弧焊機(jī)器人在鋁合金車體組焊中的推廣應(yīng)用
2018-10-08 07:41:38趙衛(wèi)胡偉劉昌盛
金屬加工(熱加工) 2018年9期
關(guān)鍵詞:焊縫
■ 趙衛(wèi),胡偉,劉昌盛

掃碼了解更多
近年來(lái)隨著公司的快速發(fā)展,新技術(shù)、新方法、新工藝、新材料逐步應(yīng)用到生產(chǎn)制造中。目前公司的焊接自動(dòng)化裝備正在向焊接自動(dòng)化生產(chǎn)線和數(shù)字化焊接車間發(fā)展。焊接機(jī)器人在高速動(dòng)車組、城際動(dòng)車、電車機(jī)車、內(nèi)燃機(jī)車及城軌等車輛的焊接應(yīng)用,機(jī)器代替人工也符合機(jī)械制造的發(fā)展趨勢(shì)。綜合以上因素,提出了此次弧焊機(jī)器人鋁合金車體組焊中的推廣應(yīng)用。
1. 應(yīng)用現(xiàn)狀
(1)應(yīng)用現(xiàn)狀 目前弧焊機(jī)器人在車體組焊臺(tái)位上只進(jìn)行底架與側(cè)墻、頂蓋與側(cè)墻的4條外側(cè)的平直焊縫(見(jiàn)圖1、圖2),焊縫的總長(zhǎng)還不到40m,約占臺(tái)位焊縫的10%左右。
(2)存在的問(wèn)題 第一,設(shè)備的利用率問(wèn)題。目前班組上的弧焊機(jī)器人每節(jié)車體的焊接只工作1.5h左右,其余時(shí)間設(shè)備都閑置在班組,按每節(jié)車24h的制造周期,弧焊機(jī)器人只占1/16左右,設(shè)備利用率存在嚴(yán)重不足。
