三維強化外翅片換熱管加工機構設計
2018-09-17 09:27:12梁海澄康俊遠
機械設計與制造 2018年9期
梁海澄,康俊遠
(廣東輕工職業技術學院 機電技術學院,廣東 廣州 510300)
1 引言
近幾年來,隨著經濟的發展,節能降耗的緊迫性和重要性不斷增加,能夠提高熱傳遞效率的三維強化外翅片換熱管得到了迅速發展和廣泛應用。其中整體式三維強化外翅片管翅片由換熱管管壁直接加工成形,金屬消耗量低,能夠顯著增加換熱管的散熱面積,且翅片與管體為一體化結構,翅片強度高,傳熱效率高。
目前,國內外現有的整體式外翅片管成形設備的加工效率普遍不高,成形的翅片根部較薄、易脫落,自動化程度也不足,一般需要手工輔助加工。針對外翅片管加工的研究,國內外學者取得了一定成果[4-8],提出了多種翅片管的加工方法,這些加工方法一般采用切削、擠壓或犁削的方法成形,其原理是使用刀具將金屬外層切開后,通過擠壓及劈切的方式使翅片成形。
針對現有的翅片管成形設備加工效率不高的問題,設計一種裝有刨刀陣列的翅片管加工機構,加工時多刨刀同時向中心犁削,可同時犁銷多個翅片,且翅片根部較厚、強度較高、不易脫落,易于實現自動化連續作業,可提高翅片加工效率。根據所設計的翅片管加工機構進行動作分析。研制翅片管加工機構樣機對設計的可行性進行實證。
2 翅片管加工機構設計
剖視圖為翅片管加工機構剖視圖,如圖1所示。十六柄刨刀10陣列安裝于加工機構中,使用壓板11與滑塊固定,滑塊可帶刨刀移動,待加工的換熱管17置于刀盤中心。如圖1所示的三維視圖為去掉刀盤外套13后的三維示意圖,滑塊8安裝于刀盤6的T形滑塊槽中,推盤3與滑塊8為斜面接觸,組成楔形滑塊機構,推盤3沿軸向推進時,十六個陣列滑塊同時徑向移動,使刨刀沿徑向進給切入換熱管表面。

圖1 翅片管加工機構視圖Fig.1 Finned Tube Machining Mechanism View
刀盤的動作機構同軸安裝于刀盤外套13和端蓋2內,動作機構可軸向移動,動作機構主要由推盤3、十六個彈簧4、刀盤構件(由刀盤6和支撐套15固定連接組成)、十六個彈簧7、十六個滑塊8、軸套16和十六個彈簧18組成。
端蓋2與刀盤外套13使用螺栓1固定連接,端蓋2與軸套16之間為同軸過盈配合,軸套16與推盤3、軸套16與刀盤構件之間均為同軸間隙配合。
滑塊8置于刀盤6的T形槽內可徑向移動,推盤3與滑塊8接觸斜面角度θ為20°,同時滑塊8內設有彈簧7,推盤3推動滑塊8動作并回退后,滑塊8通過用彈簧4復位。
推盤3與刀盤6之間設有十六個彈簧4,推盤3推動刀盤6及滑塊8完成加工后通過彈簧4復位,另外通過彈簧4與螺栓5配合可調節推盤3與刀盤6之間的初始間隙Δ1,所設計Δ1大小為(1.2~2)mm。
刀盤6與刀盤外套13之間設有十六個彈簧18,推盤3推動刀盤6軸向移動犁削銅管并回退后,刀盤6通過彈簧18復位,另外通過彈簧18與螺栓19配合可調節刀盤6與刀盤外套13之間的初始間隙Δ3,加工成形的翅片高度,所設計Δ3大小為(2~3)mm。
十六柄刨刀10安裝于滑塊中,使用壓板11及螺栓12固定。通過螺栓9可調節刨刀10徑向位置,從而調整刨刀刀尖與換熱管外表面之間的間隙Δ2。調節Δ1與Δ2大小可控制刨刀切入換熱管的深度,設該切入深度為h,根據機構位移計算可得:

式中:θ—推盤3與滑塊8接觸斜面角(20°)。為保證加工成形的翅片根部厚度,所設計切入深度h大小為(0.2~0.3)mm。根據Δ1的取值,應通過螺栓9調整Δ2,使h達到設計值。
3 翅片管加工機構動作分析
如圖2所示,翅片管加工機構加工時,須外部推動裝置外接一推桿,沿軸向伸入端蓋2的推桿孔,與推盤3接觸并推動推盤3,驅動機構完成加工動作。
為使加工成形的翅片頂部較薄、根部較厚,刨刀刀尖在加工過程中的軌跡應,如圖2所示。刀尖首先沿徑向進刀,移動距離為Δ2,接觸換熱管表面后開始沿徑向和軸向同時進刀(軸向距離為Δ
3,徑向距離為h),將換熱管表面刨起一個翅片。

