汽車變速器輸入軸斷裂失效分析
2018-09-20 03:16:32謝東王方文康人木譚偉
價值工程 2018年29期
謝東 王方文 康人木 譚偉
摘要:某經(jīng)滲碳淬火熱處理的汽車變速器輸入軸在行駛過程中斷裂,采用斷口宏微觀分析、低倍酸蝕檢驗、硬度測試、滲碳層深度測定、金相檢驗、SEM斷口分析及直讀光譜成分分析等方法對輸入軸斷裂原因進行了分析。結果表明:樣品斷裂形式包括脆性斷裂和疲勞斷裂兩種,斷裂源均位于輸入軸主副軸連接溝槽區(qū)域;樣品主副軸連接溝槽區(qū)域的應力集中(機加工刀痕加劇了應力集中),是樣品發(fā)生兩種斷裂失效形式的重要原因;行駛過程中的強受力,促進了脆性斷裂失效的發(fā)生;非金屬夾雜物在樣品軸外表層的聚集,尤其在外表皮下的存在,加劇了應力集中,促進了斷裂失效的發(fā)生。
Abstract: A carburizing and quenching heat-treated automotive transmission input shaft breaks during driving, the cause of the input shaft fracture is analyzed by means of fracture macroscopic analysis, low-level acid corrosion test, hardness test, carburized layer depth measurement, metallographic examination, SEM fracture analysis and direct reading spectral composition analysis.The results show that the fracture forms of the sample include brittle fracture and fatigue fracture. The fracture sources are located in the main and auxiliary axis connecting groove region of the input shaft;the stress concentration of the sample primary and secondary shafts