第二,弧焊機(jī)器人焊縫比例低的問(wèn)題。鋁合金車體制造是公司2004年從西門子維也納SJP工廠引進(jìn)的,目前車體組焊臺(tái)位的機(jī)器人焊接應(yīng)用有近13年沒(méi)有提高,車體門檻與端墻上有很多長(zhǎng)焊縫目前還是采用手工焊焊接,與公司焊接自動(dòng)化和數(shù)字化的發(fā)展趨勢(shì)不相符合。

圖1 底架與側(cè)墻的自動(dòng)焊

圖2 頂蓋與側(cè)墻的自動(dòng)焊
第三,焊接接頭的質(zhì)量問(wèn)題。由于手工焊的焊接質(zhì)量與焊工的技能水平、個(gè)人狀態(tài)等有關(guān),因此造成側(cè)墻單元的焊縫質(zhì)量存在不穩(wěn)定性;而弧焊機(jī)器人自動(dòng)焊縫,其工藝參數(shù)是經(jīng)過(guò)多次工藝驗(yàn)證后找出的最佳參數(shù),在工件裝配良好的前提下,只要焊機(jī)的能正常運(yùn)行,其焊接的焊縫能保證接頭質(zhì)量的一致性。圖3是自動(dòng)焊與手工焊的焊縫對(duì)比結(jié)果。
第四,焊后打磨量大的問(wèn)題。車體組焊后,為保證車體的外觀,油漆前須對(duì)車體外側(cè)焊縫打磨平整,手工焊的焊縫余高達(dá)到3mm左右,而自動(dòng)焊的焊縫一般<2mm,減少了車體外墻打磨1/3以上的時(shí)間。
2. 弧焊機(jī)器人工藝改進(jìn)
