工件附加超聲混粉電火花復合加工試驗研究
2018-09-17 09:27:28祝錫晶張尹哲肖龍勇
機械設(shè)計與制造 2018年9期
關(guān)鍵詞:振動
丁 磊,祝錫晶,張尹哲,肖龍勇
(中北大學 機械工程學院,山西 太原 030051)
1 引言
鈦及鈦合金作為一種重要的金屬,有著重要的應(yīng)用領(lǐng)域,其中TC4鈦合金由于具有密度小、耐腐蝕、高強度和良好的焊接性和韌性,在航天航空和醫(yī)療器材等對加工精度要求較高的領(lǐng)域獲得了廣泛應(yīng)用。在航天航空行業(yè),所需加工的零件往往是具有復雜結(jié)構(gòu),傳統(tǒng)的機械加工方法較難實現(xiàn),因此電火花加工是一種加工TC4鈦合金主要的手段[1-2]。利用常規(guī)電火花加工時排屑比較困難,熔融所需的能量較高,表面質(zhì)量差,因此鈦合金的使用存在一定局限性。為了改善對TC4鈦合金的加工問題,提出超聲混粉電火花復合加工[3-4]。
超聲混粉電火花復合加工是一種新型的加工方式,是在傳統(tǒng)混粉電火花加工的基礎(chǔ)上,將超聲裝置加裝在電極或工件上,通過在混粉電火花加工過程中附加超聲,使兩種加工方式相結(jié)合,以得到更好加工性能。現(xiàn)階段,國內(nèi)外研究學者對超聲混粉電火花復合加工的研究,主要是在電極上附加超聲。文獻[5]將超聲附加在電極上,通過電極的超聲振動使混粉電火花工作液中的導電磨料沖擊工件表面,實現(xiàn)對加工效率的提升。文獻[6]通過對超聲混粉電火花研究發(fā)現(xiàn),電極的超聲振動可以促進加工間隙中工作液的循環(huán),進而縮短加工時間。文獻[7]將超聲加載與電極上,進行超聲電火花混粉加工,發(fā)現(xiàn)加工可以在小電流下穩(wěn)定進行,且對加工面粗糙度改善明顯。但是,超聲裝置加裝在電極上會對到主軸的進給精度產(chǎn)生一定影響,因此如果把超聲附加于工件之上,能夠更好的將電火花加工和超聲加工的優(yōu)勢發(fā)揮[8]。目前將超聲附加在工件上的方式有兩種,一種是將工件通過螺栓與變幅桿連接,工件形狀、尺寸的變化會導致諧振頻率的改變,因此這種附加超聲方式對工件具有局限性。第二種方式是將工件附加與變幅桿的末端,這種方式適合較小尺寸且質(zhì)量輕的工件。因此設(shè)計一種具有通用性的振動平臺顯得十分重要[9]。
