錐孔螺母套零件的加工工藝分析與加工方法研究
2018-09-19 12:09:20王莉靜
時代農機 2018年7期
王莉靜
(三門峽職業技術學院,河南 三門峽 472000)
錐孔螺母套零件在生產生活中應用極為廣泛,尤其在機械加工制造行業非常普遍。錐孔螺母套屬于軸類零件,是一種直徑尺寸大、軸向尺寸小的零件。錐孔螺母套是和螺栓或螺桿一起配套使用的常用緊固件,其結構如圖1所示。
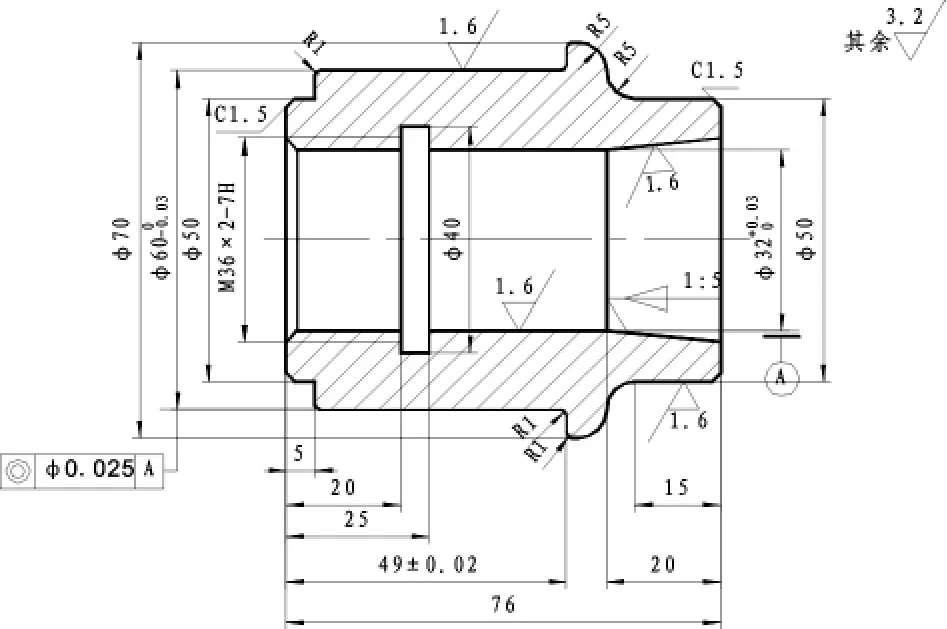
圖1 錐孔螺母套零件圖
1 錐孔螺母套零件的分析
1.1 錐孔螺母套的分類
錐孔螺母套分為緊定套、退卸套、鎖緊螺母套。(1)緊定套用于把圓錐孔軸承固定到圓柱軸上。
(2)退卸套用于把圓錐孔軸承固定到圓柱軸上。軸承緊靠著軸肩安裝;錐形套被推到軸承孔中,直到徑向游隙達到需要值。
(3)鎖緊螺母套用于把軸承固定到軸或緊定套上(鎖緊螺母和鎖緊裝置可同時用于緊定套上),也可用于安裝和拆卸裝在退卸套或圓錐軸上的軸承。
1.2 錐孔螺母套的圖樣分析