(1)車體組焊下門檻的機(jī)器人焊接應(yīng)用 車體下門檻是一條平直的單道HY形平角焊縫(見(jiàn)圖4),機(jī)器人焊接編程非常容易,且在焊接過(guò)程中不會(huì)影響其他人的作業(yè),其焊接參數(shù)根據(jù)手工焊參數(shù)進(jìn)行適當(dāng)調(diào)節(jié)。
(2)車體組焊上門檻的機(jī)器人焊接應(yīng)用 車體上門檻是一條HV形全熔透的橫對(duì)接焊縫(見(jiàn)圖5),質(zhì)量等級(jí)為CPB。由于焊接質(zhì)量要求高,且采用多層多道焊接,因此在焊接過(guò)程中有一定難度,需進(jìn)行多次工藝驗(yàn)證,來(lái)確定合理的焊接參數(shù)后再進(jìn)行焊接。
(3)車體組焊端墻的機(jī)器人焊接應(yīng)用 車體組焊端墻的機(jī)器人焊接應(yīng)用的難點(diǎn)是端墻壁的一條搭接立角焊縫(見(jiàn)圖6)。由于以前采用的機(jī)器人焊接大都是平焊與橫焊位置,立焊焊接位置很少應(yīng)用,機(jī)器人焊接角度與工藝參數(shù)與以前有一定差異,需模擬工件進(jìn)行焊接試驗(yàn),待試件合格后再進(jìn)行產(chǎn)品的焊接。
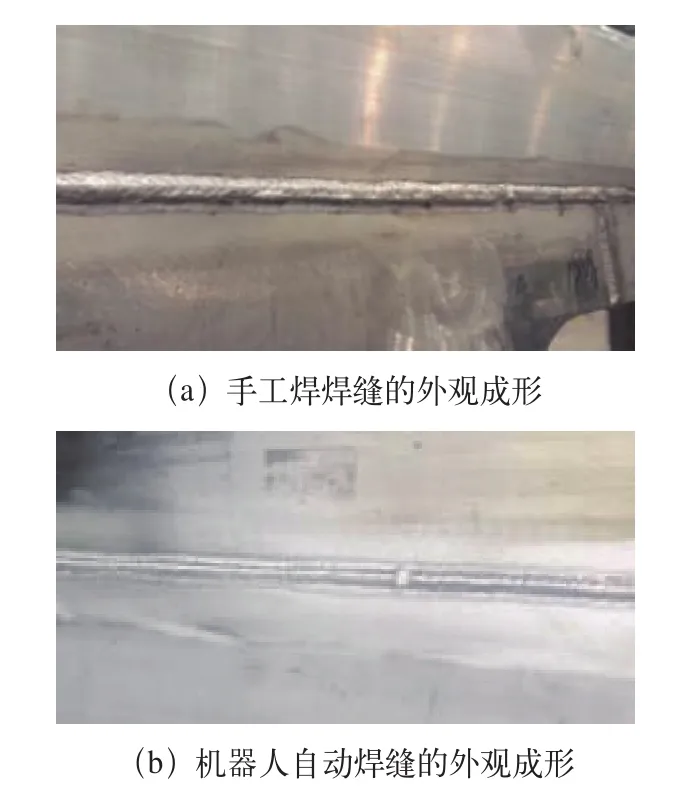
圖3 自動(dòng)焊與手工焊的焊縫對(duì)比

表1 下門檻自動(dòng)焊焊接參數(shù)
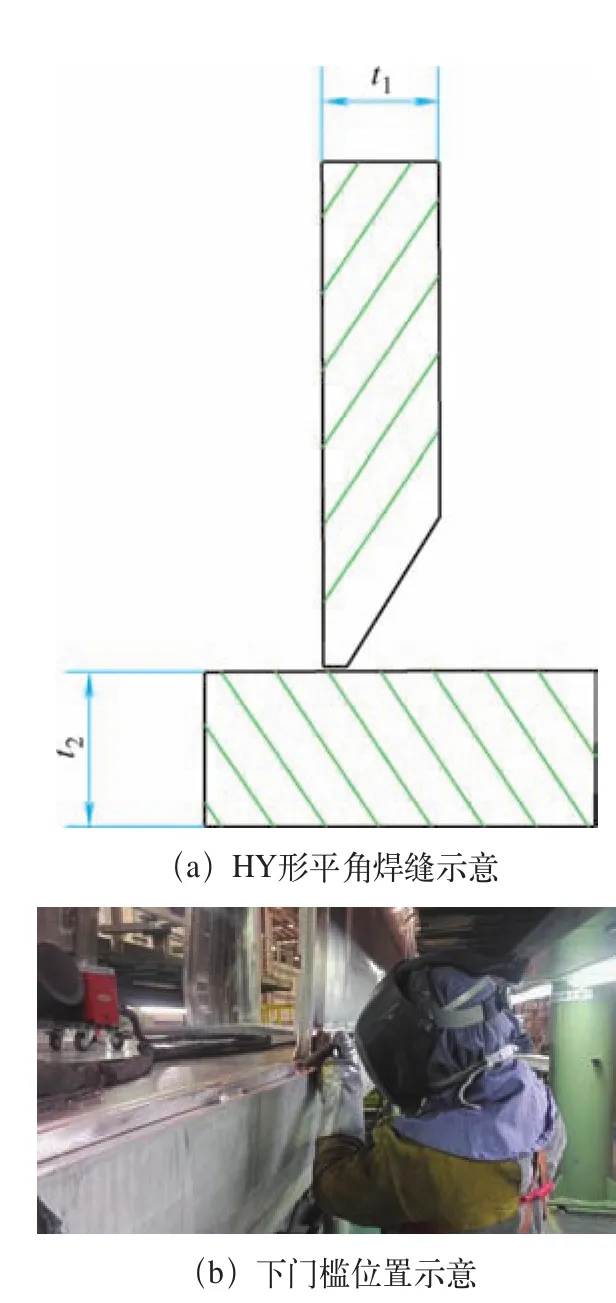
圖4 車體下門檻焊縫示意
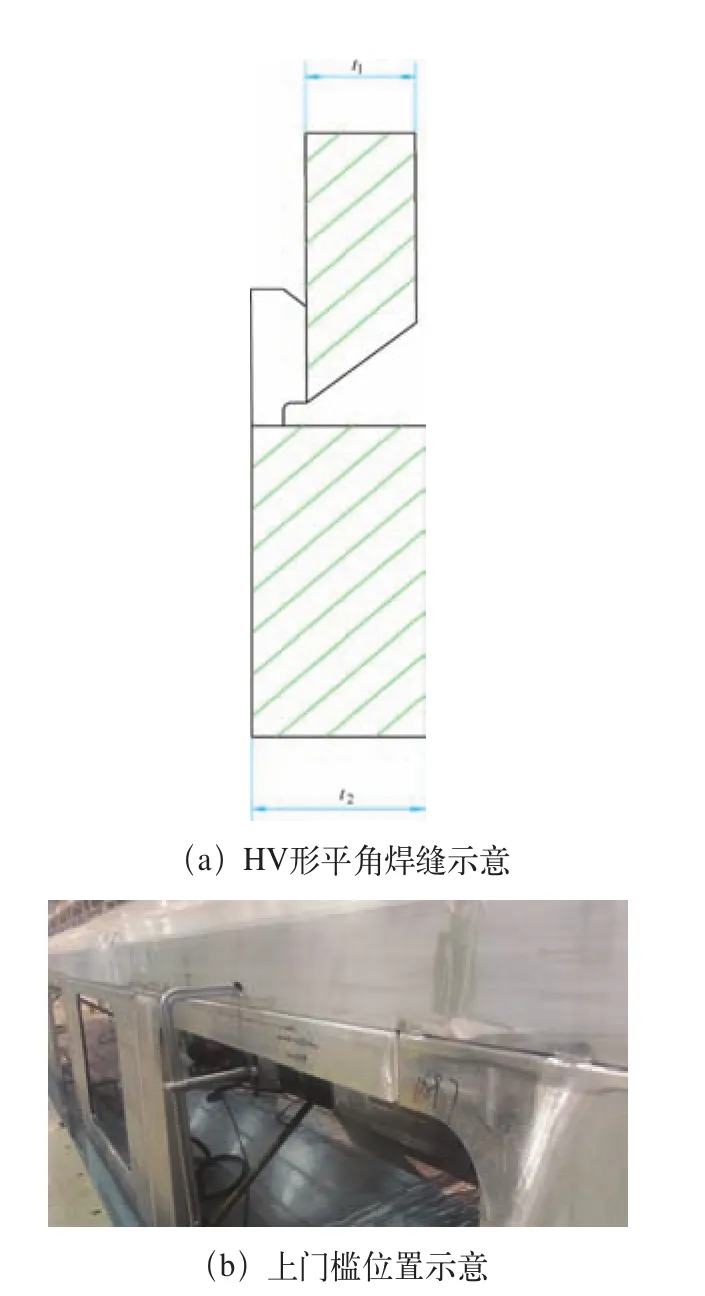
圖5 車體上門檻焊縫示意