利用ANSYS軟件自行設(shè)計了矩形六面體超聲變幅器作為振動平臺并對其進行仿真分析,然后通過FLUENT軟件對工作液攪拌裝置進行優(yōu)化設(shè)計。在成型機床的基礎(chǔ)上,實現(xiàn)工件附加超聲的混粉電火花加工裝置的制備。分別使用普通混粉電火花加工和工件附加超聲混粉電火花加工對TC4鈦合金加工同樣深度,對兩種加工方式的加工效果進行對比,以探究將超聲附加在工件上,在混粉電火花加工過程中起到的關(guān)鍵作用。
2 裝置設(shè)計與試驗參數(shù)
在電火花成型機床的基礎(chǔ)上,設(shè)計了一套工件附加超聲混粉電火花復合加工裝置,如圖1所示。加工裝置主要在成型電火花機床的基礎(chǔ)上,加上了超聲裝置和工作液攪拌裝置這三部分構(gòu)成。
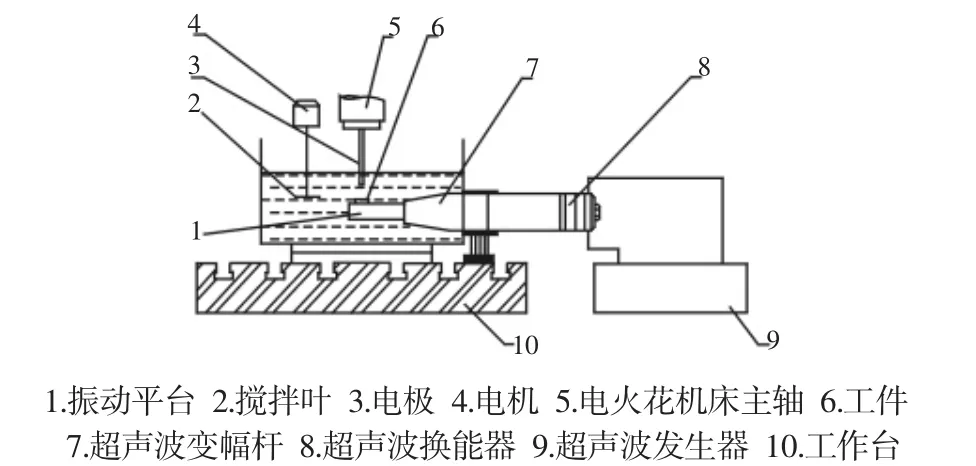
圖1 工件超聲振動混粉電火花復合加工裝置示意圖Fig.1 Workpiece Ultrasonic Vibration Mixed Powder EDM Compound Processing Device
2.1 超聲振動平臺的設(shè)計
超聲振動平臺的功能是有較強的負載能力,可以將超聲傳遞在工件上,因此振動平臺的設(shè)計是實現(xiàn)工件超聲振動的重要一環(huán)。矩形六面體的特點是有豐富三維耦合振動,正是由于它有良好的寬頻帶輻射聲源,所以,可以把矩形六面體當成一種振動平臺,用來負載不同形狀和尺寸的工件。為了使振動平臺能夠讓工件獲取良好振動效果,用ANSYS軟件對變幅桿、換能器、振動平臺和工件進行整體的動力學研究。通過改變振動平臺的尺寸最終達到設(shè)計需要,當頻率達到19863Hz時,可得到均勻的水平超聲振幅,且與理論值20000Hz誤差很小,滿足實際要求。