細支濾棒成型機的設備參數分析與改進
2018-09-17 09:27:26高明奇賈學偉
機械設計與制造 2018年9期
高明奇 ,顧 亮,賈學偉,朱 紅
(1.河南中煙工業有限責任公司技術中心,河南 鄭州 450000;2.鄭州輕工業學院,河南 鄭州 450002;3.牡丹江卷煙材料廠有限責任公司,黑龍江 牡丹江 157013)
1 引言
細支卷煙做為中式卷煙新品類,以其低焦低害、外觀新穎的優勢獲得越來越多的消費者喜愛[1]。由于當前設備、工藝等都是基于常規卷煙設計,雖然根據細支卷煙的圓周變化進行了優化調整,但還是缺乏深入系統研究,細支卷煙的煙支吸阻、重量、通風率、硬度等指標的穩定性均低于常規卷煙。在卷煙輔材中,卷煙濾棒的質量穩定性直接影響卷煙的吸阻、重量、通風等指標的穩定性,文獻[2]表明細支濾棒的質量穩定性顯著差于常規濾棒。
文獻[2]考察了細支濾棒用特種規格醋纖絲束的卷曲加工工藝,結果表面,所成型細支濾棒吸阻變異系數顯著高于常規濾棒吸阻穩定性水平。文獻[3-4]的研究結果顯示醋纖絲束規格不變時,螺紋輥壓力、輥速比、穩定輥壓力及空氣噴嘴壓力等工藝參數決定了醋纖絲束開松穩定性和成型效果,同時,作者對濾棒成型的工藝條件進行了優化,改進了加工工藝技術對濾棒質量穩定性的控制作用。文獻[5]以提高濾棒成型質量穩定性為目的,利用正交試驗法在KDF-2成型機上采用規格為2.4 Y34000的醋纖絲束,對螺紋輥壓力、穩定輥壓力、輥速比和空氣噴嘴壓力等4個濾棒成型關鍵工藝參數進行了試驗優化。結果表明穩定輥壓力對濾棒壓降和壓降變異系數、硬度及單支重量有顯著影響,螺紋輥壓力對濾棒硬度變異系數影響顯著,在考察參數范圍內,噴嘴壓力和輥速比對濾棒質量的影響相對較小。文獻[6]為改善KDF-2濾棒成型機生產濾棒的質量穩定性,選用規格為2.7Y/35000的醋纖絲束在KDF-2成型機上對關鍵參數開展了正交試驗。實驗結果表明:穩定輥壓力顯著影響濾棒單支重量、壓降及硬度,螺紋輥壓力對濾棒硬度的變異系數影響顯著,噴嘴壓力和輥速比對濾棒吸阻、硬度等指標穩定性影響相對較小。
從上述文獻報道可看出濾棒對細支卷煙的質量穩定影響較大,根據檢測數據得知,與常規圓周卷煙相比,圓周在17.00mm左右的細支卷煙濾棒的質量穩定性較差,特別是壓降波動較大,這是導致細支卷煙煙支吸阻穩定性差的關鍵原因。“高單旦、低總旦”規格絲束是帶來細支濾棒壓降波動較大的固有原因,降低壓降與提高穩定性似乎是存在矛盾的對立面,但是絲束特性曲線加工點、絲束開松比、絲束卷曲能穩定性、送絲噴嘴、螺紋輥負載比、預開松張力等也是影響濾棒壓降穩定性的關鍵因素。與此相關的文獻報道主要集中于常規濾棒[7-9],為此,對影響細支濾棒質量穩定性的因素進行系統的分析研究,重點關注成型機設備因素的影響,通過考察不同設備構造及參數的影響,改進細支濾棒成型設備參數,旨在為提高細支卷煙的質量穩定提供參考和技術支撐。
2 材料與方法
2.1 材料與儀器