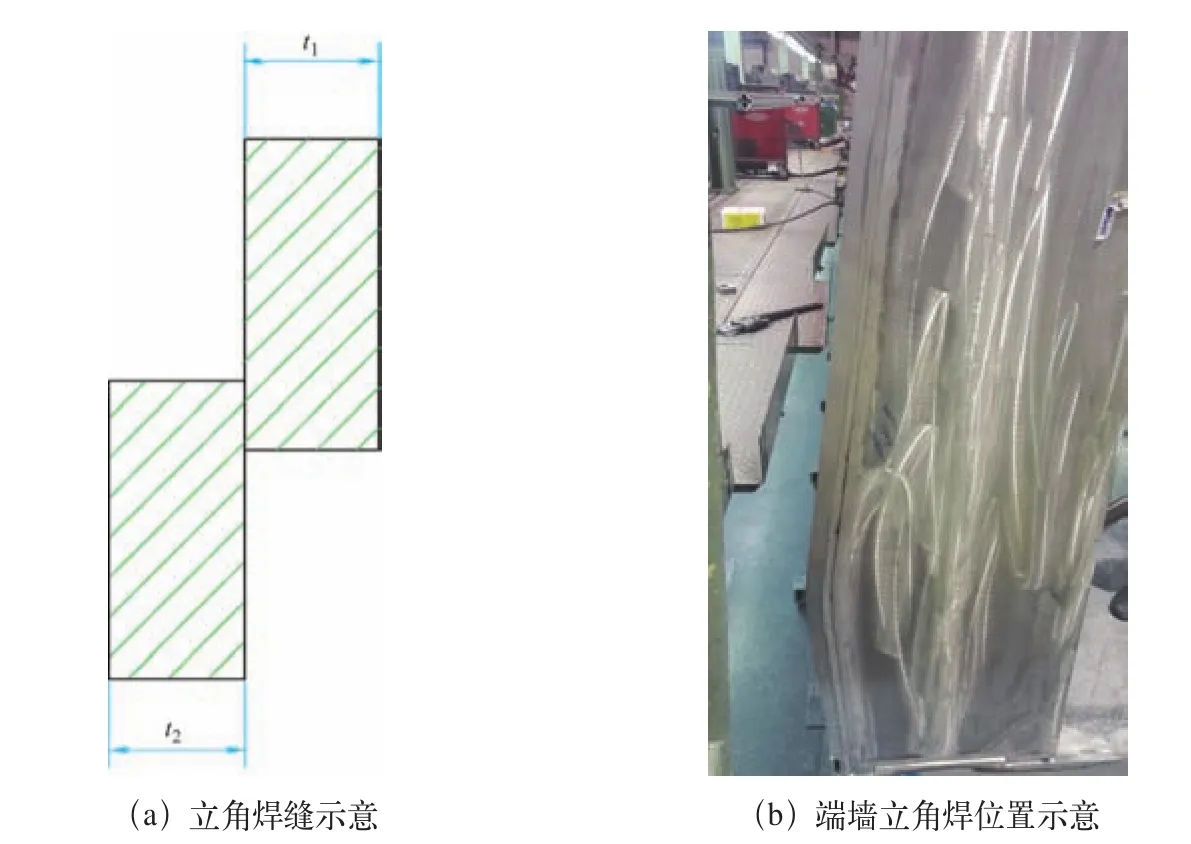
圖6 車體端墻焊縫示意
3. 驗(yàn)證過(guò)程及記錄
(1)車體組焊下門檻的自動(dòng)焊驗(yàn)證過(guò)程及記錄 ①選取客室門檻型材(EN AW-6005A-T6)與底架邊梁型材(EN AW-6005A-T6)進(jìn)行下門檻自動(dòng)焊工藝驗(yàn)證試驗(yàn)。②根據(jù)PWPS在車體三班IGM自動(dòng)焊機(jī)上進(jìn)行試樣焊接,焊接參數(shù)如表1所示。③試樣焊后取樣,進(jìn)行外觀與宏觀金相檢查(見(jiàn)圖7),自動(dòng)焊焊縫外觀與宏觀金相符合ISO 10042 鋁合金和鋁合金電弧焊接頭-缺陷質(zhì)量等級(jí)中B級(jí)評(píng)判標(biāo)準(zhǔn)要求。④試板試驗(yàn)后,采用驗(yàn)證了焊接參數(shù),對(duì)產(chǎn)品進(jìn)行了焊接,驗(yàn)證結(jié)果如圖8所示。
門檻是一條直線焊縫,編程容易只需要一個(gè)工作步就能完成焊接,且焊縫成形較好,自動(dòng)焊焊縫外觀與宏觀金相符合ISO 10042 鋁合金和鋁合金電弧焊接頭-缺陷質(zhì)量等級(jí)中B級(jí)評(píng)判標(biāo)準(zhǔn)要求。

圖7 下門檻自動(dòng)焊試樣外觀與宏觀金相

圖8 下門檻自動(dòng)焊產(chǎn)品的焊接

圖9 上門檻自動(dòng)焊試樣外觀與宏觀金相

圖10 上門檻自動(dòng)焊產(chǎn)品的焊接