然后,對裝置整體在上述仿真基礎(chǔ)上進行諧響應(yīng)分析,讓變幅桿的大端面加載10μm的簡諧載荷,諧響應(yīng)分析的總位移云圖,如圖2所示。由圖2可知,在19863Hz的水平載荷激勵下,振動平臺的末端振幅明顯,可作為負載工件的區(qū)域,在振動平臺的振幅最小的地方可作為固定工件的螺栓位置。通過霧化試驗,上述仿真結(jié)果符合設(shè)計和后續(xù)裝置研究的要求。

圖2 整體諧響應(yīng)分析Fig.2 Overall Harmonic Response Analysis
2.2 攪拌裝置的設(shè)計
混粉電火花加工中,放電狀態(tài)是通過工作液中所添加導電顆粒而改善的,因此可以提高工件的表面加工質(zhì)量。鋁粉能否均勻懸浮關(guān)系到加工的最終效果,根據(jù)斯托克斯方程:

式中:Vo—粒子沉降速度;ρs—粒子密度;ρf—液體密度;a—粒子半徑;μ—液體粘度。
由此可知當粒子種類、工作液確定后,粒子的沉降狀態(tài)是可以確定的,為了保證鋁粉能夠在工作液中的保持穩(wěn)定懸浮,必須對工作液中的鋁粉進行充分攪拌,因此需要在普通成型電火花機床的基礎(chǔ)上設(shè)計工作液攪拌裝置進行攪拌而產(chǎn)生湍流,防止鋁粉的沉降[10]。
跟據(jù)工作液槽的形狀尺寸,通過計算,選擇葉輪直徑為165mm的渦輪式葉輪。利用流體動力學(CFD)軟件FLUENT中的標準κ-ε模型分別對離底深度為65mm和135mm的六葉直葉式渦輪結(jié)構(gòu)和六葉45°斜葉式渦輪結(jié)構(gòu)的流場分布進行仿真計算,得到攪拌器在z方向的工作液流場分布,攪拌器z方向的速度云圖和速度矢量圖分別,如圖3、圖4所示。

圖4 攪拌器z方向速度矢量圖Fig.4 Blender z Speed Vector
通過對四種情況渦輪攪拌器速度云圖和速度矢量圖的比較,可以比較清晰的說明反應(yīng)流場內(nèi)速度的分布情況,而攪拌裝置中葉輪形狀和葉輪離底高度對混粉電火花工作液中的鋁粉能否均勻懸浮具有很大影響,最終得到的結(jié)論是:離底高度為135mm的六葉直葉式渦輪結(jié)構(gòu)的攪拌效果是最好的。
3 試驗研究
