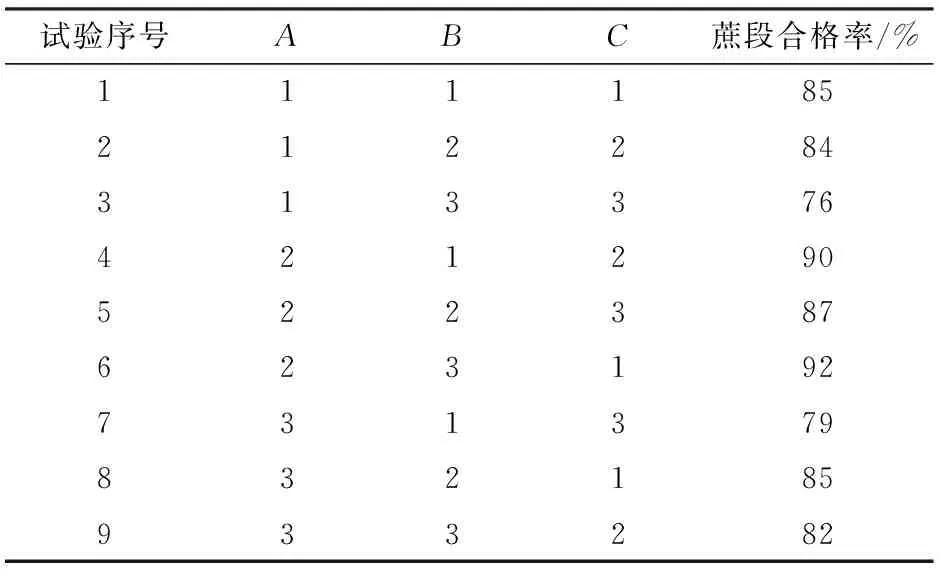
表2 試驗設計與結果Tab.2 Experiment design and result
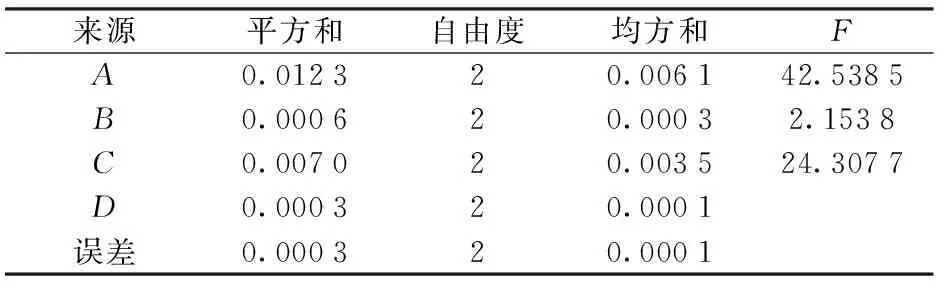
表3 方差分析Tab.3 Variance analysis
由極差分析結果(RA=0.08,RB=0.02,RC=0.06)可看出,三因素對蔗段合格率的影響由大到小為A、C、B,由方差分析結果:FA>FC>F0.95(2,2),FB 將割臺參數設置成交錯深度4 mm,行駛速度2 km/h,切段輥轉速300 r/min時進行驗證試驗,蔗段合格率為93%。由此可見通過正交試驗優化了影響蔗段合格率的影響因數,取得了最佳工作參數。 3.2.2切段長度試驗 經試驗驗證,切段輥轉速對前置式切段裝置的切段長度影響并不顯著,當轉速達到一定范圍后,即可實現蔗段的連續喂入,切段長度穩定在一定區間,轉速繼續升高,裝置工作效率提升,可適應較大的喂入量,但切段長度變化不明顯。現將切段輥轉速穩定在300 r/min,對切段長度進行統計,求證式(2)中的長度系數δ。 