8.0 Y15000規格二醋酸纖維素絲束;11.0Y15000規格二醋酸纖維素絲束;KDF2濾棒成型機;ML204型電子分析天平(感量:0.1mg);SODIMAX全功能綜合測試臺;濾棒物理指標綜合測試臺;KBF型恒溫恒濕箱;SM450-PC107直線型吸煙機;6890A氣相色譜儀。
2.2 方法

表1 細支濾棒樣品要求Tab.1 Physical Parameters of Fine Filter Rod Samples
后續試驗均在KDF2/AF2成型機進行,成型機運行速度試驗采用醋纖絲束規格為11.0Y15000,其他試驗均采用8.0Y15000規格醋纖絲束。所成型細支濾棒樣品質量要求,如表1所示。采用GB/T 16447—2004《煙草及煙草制品調節和測試的大氣環境》的條件調節濾棒樣品。按照GB/T 22838—2009《卷煙和濾棒物理性能的測定》的方法抽取濾棒樣品,并檢測濾棒物理性能,并對濾棒樣品的監測數據進行統計分析,得出其穩定性指標數據。設備參數的調整設置以成型機電子屏幕系統顯示為準。
3 結果與分析
3.1 成型機運行速度影響
以11.0Y15000規格二醋酸纖維素絲束為試驗樣品,以濾棒壓降3200Pa為加工中心值,考察了KDF2/AF2成型機不同車速對濾棒質量的影響,如表2所示。從表2的數據可以得出,將速度從200m/min提升至300m/min和350m/min,濾棒的硬度、圓周等參數都可符合要求,但濾棒壓降穩定性明顯提高,分析原因為絲束打包壓力較大,絲束易粘連,車速較低時,絲束抽提不連續,絲束抖動明顯,造成絲束喂入不穩,從而引起壓降波動。同時,在生產試驗過程中發現,車速高于300m/min時,由于送絲器空氣流量不足,導致二醋酸纖維素絲束喂入不足,無法正常成型濾棒,且車速過高容易出現繞輥斷絲等問題造成停車。綜合考慮,11.0Y15000規格二醋酸纖維素絲束在KDF2/AF2成型機的適宜加工車速為300m/min,且經過普查得知,目前煙草行業細支濾棒成型機運行速度都在300m/min左右。因此,對于細支濾棒成型而言,車速過高或過快都會對濾棒的質量穩定造成不利影響。
3.2 捕絲器
捕絲器是濾棒成型機組連接開松和成型部分的重要組件,用于將開松后的絲束收縮成束并輸送至成型腔[10]。捕絲器主要根據文丘里效應設計[11]。對于捕絲器而言,當氣體流經捕絲器最窄處時,動態壓力達到最大值,靜態壓力也達到最小值,氣體流速因涌流橫截面積變化而上升,在同一時間整個涌流都經歷了橫截面積快速縮小的過程,同時,壓力也在同一時間降低到小于正常大氣壓強,從而在捕絲器內形成負壓[12]。因此,捕絲器的匹配性會直接影響到成型機的送絲效果,其結構設計、制造精度和外圍配置等都會影響其性能,容易造成濾棒的壓降發生較大波動。
當前國內煙草行業細支濾棒成型主要通過對KDF2/AF2成型機改造實現的,其中捕絲器多為常規圓周濾棒適用型號,并不利于細支濾棒的成型。捕絲器負壓區結構圖,如圖1所示。本試驗對照了不同喂絲器的應用效果,如表3所示。從表3數據可以看出,1#常規捕絲器所成型濾棒的壓降穩定性明顯差于改造后的捕絲器(2#、3#),捕絲器區別主要在于負壓區內徑(a)的大小不同。常規濾棒用捕絲器內徑更適用于高總旦規格(35000左右)醋纖絲束,而細支濾棒采用的是低總旦規格(15000左右)醋纖絲束,常規捕絲器對于其內徑過大,成型時絲束容易抖動纏繞,從而造成濾棒壓降不穩定。