3.1 試驗條件和參數(shù)
試驗中選用的機床型號為EDM450/60NC,超聲發(fā)生器型號為H66MC,測量粗糙度所用的儀器為JB-5C粗糙度測量儀。工件選擇尺寸為150*5*3mm的TC4鈦合金,將其通過內(nèi)六角螺栓固定在振動平臺上,電極材料選用為紫銅,直徑為10mm其他試驗參數(shù),如表1所示。
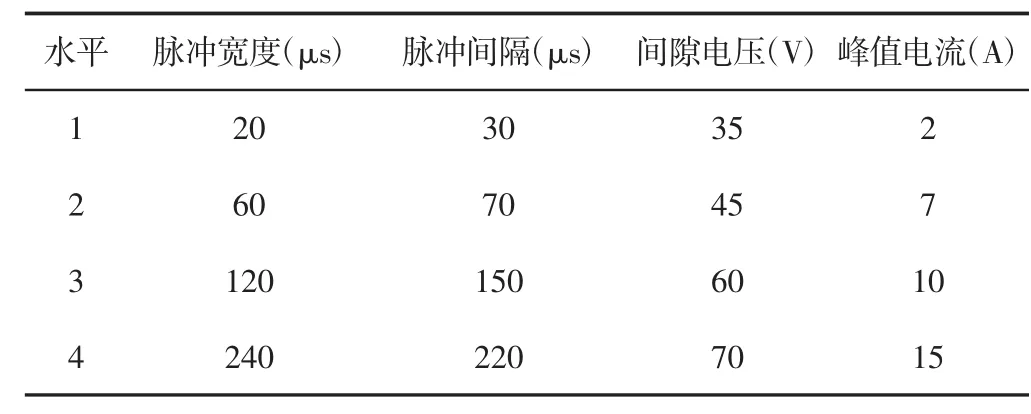
表1 試驗參數(shù)Tab.1 Test Parameters
3.2 試驗方案
通過進行對比試驗,使用兩種加工方式分別對TC4鈦合金加工0.5mm。為了較為準確的反應(yīng)超聲在混粉電火花中的作用,首先設(shè)計四水平四因素正交試驗表,通過極差分析,確定兩種加工方式的最優(yōu)參數(shù),如表2、表3所示。

表2 普通混粉電火花加工試驗數(shù)據(jù)表Tab.2 Table of Test Data for Ordinary Mixed Powder EDM
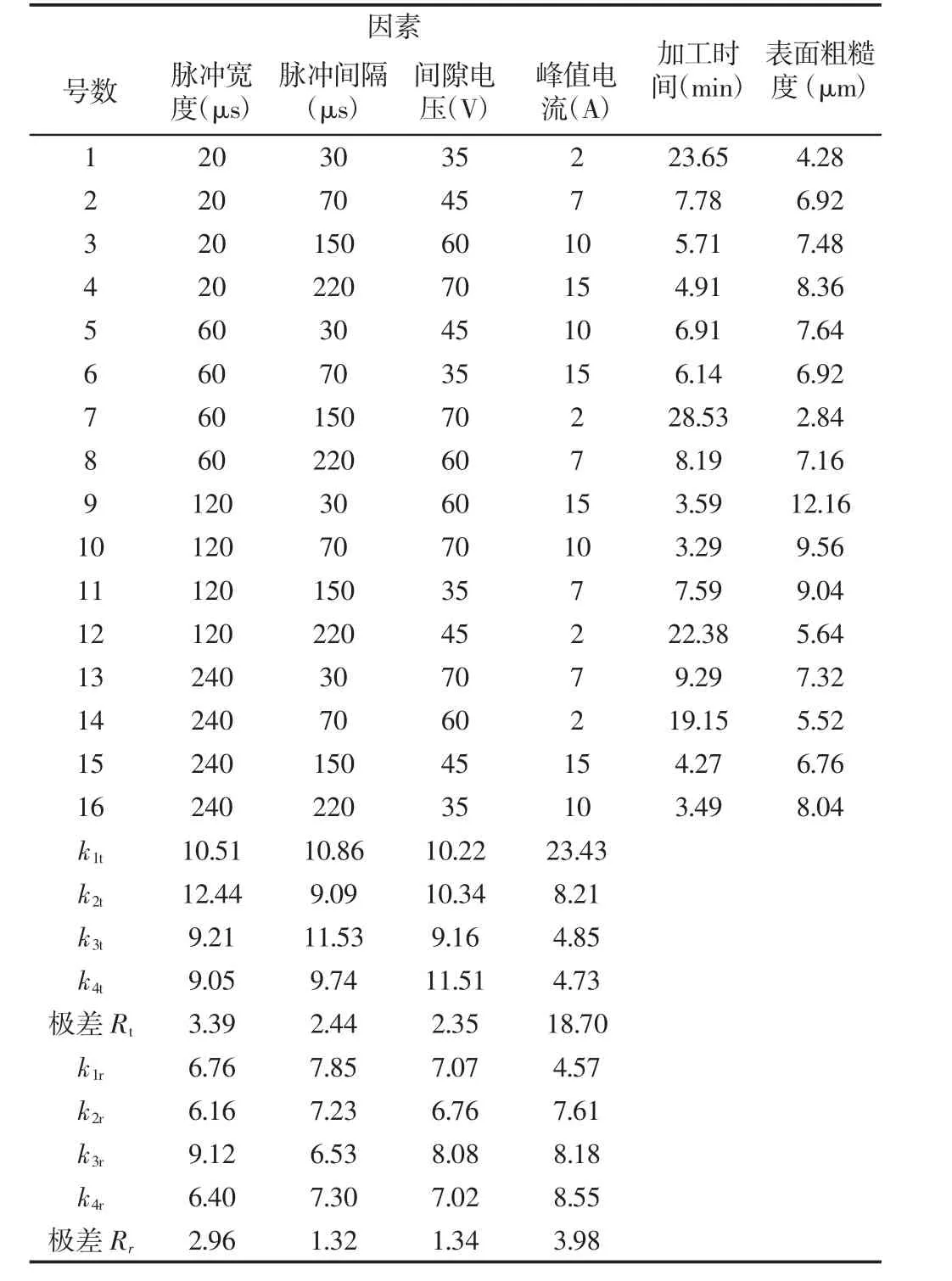
表3 工件超聲混粉電火花加工試驗數(shù)據(jù)表Tab.3 Table of Test Data for Workpiece Altrasonic Mixing Powder EDM
3.3 試驗結(jié)果與分析
普通混粉電火花加工和超聲混粉電火花加工對TC4鈦合金加工試驗結(jié)果的對比分析,如圖5、圖6所示。通過比較兩種加工方式的加工時間和表面粗糙度,可明顯看出工件上附加超聲在對混粉電火花的積極效果。
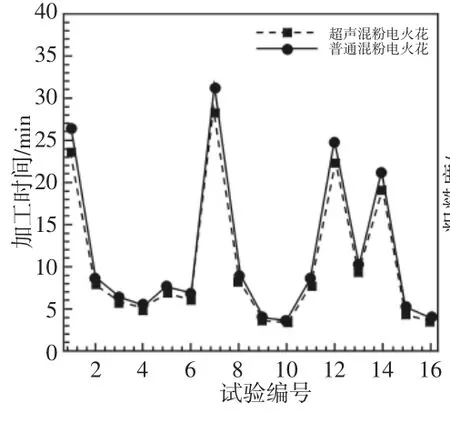
圖5 加工時間對比Fig.5 Processing Time Comparison
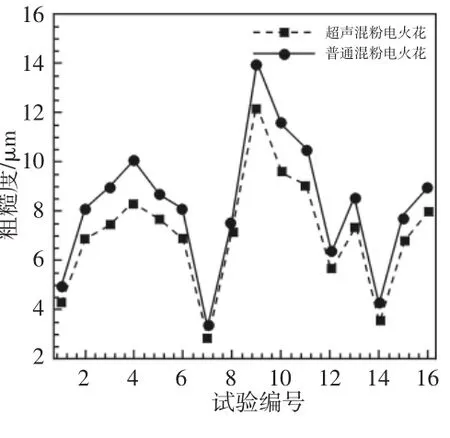
圖6 粗糙度對比Fig.6 Roughness Comparison