根據零件工作環境與性能要求,錐孔螺母套零件按中批量生產,此配合件材料為45鋼。該零件表面由內外圓柱面、圓錐孔、圓弧、內溝槽、內螺紋等表面組成。通過分析錐孔螺母套零件圖紙,可知該零件的尺寸精度較高,表面粗糙度和形位公差要求也很高。其中多個徑向尺寸和軸向尺寸有較高的尺寸精度、表面質量和形位公差要求。其給定的毛坯尺寸為Φ72mm×85 mm棒料。從錐孔螺母套選用零件要求及適用場合來看,此零件在加工過程中需要注意三點:易受力變形、易受熱變形、易振動變形,在切削力作用下(徑向切削力大),容易產生振動和變形,影響工作的尺寸精度、形狀和位置精度,以及表面粗糙度。
2 確定錐孔螺母套零件的加工工藝
按照基面先行、先主后次、先孔后面、先粗加工后精加工的原則依次加工。為了保證加工精度,考慮到裝夾次數盡可能少,加工順序的安排及工序劃分如下:
工序一:依據圖紙下料,尺寸為Φ72 mm×85 mm。裝夾Φ72外圓,工件左端面伸出49 mm→鉆Φ32 mm內孔到圖紙要求;
工序二:加工左端面,車削左端面→加工左端Φ40 mm內溝槽→加工內螺紋M36×2-7H→錐孔左端孔口倒角1×45°;
