超高層建筑鋼結構制作施工重點、難點分析及控制措施
2018-09-28 05:41:32王光振
建材與裝飾 2018年40期
王光振
(中國建筑第八工程局有限公司 上海市 200100)
1 超高層鋼結構特點
(1)結構用鋼量大,鋼板材質等級高,厚板占用比例大。
(2)抗震等級高,焊縫質量等級要求高。
(3)焊接量大,焊接變形大。
(4)構件單體重量大,對吊裝設備要求高。
(5)鋼結構與鋼筋混凝土結構交叉施工作業多,施工作業面小。
(6)核心筒鋼板墻多,現場焊接變形控制難度大。
2 超高層鋼結構制作重點、難點分析及控制措施
超高層建筑鋼結構多采用箱型,十字型號,圓管形,H型,由30~100mm厚的鋼板制成,主受力焊縫多為一級熔透焊縫,需100%超聲波檢測。針對超高層鋼結構的特點,對鋼構件制作的難點,重點實施分析,并提出針對性控制措施,以確保鋼構件制作質量,具體如下:
(1)鋼構件焊縫質量關系到建筑結構安全性能,焊縫質量控制是構件加工的重點,必須重點控制。①焊接前應根據鋼板厚度、材質、節點形式、焊接方法進行焊接工藝評定試驗,焊接工藝評定合格后,制定焊接指導工藝,車間必須依據焊接工藝施焊;②對于超過20mm的板焊接,實施焊前預熱,預熱溫度滿足規范要求;③坡口角度需滿足設計要求,裝配間隙控制在0~3mm,對于超標間隙需進行處理后焊接。
(2)構件變形主要是焊接受熱收縮引起,焊接變形控制是構件制作的難點,尤其是厚板焊接,極易產生焊接變形。焊接變形主要通過焊接順序和坡口形式加以控制,焊接采取對稱焊、分段退焊、跳焊等方法減少焊接變形。對于大于30mm鋼板,開設雙面坡口,一側開t/3,另外一側開設2t/3,且兩側交替焊接,坡口形式見圖1,焊接順序見圖2。
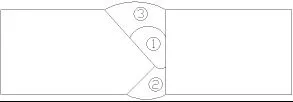
圖2 焊接順序
(3)鋼構件制作精度是現場順利安裝的保證,工序控制是保證制作精度的關鍵,制作精度應重點控制如下幾個方面:
①零件切割采用數控切割,切割完成的零件,尺寸復核。
②對箱體構件、十字型構件、H型構件組立時,根據經驗并結合理論計算,預留一定的焊接收縮余量,確保焊接后的構件截面尺寸滿足規范要求。
③根據工藝要求,在箱體內部增設工藝隔板,增強箱體剛度。
④構件最終完成后,對構件總長度、截面尺寸、彎曲度、扭度,牛腿及孔位全面檢查。
(4)焊接應力對結構是不利的,尤其是厚板焊接,根據板厚采取焊前預熱,焊后保溫的措施減小焊縫應力,對特別重要的焊縫或設計有要求的焊縫,采取焊后熱處理消除焊接應力。
(5)鋼結構是極易發生銹蝕的材料,尤其是外露的鋼結構,防腐涂裝不到位,直接影響到結構的使用年限。涂裝前,鋼構件表面除銹等級必須滿足設計及工藝要求,且不低于Sa2.5級,除銹完成的構件需再4h內完成底漆涂裝,涂裝環境溫度宜為5~38℃,相對濕度不大于85%,防腐材料必須根據建筑所處的環境條件相適應。
3 超高層鋼結構施工措施及質量控制
(1)超高層建筑通常位于城市中心區,施工材料用量大,施工場地狹小,為便于場地周轉,鋼構件進場計劃必須作為一個重點控制,根據現場進度合理制定構件加工發運計劃,確保構件進場與現場施工順序一致,避免構件現場積壓,實現進場的構件及時吊裝。
(2)鋼構件合理分段直接關系到后續運輸及吊裝,在施工技術準備階段應重點控制,在設計階段應充分熟悉垂直運輸設備的性能參數,根據起重設備的吊重,并結合運輸車輛的載重對構件分段,構件分段后的重量嚴禁超出起重設備的吊重能力,構件長度和寬度不宜超出運輸車輛的限制。構件分段位置應考慮現場焊接的可行性,確保現場無障礙焊接。