由圖5可知,在加工速率上,通過工件附加超聲,能夠?qū)⒓庸r間減少10%左右,因為通過在工件附加超聲,使極間工作間隙中的工作液產(chǎn)生高頻振動,進而使散布在工作液中的導電性顆粒產(chǎn)生高速擾動,使電火花工作液中導電顆粒得到更加均勻的分布,從而使放電效率得到進一步提高。同時在工件附加高配超聲振動后,工作液中會產(chǎn)生大量氣泡,工件的材料去除率會在氣泡的空化作用下進一步提高。根據(jù)圖6所示。在表面粗糙度方面,超聲產(chǎn)生的渦流和泵吸效應(yīng)改善了加工間隙導電粉末的分布,減少了加工過程中TC4鈦合金加工屑的粘連,進而讓放電位置更加隨機,放電狀態(tài)也得到提升,工件表面質(zhì)量也有一定改善,表面粗糙度減少了15%左右。
4 結(jié)論
(1)借助ANSYS對矩形六面體振動平臺進行仿真分析,進而確定振動平臺的具體尺寸,可較好實現(xiàn)超聲在工件上的振動。利用FLUENT標準κ-ε雙方程湍流模型對攪拌葉進行了仿真優(yōu)化,確定離底高度為135mm的六葉直葉式渦輪攪拌器對混粉電火花中的工作液攪拌效果最好。
(2)設(shè)計四水平四因素正交試驗表,通過極差分析分別確定了兩種加工方式的最優(yōu)參數(shù)組,對于加工速度,最優(yōu)參數(shù)為:間隙電壓70V,峰值電流15A,脈沖間隔150μm,脈沖寬度60μm;對于表面粗糙度,最優(yōu)參數(shù)為:間隙電壓60V,峰值電流2A,脈沖間隔 30μm,脈沖寬度 120μm;
(3)在混粉電火花加工中,將頻率為20KHz的超聲振動通過振動平臺傳遞在工件上,實現(xiàn)工件附加超聲的混粉電火花加工。通過對比試驗,可知在混粉電火花加工TC4鈦合金的過程中,對工件附加超聲,對加工時間和表面粗糙度有明顯效果。分析對比試驗的數(shù)據(jù),加工時間較普通混粉電火花加工節(jié)約了10%左右,表面粗糙度減少了15%左右。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學物理學報(2018年4期)2018-09-14 03:40:58
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00