工序三:掉頭裝夾外圓,工件伸出77 mm,加工右端面→車右端面保證總長→粗鏜、精鏜Φ32+0.030mm內孔,精度達到圖紙要求→粗車、精車1∶5錐孔至要求;
工序四:設計一心軸裝置,對錐孔螺母套進行定位安裝夾緊(如圖2中雙點劃線部分)→由右至左粗車外圓輪廓→由右至左精車外圓輪廓,其中Φ50 mm和Φ600-0.03mm外圓表面精度和形位公差要達到圖紙要求→卸去圓錐心軸,完成加工。
這種加工方法分兩次裝夾,內孔加工在一次裝夾中完成,解決了多次裝夾,易使錐孔受力變形的問題。既保證了同軸度,也保證了零件的加工精度。
3 確定備料和加工內容,擬定加工路線
3.1 加工方案的確定
根據零件的加工要求,各表面的加工方案確定為粗車→精車。具體為:先夾右邊→車削左端面→鉆孔→加工內孔槽→加工內螺紋→掉頭車削右端面,保證長度→粗鏜、精鏜內孔→加工內孔錐面→粗車、精車外圓。
3.2 裝夾方案的確定
加工內孔時通常以外圓定位,夾具選擇三爪自定心卡盤裝夾。加工外輪廓時,為了保證同軸度要求和便于裝夾,以工件左端面和Φ32孔軸線作為定位基準,為此需要設計一心軸裝置(圖2中雙點劃線部分),用三爪卡盤夾持心軸左端,心軸右端留有中心孔并用頂尖頂緊以提高工藝系統的剛性。
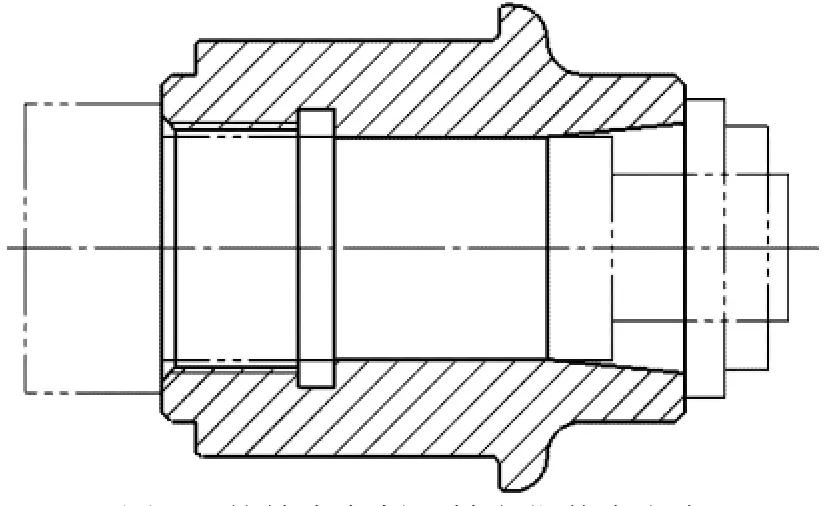
圖2 外輪廓車削心軸定位裝夾方案
3.3 加工路線的確定
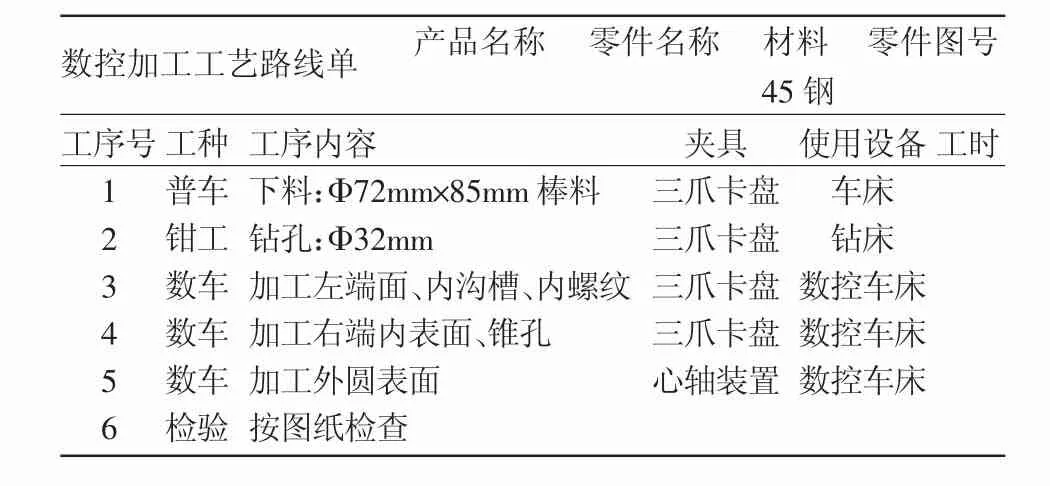
表1 數控加工工藝路線單
3.4 加工工序
(1)3號工序。
①加工工序卡見表2。
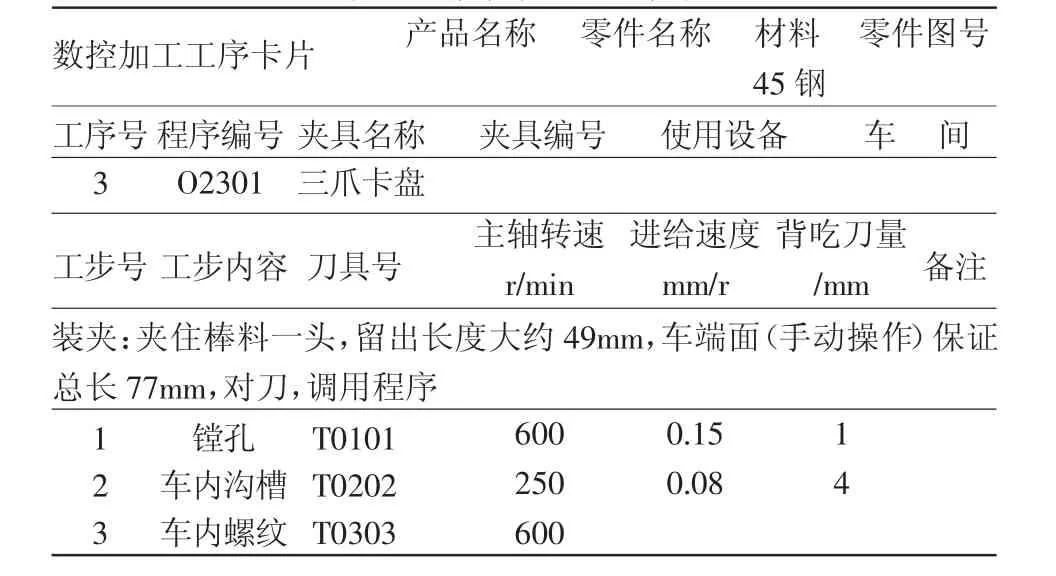
表2 數控加工工序卡
②刀具及切削參數的確定,見表3。
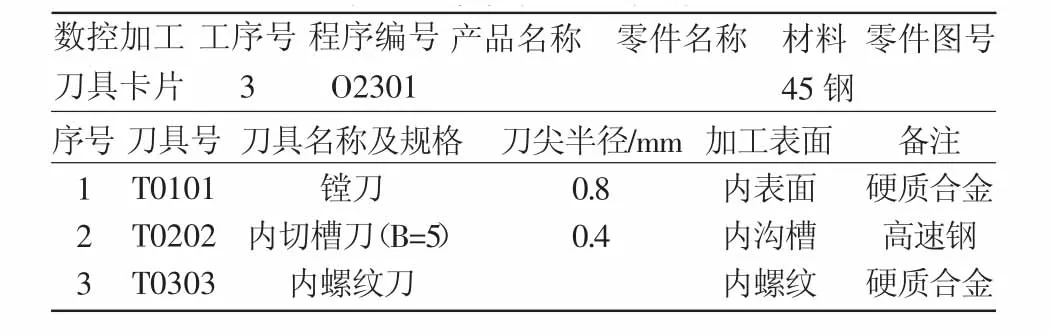
表3 數控加工刀具卡
(2)4號工序。
①加工工序卡見表4。
②刀具及切削參數的確定,見表5。
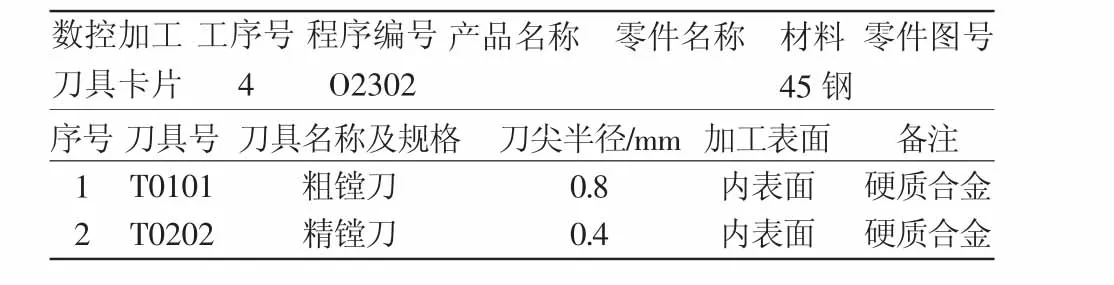
表5 數控加工刀具卡
(3)5號工序。
①加工工序卡,見表6。

表6 數控加工工序卡