根據蔗段長度,以20 mm為一區間,將長度分級,隨機抽取500根蔗段作為樣本,對蔗段長度總體進行估計。統計落在每級的蔗段數量。 將數據導入SPSS軟件進行K-S單樣本檢驗,并繪制直方圖(圖11)。由直方圖可知切段長度近似符合正態分布,將其樣本均值代入式(2),得長度系數δ=0.7。 圖11 長度分布直方圖Fig.11 Histogram of billet length (1)對比分析了切段裝置前置式、中置式、后置式3種收獲流程的優點與不足。指出切段裝置上、下刀片的配合關系是決定切段質量的重要因素,其交錯深度決定段口質量、蔗葉分離等效果。 (2)通過高速攝像試驗,觀察到切段過程刀片對蔗莖、蔗葉的滾切過程,蔗段運動規律,以及切段損失形成過程,為裝置優化提供了依據。 (3)通過田間正交試驗,證明了交錯深度、行駛速度對蔗段合格率影響顯著,并通過試驗驗證了優化的參數組合下,蔗段合格率達到93%。 (4)基于前置切段式結構理論分析,推導了前置切段式切段長度公式,并基于統計試驗求得長度系數δ為0.7,其長度符合正態分布規律。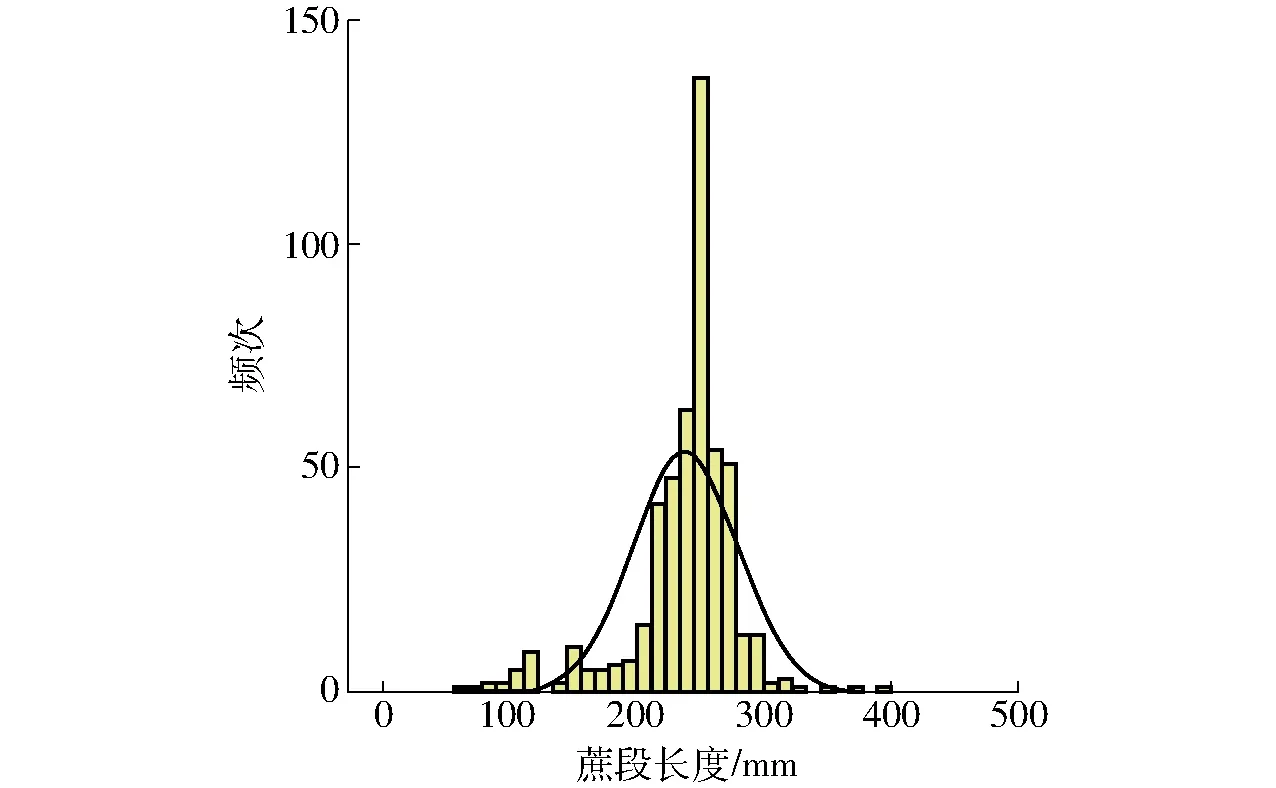
4 結論