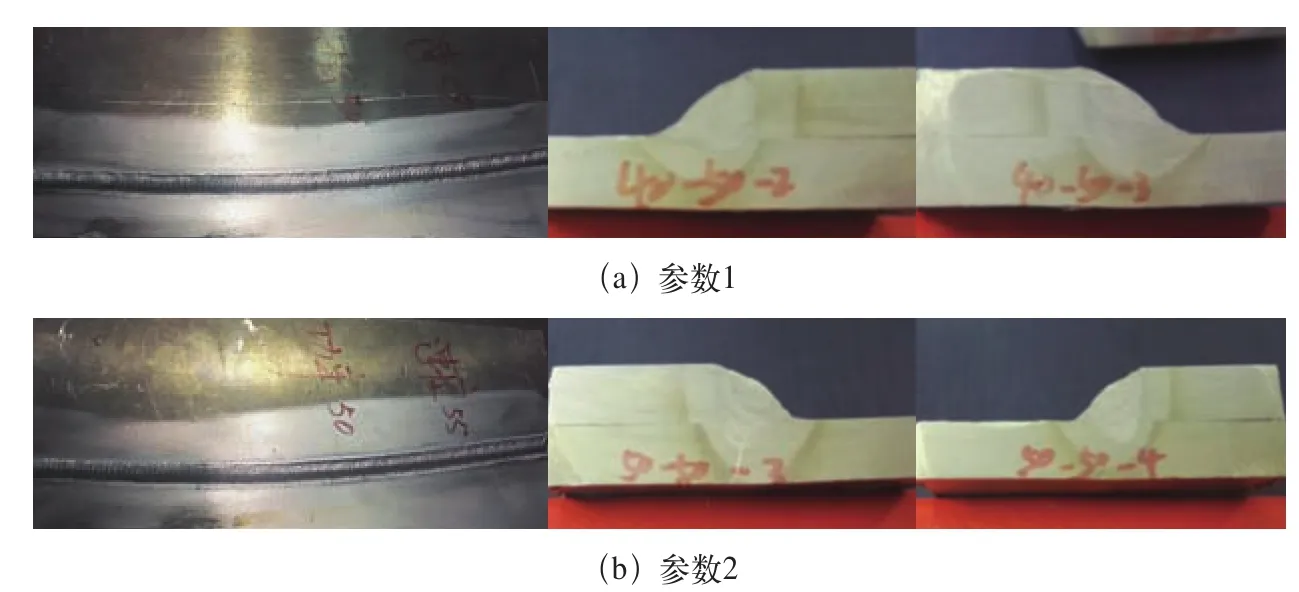
圖11 端墻自動(dòng)焊試樣外觀與宏觀金相
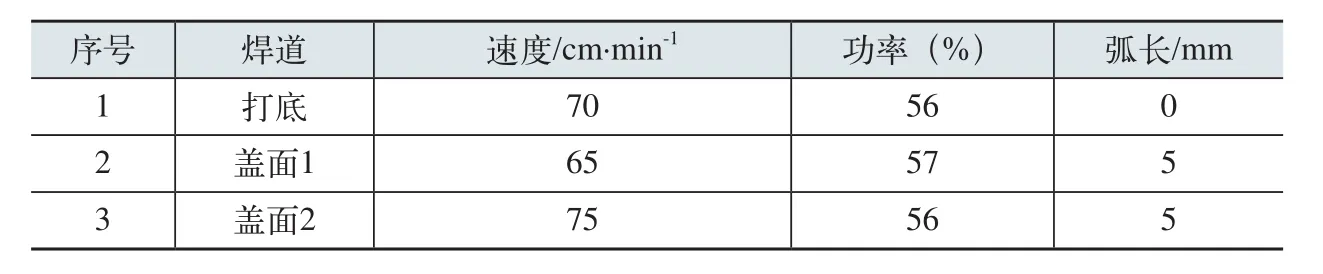
表2 上門檻自動(dòng)焊焊接參數(shù)

表3 端墻試樣自動(dòng)焊焊接參數(shù)
(2)車體組焊上門梁的自動(dòng)焊驗(yàn)證過(guò)程及記錄 ①選取上門梁型材(EN AW-6005A-T6)與頂蓋邊梁型材(EN AW-6005A-T6)進(jìn)行上門檻自動(dòng)焊工藝驗(yàn)證試驗(yàn)。②根據(jù)PWPS在車體三班IGM自動(dòng)焊機(jī)上進(jìn)行試樣焊接,焊接參數(shù)如表2所示。③試樣焊后取樣,進(jìn)行外觀與宏觀金相檢查(見(jiàn)圖9),自動(dòng)焊焊縫外觀與宏觀金相符合ISO 10042 鋁合金和鋁合金電弧焊接頭-缺陷質(zhì)量等級(jí)中B級(jí)評(píng)判標(biāo)準(zhǔn)要求。④試板試驗(yàn)后,采用驗(yàn)證的焊接參數(shù),對(duì)產(chǎn)品進(jìn)行了焊接,驗(yàn)證結(jié)果如圖10所示。
(3)車體組焊端墻的自動(dòng)焊驗(yàn)證過(guò)程及記錄 ①每組試驗(yàn)各選取300 150mm試板(EN AW 5083)兩塊,進(jìn)行端墻自動(dòng)焊試驗(yàn)。②選取兩組焊接參數(shù)在車體一班IGM自動(dòng)焊機(jī)上進(jìn)行試樣焊接,焊接參數(shù)如表3所示。