圖2 翅片管加工機構加工示意圖Fig.2 Finned Tube Machining Mechanism Processing Sketch Map
可通過調節彈簧4、彈簧7和彈簧18的預緊力,并選取適當的彈性系數,使刀尖軌跡接近上述理想狀態。以下通過受力分析給出彈簧預緊力應滿足的條件。
假設除彈簧外所有構件均為剛體,構件自身重力及因重力產生的摩擦力忽略不計,所有彈簧均為壓縮預緊安裝,則在刨刀接觸換熱管前,翅片管加工機構的主要動作構件(推盤、滑塊及刨刀、刀盤)受力,如圖3所示。由于主要動作構件均為圓周陣列結構(陣列數量為16),所以取單個陣列結構為研究對象進行受力分析,F0為作用在單個陣列結構上的推桿推力分量。
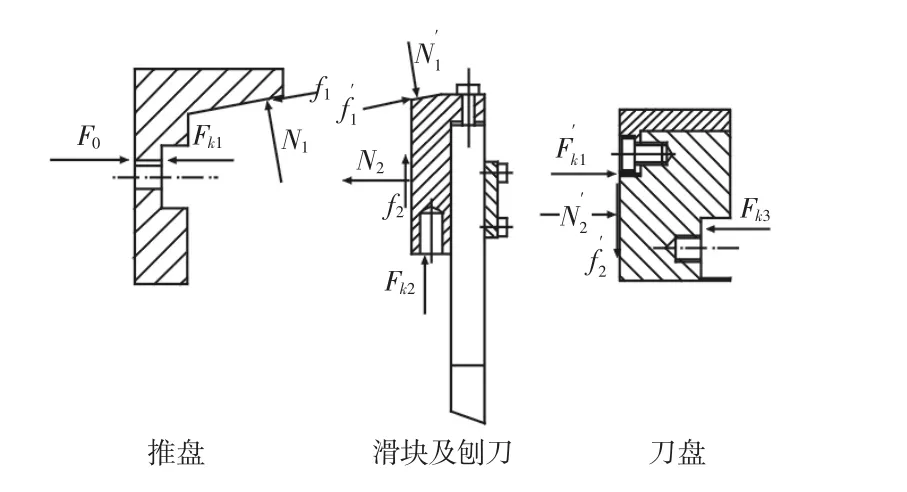
圖3 主要動作構件受力圖Fig.3 Force Diagram of Main Mechanical Parts
取推盤為研究對象,Fk1為彈簧4的預緊力,N1為推盤與滑塊的接觸壓力,f1為接觸面的摩擦力,推力F0應在克服Fk1的同時,克服f1及N1的軸向分力之和。由于f1及N1為圓周陣列力,因此圓周上f1及N1的產生的所有徑向分力互相抵消,不影響推盤運動。在刨刀接觸換熱管前,滑塊僅沿徑向移動距離Δ2,則推盤軸向移動距離為Δ2cotθ,假設彈簧4彈性系數為k1,F0滿足下式:

取滑塊及刨刀構件為研究對象,式中:Fk2—彈簧7的預緊力—N1的反作用力;—f1的反作用力;N2—滑塊與刀盤之間的接觸壓力;f2—滑塊與刀盤之間的摩擦力。在刨刀接觸換熱管前,滑塊僅沿徑向移動距離Δ2,假設彈簧7彈性系數為k2,則滑塊受力滿足下式:

取刀盤為研究對象,Fk3—彈簧18的預緊力;—N2的反作用力—f2的反作用力;—Fk1的反作用力。在刨刀接觸換熱管前,刀盤不發生軸向進刀,因此刀盤受力滿足式(5),同時在彈簧18和螺栓19之間設有墊片,對彈簧18進行限位,保證上述過程中刀盤不發生軸向退刀。

為簡化分析過程,避免復雜微分方程求解,僅對F0恰好能推動刨刀至接觸換熱管表面并保持穩定時的臨界狀態進行定量分析,在該狀態下由式(2)、式(3)可得:

推盤、刀盤及滑塊材料均為鋼,設摩擦系數為μ,則由式(4)、式(7)可得:

將式(9)和式(10)代入式(6)可得:

即當彈簧 4、彈簧 7、彈簧 18 的預緊力 Fk1、Fk2、Fk3調節至滿足式(11)時,刨刀在接觸翅片管前的軌跡將,如圖2所示。在刨刀接觸換熱管后,只要F0足夠大即可保證繼續推動機構,使刨刀克服切削阻力切入換熱管,同時彈簧4繼續壓縮,推動刀盤6克服彈簧18的預緊力Fk3和切削阻力,開始軸向移動,因此刨刀在軸向進刀的同時逐漸切入換熱管。此階段可通過選取適當的彈簧4和彈簧18彈性系數比k1/k3,使刨刀接觸換熱管后的軌跡接近圖2,由于涉及刨削加工及其切削力計算等復雜過程,并且實際軌跡對最終翅片的成形影響不大,因此不進行k1/k3的定量計算。由于刨刀是逐漸切入,所以最終成形的翅片厚度逐漸增加,根部較厚。完成一次加工后,推桿的間歇運動完成,推桿后移,在滑塊8的彈簧7、推盤的彈簧4以及刀盤6的彈簧18的作用下,刀盤6退回原位,同時滑塊8也退回原位,以帶動刨刀10脫離被加工的換熱管,加工機構等待下一個循環。推桿完成動作后退回,在滑塊8的滑塊彈簧7、推盤機構的推盤彈簧4以及刀盤6的刀盤彈簧18的作用下,刀盤6及滑塊8退回原位,帶動刨刀10脫離被加工的換熱管17,并等待下一個循環。
4 樣機驗證
根據設計圖紙研制了三維強化外翅片換熱管加工機構樣機,如圖4所示。

圖4 翅片管加工機構樣機Fig.4 Prototype of Finned Tube Machining Mechanism
為便于裝配調整,樣機僅安裝4柄刨刀進行加工驗證,推動加工機構動作的往復機構使用牛頭刨床改造制成,推桿頂端裝有彈簧避免硬沖擊,換熱管夾持機構可軸向移動實現連續加工。裝配時對樣機進行適當調整使Δ1=2mm,Δ3=2.5mm,h=0.3mm,Δ2=0.43mm,其中,Δ2根據式(1)計算得出。同時調整彈簧預緊力,使其滿足式(11)要求。如圖5所示,加工時刀盤一次動作可刨出4個翅片,沿圓周方向將翅片分為4組。實驗時進行10次連續加工,使用游標卡尺對其中5次連續加工的翅片進行測量。

圖5 翅片分組示意圖Fig.5 Fins Grouping Sketch Map
翅片的尺寸線性圖,如圖6所示。由圖看出每組數據組內差距是比較小的。第1、4組組間差距比較小,但與第2、3組相比差距較大。其中,第1、4組翅高總平均值為2.26mm,第2、3組為2.6mm,相差0.34mm。第1、4組厚度總平均值為0.26mm,第2、3組為0.49mm,相差0.23mm。組內差距比較小,說明同一柄刨刀連續加工出的翅片尺寸較為穩定,加工機構可穩定工作,且精度可接受。組間差距較大,經分析是由于裝配制造誤差,導致刨刀切入深度有誤差,其中第2、3組切入較深。同時從圖中也能看出,切入深度對翅高有一定影響,切入越深,翅高越大。
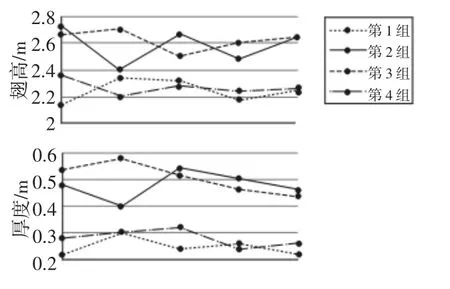
圖6 翅片尺寸線性圖Fig.6 Fins Dimension Linear Graph
5 結論
經過樣機加工實驗,并對成形翅片進行尺寸測量分析,可得出以下結論:(1)設計的三維強化外翅片換熱管加工機構最多可安裝16柄刨刀,同時加工同一圓周上16個翅片,并且可實現連續加工,提高了翅片加工效率。(2)同一柄刨刀連續加工出的翅片尺寸較為穩定,加工機構可穩定工作,且精度可以接受。(3)切入深度對翅高有一定影響,切入越深,翅高越大。后續研究將進一步提高刀盤制造及裝配精度,并研究刨刀刀角對成形翅片形貌的影響,提高加工精度。