connected to the groove region (machined tool marks exacerbate the stress concentration) is an important reason for the two failure modes of the sample; the strong force during driving promotes the occurrence of brittle fracture failure; the accumulation of non-metallic inclusions on the outer surface of the sample shaft, especially under the outer skin, exacerbates stress concentration and promotes fracture failure.
關鍵詞:輸入軸;脆性斷裂;疲勞斷裂;應力集中
Key words: input shaft;brittle fracture;fatigue fracture;stress concentration
中圖分類號:U463.212 文獻標識碼:A 文章編號:1006-4311(2018)29-0225-03
0 引言
汽車工業(yè)已發(fā)展成為我國裝備制造業(yè)的重要支柱產(chǎn)業(yè)。提高汽車零部件產(chǎn)品質(zhì)量,可有效推動汽車工業(yè)的質(zhì)量競爭力指數(shù)提升[1],為發(fā)展汽車智能制造提供重要技術支撐。某大型汽車企業(yè)生產(chǎn)的汽車變速器輸入軸在汽車行駛過程中發(fā)生了斷裂,該輸入軸材質(zhì)為20CrMnTiH1T,主要熱處理工藝路線為900℃(±10℃)擴散滲碳+845℃
(±10℃)淬火+150℃(±10℃)回火;熱處理技術要求為滲碳層深度0.5-0.95mm,表面硬度720-850HV50,心部硬度260-460HV20,金相組織要求表面馬氏體1-5級、心部鐵素體1-4級、殘余奧氏體1-5級、齒角碳化物1-4級。據(jù)工廠技術人員反映,該輸入軸運行總里程5500km左右,斷裂時的汽車行駛速度50km/h左右。為查明該輸入軸斷裂原因,對其進行了檢驗和分析。
1 理化檢驗
1.1 斷口宏觀檢查