圖1 捕絲器局部結構圖Fig.1 Local Structure Drawing of Wire Catcher
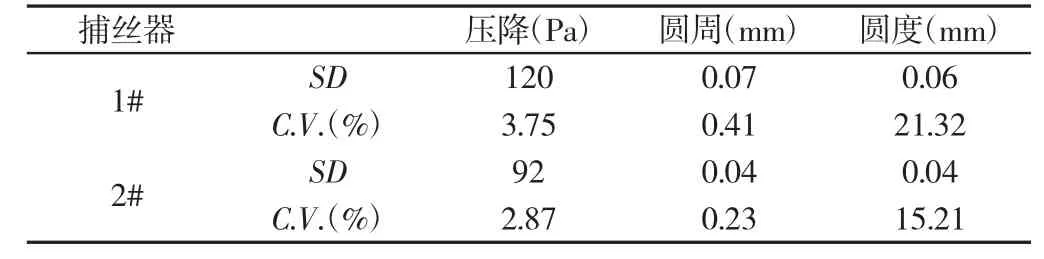
表3 不同捕絲器的細支濾棒檢測數據Tab.3 Detection Results of Fine Filter Rods with Different Wire Catchers
3.3 開松輥速比
絲束開松是濾棒成型的關鍵工序,絲束開松是指將一束卷曲的絲束通過開松輥和空氣開松器的共同作用達到橫向和縱向的同時展開,打亂絲束的分布排序,利于增塑劑的施加及濾棒穩定均勻網狀結構的形成。絲束開松寬度和開松程度,其對濾棒硬度、吸阻的穩定性、過濾效率、外觀等均會產生顯著影響。開松不足會使濾棒重量過重,過濾效率低以及濾棒變軟。開松過量將導致飛花、斷絲、纏輥及過濾效率降低,如圖2所示。
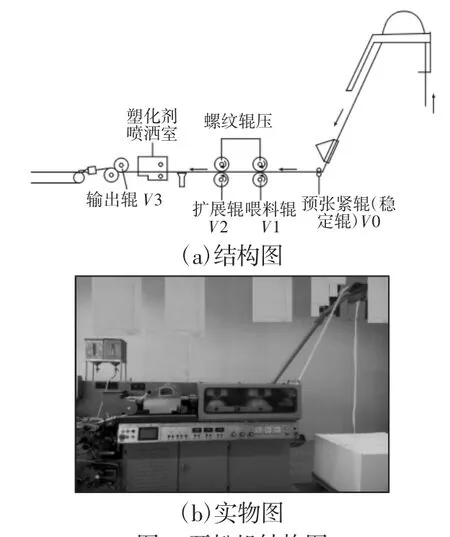
圖2 開松機結構圖Fig.2 Structure Diagram of Loosening Machine
開松時速比包括擴展輥F2與喂料輥F1的速度比(開松比V2/V1)和擴展輥F2與輸出輥的速度比(回速比V2/V3)。兩者對細支濾棒成型質量的穩定性均會有所影響。一般而言,當V2/V1速度比一定時,隨著V2/V3速度比的增大,吸阻和硬度稍有增高。當V2/V3速度比一定時,隨著V2/V1速比的增大,吸阻與硬度稍有降低[13]。本試驗著重考察了開松比的影響結果,如表4所示。開松比適當加大,濾棒壓降和硬度稍有降低,且穩定性有提高,但當開松比低于1.10時,濾棒縮頭明顯,壓降穩定性較差,硬度均勻性較差;當開松比高于1.40以上時,濾棒硬度不均勻,且飛花大量產生。因此,對于8.0Y15000規格醋纖絲束而言,在KDF2/AF2成型機上成型本試驗的目標細支濾棒,適宜的開松比范圍為(1.10~1.40)。
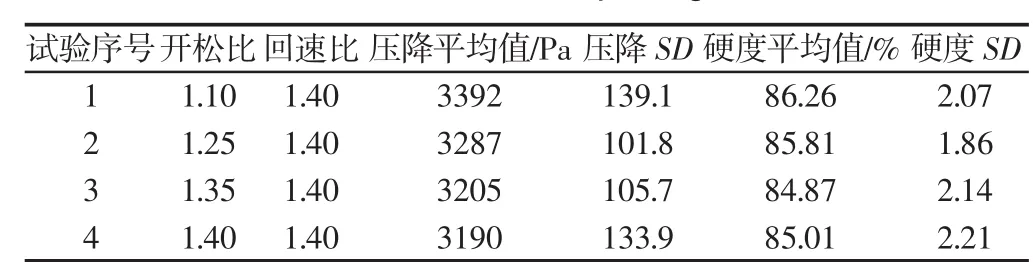
表4 不同開松輥速比的細支濾棒檢測數據Tab.4 Detection Results of Fine Filter Rods with Different Tow Opening Ratio
3.4 螺紋輥壓力
螺紋輥壓力會直接影響絲束在運行過程中被擴展輥牽引所受力的大小,如圖3所示。若螺紋輥壓力過小,絲束在成型過程中會得不到足夠的拉伸張力,不僅易造成絲束運行波動,開松不充分,絲束產率降低,而且會導致硬度變異系數增大;若螺紋輥壓力過大,絲束在運行中所受的拉伸張力加大,易導致絲束帶過窄,絲束卷曲度喪失,甚至易造成絲束斷裂并產生大量的飛花,同時,會增大兩輥間的摩擦力,造成設備磨損[3]。從表5看出,當螺紋輥壓力增大時,濾棒壓降也隨之增大。試驗發現,當螺紋輥壓力為小于0.18MPa時,絲束明顯開松較差,可見部分絲束未開松;而當螺紋輥壓力大于0.23MPa時,絲束開松過大,飛花嚴重,且濾棒壓降硬度不穩定。因此,對于8.0Y15000規格醋纖絲束而言,在KDF2/AF2成型機上成型本試驗的目標細支濾棒,適宜的螺紋輥壓力范圍為(0.18~0.23)MPa,但需要根據設備條件及濾棒規格進行具體優化調整。