③試樣焊后取樣,進(jìn)行外觀與宏觀金相檢查(見(jiàn)圖11),焊接參數(shù)2較焊接參數(shù)1熔深好,自動(dòng)焊焊縫外觀與宏觀金相符合ISO 10042 鋁合金和鋁合金電弧焊接頭-缺陷質(zhì)量等級(jí)中B級(jí)評(píng)判標(biāo)準(zhǔn)要求。④試板試驗(yàn)后,驗(yàn)證了焊接參數(shù),考慮端墻自動(dòng)焊實(shí)際情況較復(fù)雜,因此選取了一節(jié)端墻產(chǎn)品進(jìn)行了產(chǎn)品工藝驗(yàn)證。端墻產(chǎn)品第一次焊接,因焊槍角度(85°)較大,造成焊縫成形不良,調(diào)整角度為75°后焊縫成形較好,自動(dòng)焊焊縫外觀與宏觀金相符合ISO 10042 鋁合金和鋁合金電弧焊接頭-缺陷質(zhì)量等級(jí)中B級(jí)評(píng)判標(biāo)準(zhǔn)要求。
4. 改進(jìn)前后效果對(duì)比
(1)車體門檻焊接后的改進(jìn)效果 改進(jìn)前門檻上有三處段焊接頭,接頭與收弧各有三處,既影響焊縫質(zhì)量,也加大了臺(tái)下的打磨量;而自動(dòng)從頭至尾一次焊接完成,臺(tái)下幾乎不用打磨,而且焊縫外觀成形美觀(見(jiàn)圖12)。
(2)車體上門梁焊接后的改進(jìn)效果 上門梁采用二層三道焊接,其焊接量較大,以前采用手工焊時(shí),由于人工操作,焊縫的外觀成形高低不平,為了保證焊縫不低于母材,其焊縫的余高較大,增加了臺(tái)下外墻的打磨時(shí)間,而自動(dòng)焊焊縫既能保證焊縫的質(zhì)量(可以調(diào)節(jié)焊接參數(shù)控制余高),又減少焊工的勞動(dòng)強(qiáng)度(見(jiàn)圖13)。