②進給路線的確定:精加工外圓輪廓的走刀路線如圖3所示,粗加工外輪廓的走刀路線略。

圖3 精加工外圓輪廓的走刀路線
③刀具及切削參數的確定,見表7。
表7 數控加工刀具卡
4 錐孔螺母套零件的加工程序設計
(1)3號工序。
①工件坐標系的建立:以工件左端面與軸線的交點為編程原點建立工件坐標系。
②參考程序的編制,見表8。
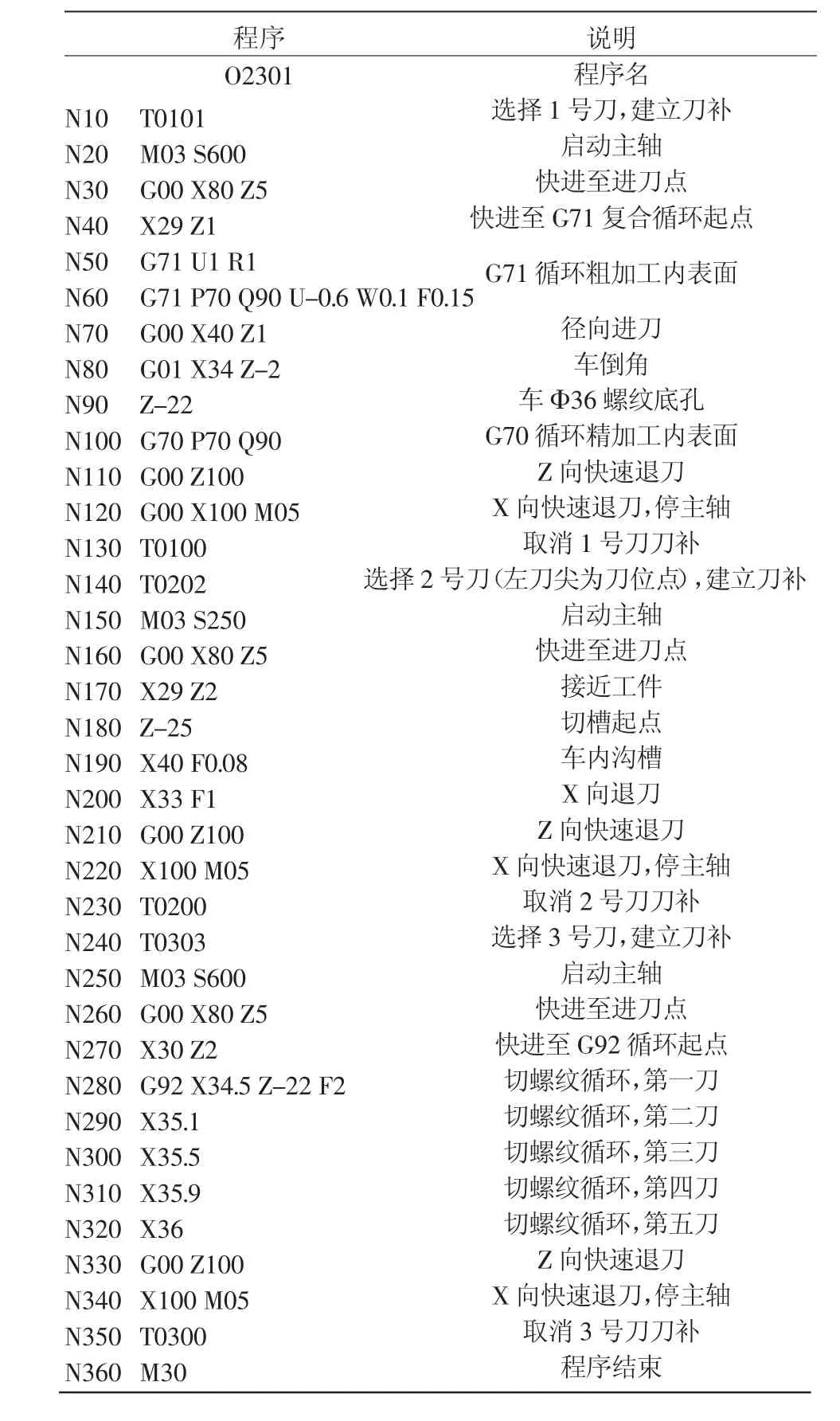
表8 工序3參考程序
(2)4號工序。
①工件坐標系的建立:以工件右端面與軸線的交點為編程原點建立工件坐標系。
②參考程序見表9。
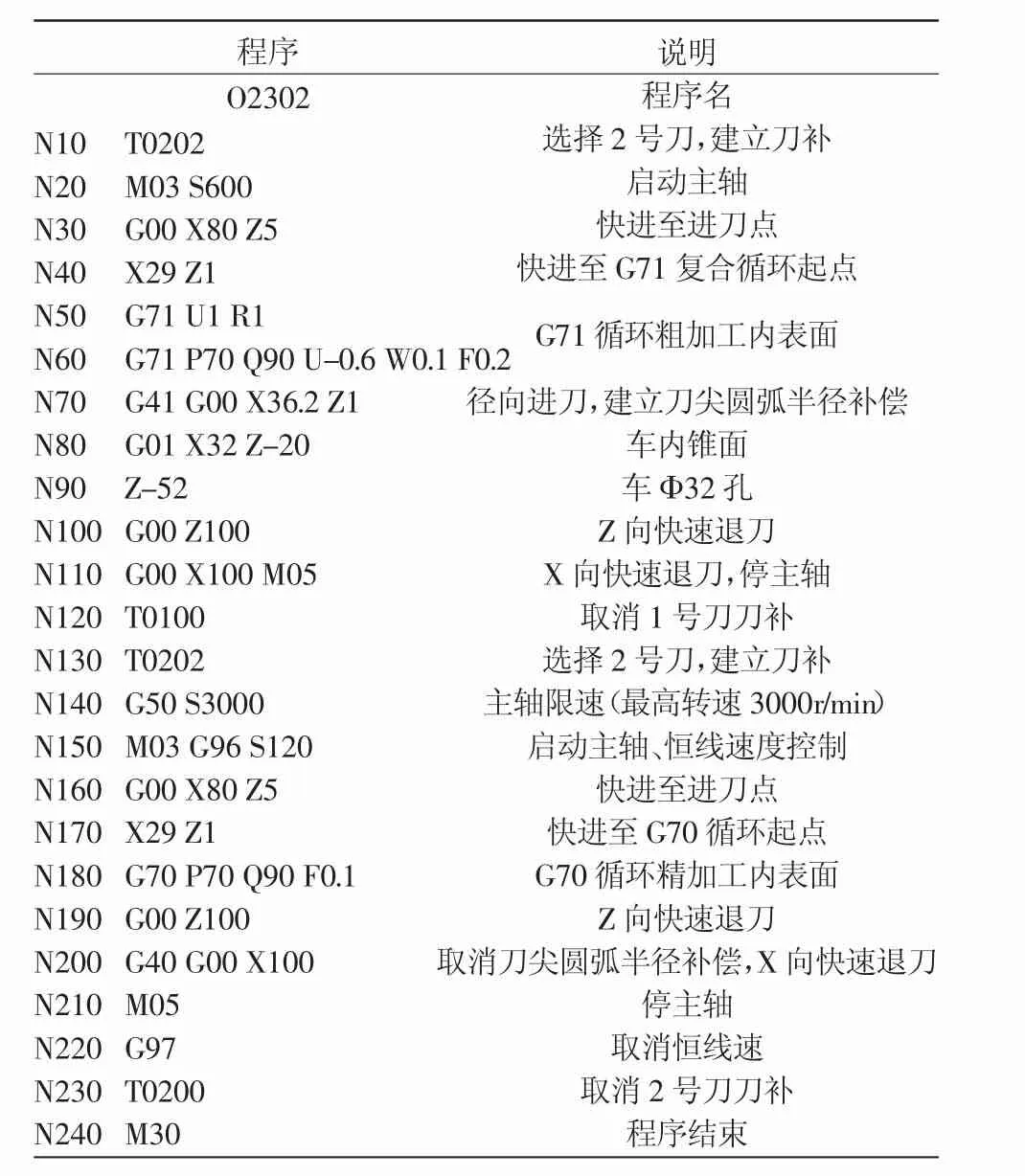
表9 工序4參考程序
(3)5號工序。
①工件坐標系的建立:以工件右端面與軸線的交點為編程原點建立工件坐標系。
②參考程序見表10。

表10 工序5參考程序
5 結語
通過對錐孔螺母套零件的工藝分析,選擇合適的加工路線并對工裝夾具進行優化設計,滿足了圖樣尺寸精度及粗糙度要求,降低了生產成本,提高了生產效率。