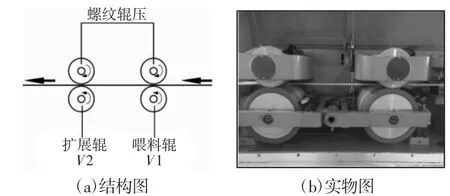
圖3 螺紋輥結構圖Fig.3 Structure Diagram of Thread Roller
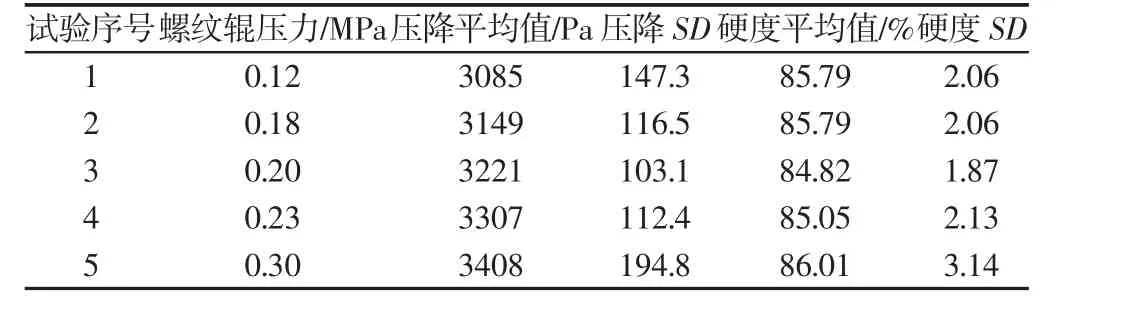
表5 不同螺紋輥壓力的細支濾棒檢測數據Tab.5 Detection Results of Fine Filter Rods with Different Pressure on Threaded Rolls
3.5 穩定輥壓力
穩定輥的作用是為了減少濾棒成型過程中絲束帶的張力變化,使絲束能夠保持穩定的速度和寬度進入開松輥進行開松處理[3],穩定輥壓力對細支濾棒的質量穩定性有顯著影響。對于常規圓周濾棒而言,隨穩定輥壓力的變化,濾棒壓降和硬度均會發生明顯變化,即隨穩定輥壓力的增加,濾棒的壓降和硬度值有所增加[6]。本試驗選擇8.0Y15000規格醋纖絲束成型細支濾棒,對穩定輥壓力進行了調整試驗,如表6所示。當穩定輥壓力在(0.06~0.10)MPa范圍時,濾棒的壓降和硬度穩定性相對較好;當穩定輥壓力小于0.06MPa或超過0.10MPa時,隨穩定輥壓力的增加,濾棒的壓降和硬度穩定性明顯變差。對于8.0Y15000規格醋纖絲束而言,在KDF2/AF2成型機上成型本試驗的目標細支濾棒,適宜的穩定輥壓力范圍為(0.06~0.10)MPa,但需要根據設備條件及濾棒規格進行具體優化調整。
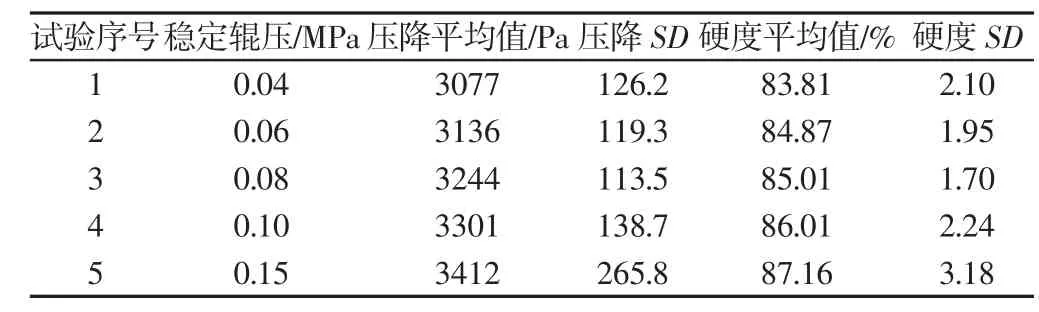
表6 不同穩定輥壓力的細支濾棒檢測數據Tab.6 Detection Results of Fine Filter Rods with Different Pressure on Stabilizer Rolls
4 結論
(1)考察了KDF2/AF2型細支濾棒成型機運行速度、不同規格捕絲器、絲束開松比、螺紋輥壓力及穩定輥壓力對細支濾棒壓降和硬度等指標穩定性的影響試驗,在絲束規格一定的情況下,上述設備因素不同參數對細支濾棒質量均有一定影響,但是成型機運行速度和捕絲器影響更為顯著。(2)結合細支濾棒檢測數據,針對不同成型機設備參數進行了考察優化,結果表明:①對于11.0Y15000規格的絲束,成型機運行速度以300m/min左右為宜;②③對于8.0Y15000規格的絲束,KDF2/AF2型濾棒成型機捕絲器內徑為17.0mm為宜;④對于8.0Y15000規格的絲束,開松比為(1.10~1.40);螺紋輥壓力控制在(0.18~0.23)MPa;穩定輥壓力控制在(0.06~0.10)MPa較適宜。(3)對于細支濾棒成型,成型機設備參數是影響細支濾棒質量穩定性的重要方面,需要進行考察優化,且絲束規格和成型機型號不同,設備因素都需要進行調整優化。