(3)車體端墻焊接后的改進(jìn)效果 車體端墻焊接手工焊時(shí);由于焊縫較長(zhǎng)因此接頭較多,而自動(dòng)焊從頭至尾一次焊接完成,既保證了焊縫外觀質(zhì)量,又減少了臺(tái)下的接頭打磨(見(jiàn)圖14)。
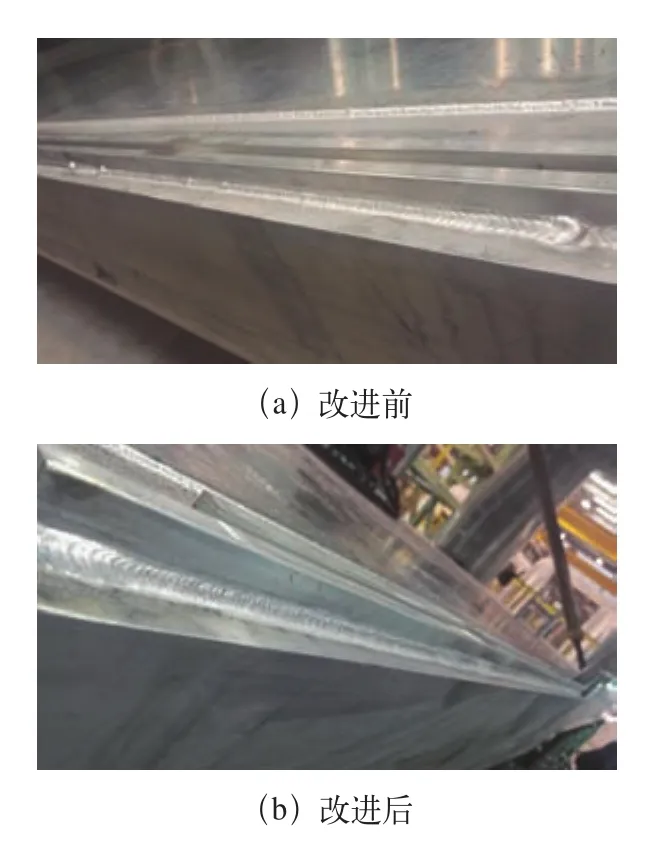
圖12 車體門檻焊接后改進(jìn)的效果

圖13 車體上門梁焊接后的改進(jìn)效果

圖14 車體端墻焊接后的改進(jìn)效果
5. 結(jié)語(yǔ)
通過(guò)此次弧焊機(jī)器人在鋁合金車體組焊中的推廣應(yīng)用,車體組焊的機(jī)器人焊接設(shè)備的每節(jié)車體焊接時(shí)間提高到4h以上,使弧焊機(jī)器人焊接產(chǎn)品的利用率高2~3倍,車體組焊的自動(dòng)焊比例由6%提高到16%左右,每年節(jié)約焊接、打磨時(shí)500h以上。同時(shí)減少焊工操作中焊槍抖動(dòng)等不利因素,保證焊縫的均勻穩(wěn)定性,提高焊接質(zhì)量,證明此次弧焊機(jī)器人鋁合金車體組焊應(yīng)用的改進(jìn)效果良好,并為后續(xù)其他車體組焊臺(tái)位上的弧焊機(jī)器人應(yīng)用提供了借鑒作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