該輸入軸斷裂于主副軸連接臺階溝槽區(qū)域(圖1),在主副軸連接臺階及溝槽區(qū)域,肉眼可見明顯機加工刀痕。根據(jù)斷口宏觀形貌(圖2),可初步判斷,斷件存在著兩種斷裂失效形式——脆性斷裂(A)和疲勞斷裂(B),A和B的斷裂源位置及其斷口特征如圖2所示。A處斷裂源位于溝槽處,斷裂區(qū)斷面平齊,呈細晶狀,顏色發(fā)亮;B處斷裂源位于溝槽區(qū)域,斷面可見明顯貝殼紋狀形貌,該區(qū)域顏色發(fā)暗,為裂紋擴展區(qū),最后斷裂區(qū)(脆斷區(qū))的斷口呈結晶狀,顆粒粗大,顏色較亮。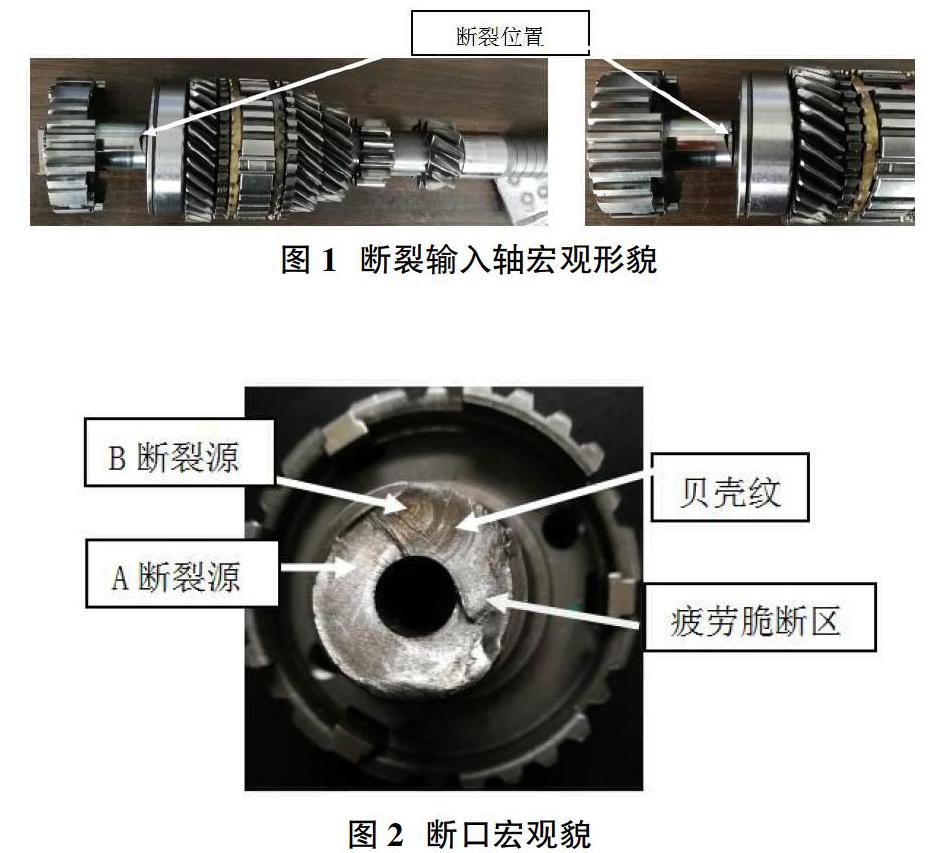
1.2 低倍酸蝕檢驗
距輸入軸斷口7mm處截取平行于斷口的橫向低倍試樣,分別按GB/T26-1991《鋼的低倍組織及缺陷酸蝕檢驗法》[2]和GB/T1979-2001《結構鋼低倍組織缺陷評定圖》[3]進行低倍試驗和缺陷評定,未觀察到明顯缺陷(圖3)。
1.3 硬度測定
距斷口約10mm處截取樣品,分別測試輸入軸外表面和基體的硬度,結果滿足技術要求,見表1。
1.4 滲碳層深度測定
采用金相法,按GB/T 25744-2010《鋼件滲碳淬火回火金相檢驗》[4]評定試樣滲碳層深度為0.87mm,滿足技術要求(0.45mm~0.95mm)。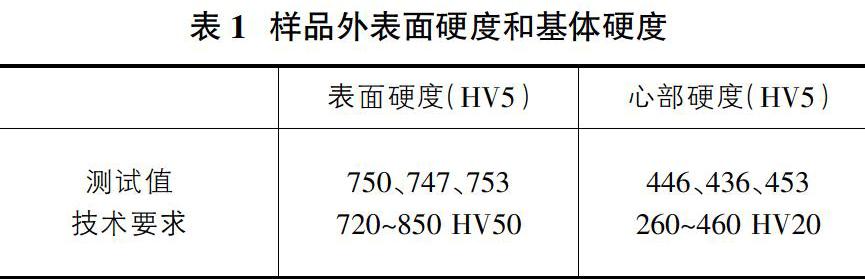
1.5 金相分析
距斷口8mm處,截取平行于斷口的橫向金相試樣,經(jīng)機械拋光、5%硝酸酒精浸蝕,在奧林巴斯GX71金相顯微鏡下觀察,邊緣和心部組織分別為回火馬氏體和板條馬氏體;按GB/T 25744-2010《鋼件滲碳淬火回火金相檢驗》[4],評定邊緣組織結果為:馬氏體5級,殘余奧氏體4級,碳化物2級;心部馬氏體評定級別為3級,均符合技術要求,結果分別見圖4和圖5。其中,夾雜物分析結果表明(圖6),輸入軸基體內(nèi)存在少量非金屬夾雜物。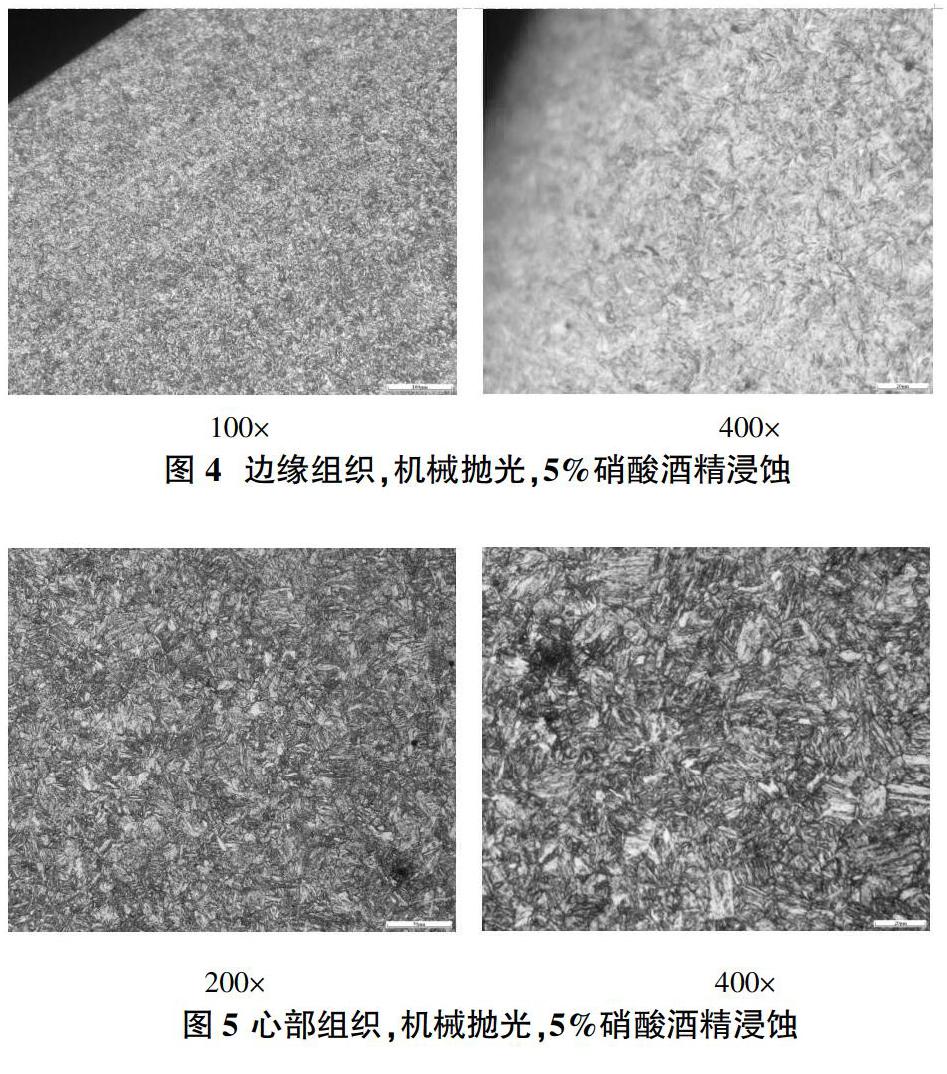
1.6 斷口分析
對A處斷裂源區(qū)域進行掃描電鏡觀察,如圖7和圖8所示。據(jù)圖7可判斷,A處斷裂源位于輸入軸主副軸連接臺階的溝槽處,斷裂形式為脆性斷裂,其斷口呈河流狀花樣形貌;圖7(b)顯示,A處斷裂源附近存在巖面狀的垂直斷口形貌,其應為樣品斷裂過程中,斷面間發(fā)生了碰撞所致。圖8為圖7(a)所示軸外表皮下C處區(qū)域的進一步觀察,結果表明,在軸外表皮下可見顆粒狀的非金屬夾雜物,且在外表層區(qū)域存在夾雜物的聚集。