(3)超高層建筑施工,通常鋼結構和鋼筋、模板,幕墻等工種交叉施工,施工作業面有限,如何在有限的作業面上有效穿插施工是一個難點。針對作業場地特點:①根據作業面的實際狀況,制作移動的作業設備工具箱,以便施工設備隨作業點整體移動;②掌控好施工窗口時間,鋼柱在模板鋪設后緊跟安排吊裝焊接,并及時組織驗收,以便為后續作業提供工作面;③依據工作面情況合理安排施工人員,在最有利的時間窗口內完成節點施工。
(4)超高層建筑的建筑高度往往超過100m,甚至超過600m或更高,對施工測量精度要求極高,精準的測量控制是施工的重點。施工前,對給定的坐標復查,對儀器進行計量校準,確保儀器的精度,并編制測量專項方案,準確建立一級控制網,二級控制網,并根據需求增加輔助坐標點。為消除施工過程中的累計誤差,必須對每節鋼柱的標高、坐標、垂直度、扭曲度測定,尤其是造型復雜的鋼構件,應在構件上布置測控點,采用三維坐標法控制安裝精度。
(5)考慮到高層建筑的構件單體較重,重則會超過50t,吊裝必須按照安全規范要求選用鋼絲繩,鋼絲繩應無斷絲、無死折,吊裝時,鋼絲繩水平夾角應大于60°。吊裝前在構件上標定出安裝方向,在構件上設置控位纜風繩。為便于構件就位,在下節柱兩個相鄰側面設置導向擋板,如圖3所示。鋼柱就位后用連接板連接固定,并調整垂直度,扭度及標高,校正完成后及時焊接固定構件。
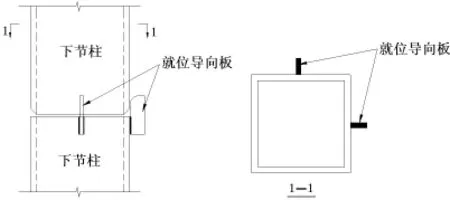
圖3 安裝導向板圖示
(6)鋼構件間現場連接多為焊接連接,焊縫質量等級要求高,現場焊接作業環境差,如何保證焊縫質量是施工的一個重點,針對高空焊接的特點,采取如下措施保證焊縫質量:
①現場用焊絲存放在干燥通風的倉庫,焊工必須持證上崗,銹蝕的焊絲不得使用。焊絲使用前進行力學性能復檢,合格后方能使用。
②焊接前,根據實際的節點形式進行現場焊接工藝評定試驗,并根據焊接工藝評定編制焊接工藝指導文件,焊接操作必須按照焊接工藝文件規定的電流、電壓、速度施焊,并按照要求預熱,層間溫度不應超過220℃。對鋼柱焊接先焊接翼緣板,后焊接腹板,翼緣板應2人同時對稱焊接,采取小電流,多道焊接,每道焊縫厚度不宜大于6mm,以減小焊接變形。
③當風速度大于2m/s時,需搭設防風棚,雨天嚴禁焊接作業,如特殊情況需在雨天焊接時,必須設置遮雨布。當氣溫低于0℃時,焊縫區需加熱到20℃或規定的最低預熱溫度后焊接,當溫度低于-10℃時,必須進行相應的環境下工藝評定試驗,試驗合格后方能焊接。
(7)核心筒鋼板墻為片狀結構,整體剛度小,在運輸及存放過程中容易變形,鋼板墻吊裝前檢查構件尺寸及鋼板墻的平整度,對尺寸不匹配的或變形過大的鋼板墻裝前校正。鋼版墻卸貨時應放平墊穩,不應堆疊過高。考慮到鋼板墻豎向、橫向焊縫較長,焊接應力大,焊接極易產生焊接變形,故拼接焊縫應開設雙面坡口,兩側交替焊接,并增設橫向加筋板,以控制焊接變形。
4 結束語
超高層建筑鋼結構施工技術復雜,測量難度高,焊接量大,焊縫質量要求高,施工周期長,施工部署難度大。針對超高層鋼結構施工的這些實際特點,預先對施工重點、難點進行分析,并制定出針對性的解決措施方案,在很大程度可以提高工程施工質量,節約施工資源投入,提高施工效率,縮短施工工期,確保工程質量。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36