1.7 成分分析
在輸入軸距斷口60mm外截取樣品,然后自樣品表面徑向磨削4-6mm,獲取成分檢測試樣,試樣加工圖示見圖9。采用斯派克M9直讀光譜分析儀的成分檢測結果表明,除C%外,樣品其余元素含量符合標準要求,結果見表2。對于C%,由于輸入軸環(huán)徑僅19mm,且其內(nèi)環(huán)表面也同時滲碳處理,故其測試分析值不能作為判定依據(jù)。
2 結果討論
2.1 熱處理質(zhì)量
失效樣品外表面和基體的硬度、金相分析(包括組織評級),以及滲碳層深度等的檢測結果均符合技術要求,說明該輸入軸滲碳淬火回火工藝控制正常。
2.2 冶煉成分控制
失效樣品的成分分析(不包括C%)結果符合標準GB/T3077要求。
2.3 斷裂失效分析
宏觀檢測表明,樣品主副軸連接臺階及溝槽區(qū)域存在肉眼可見的機加工刀痕,結合微觀分析,可判斷樣品存在兩處斷裂源(如圖2標示A、B),其中A處屬于脆性斷裂,斷裂源位于連接臺階溝槽處,B處屬于疲勞斷裂,疲勞源靠近溝槽。樣品主副軸連接區(qū)域?qū)儆趹袇^(qū),機加工刀痕的存在,加劇了應力集中的程度,從而促進了該區(qū)域在外力作用下發(fā)生斷裂失效的趨勢。在強受力并大應力集中下,A區(qū)域發(fā)生瞬間脆斷失效,裂紋擴展至C處,由于軸外表層非金屬夾雜物的聚集,尤其在表皮下的存在,進一步加劇了應力集中的程度和應變失穩(wěn)的發(fā)生;可判斷的是,相對樣品A處的脆斷失效,B處的疲勞失效應先期即已發(fā)生。
3 結論
樣品主副軸連接溝槽區(qū)域的應力集中(機加工刀痕加劇了應力集中),是樣品發(fā)生兩種斷裂失效形式的重要原因;行駛過程中的強受力,促進了脆性斷裂失效的發(fā)生;非金屬夾雜物在樣品軸外表層的聚集,尤其在外表皮下的存在,加劇了應力集中,促進了斷裂失效的發(fā)生。
參考文獻:
[1]中國網(wǎng).解讀《裝備制造業(yè)標準化和質(zhì)量提升規(guī)劃》.2016.5.23.
[2]GB/T26-1991,鋼的低倍組織及缺陷酸蝕檢驗法[S].
[3]GB/T1979-2001,結構鋼低倍組織缺陷評定圖[S].
[4]GB/T 25744-2010,鋼件滲碳淬火回火金相檢驗[S].