基于西門子系統的程序段搜索功能應用技術
2018-10-10 09:27:20沈陽機床集團有限責任公司遼寧110142馬國艷
金屬加工(冷加工) 2018年9期
■ 沈陽機床(集團)有限責任公司 (遼寧 110142) 馬國艷 張 中

掃碼了解更多
隨著數控機床的不斷發展,機床用戶對數控機床的各個功能的要求也不斷提高,段搜索功能不僅簡單易操作,而且可以節省大量加工時間,提高機床的生產效率。
以往數控機床的段搜索功能沒有得到很好的開發與應用,一方面是因為機床制造商并沒有把開發完好的程序段搜索功能加入到控制系統中;另一方面由于機床用戶不明確段搜索功能。本文以西門子的兩大數控系統(828D,840Dsl)為例詳細講解程序段搜索(以下簡稱段搜索)功能的技術應用。
1.段搜索功能簡介
西門子系統的段搜索功能是一個能在機床復位后重新從任何一個程序段開始運行機床加工程序的功能,舉例說明:如下所示從N90處開始運行下面名為123_2.MPF的零件加工程序。
123_2.MPF
N10 G54T1D1M6
N20 S300 M03
N30 G0X0F100
N40 G01Y-100F200
N50 G54T2D1M6
N60 T3M6
N70 S30 M04
N80 G0X0
N90 KKK:
N100 G4F100
N110 M0
N120 G01Y100F200.
N130 X0 Y0 F1
N140 M30
在西門子加工界面進入“程序段搜索”,選擇“查找模式”,推薦為帶計算無返回(見圖1)。再將光標移動到N90處,點擊“啟動搜索”。按“CYCLE START”按鍵執行程序,這時系統會直接執行N90處的程序(見圖2)。該功能的實現需要機床的制造商進行處理,下面分別闡述段搜索功能的應用技術。
2.828D系統段搜索應用技術
在西門子828D系統中段搜索功能是開放的,但是沒有處理T、S輸出的指令,即段搜索功能在涉及到需要更換刀具時,刀具就會發生錯亂,會引發加工事故。
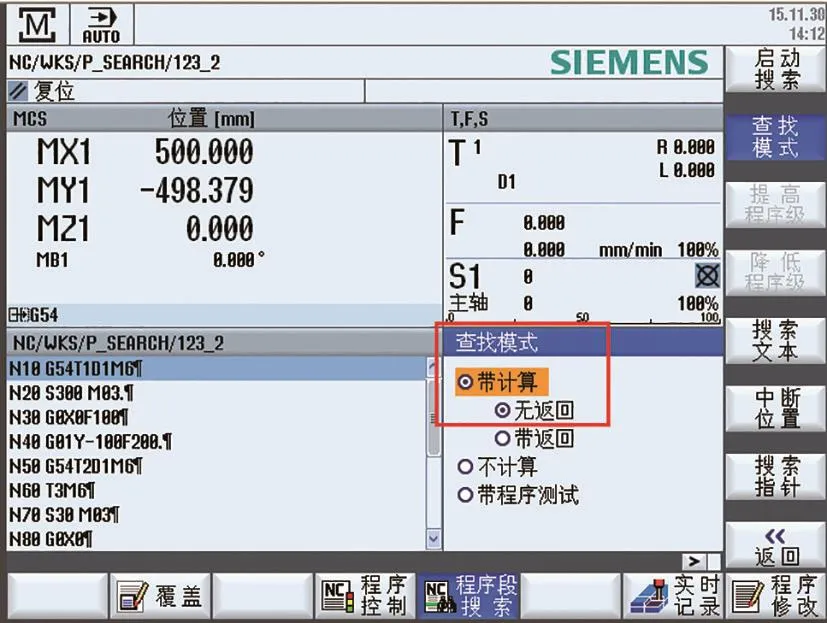
圖 1
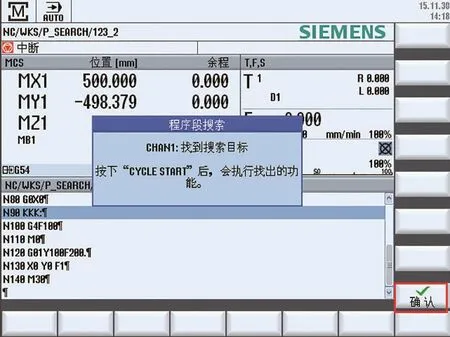
圖 2
因此要求段搜索功能在遇到有刀具更換指令后,也要調用換刀子程序(如TOOL.SPF),結合PLC程序判斷機床是否需要更換刀具,更換哪個刀具。下面舉例說明如何編輯換刀子程序(如TOOL.SPF)。打開換刀子程序TOOL.SPF,添加如下程序段:
IF($P_SEARCH==1) GOTOF _END2
_END2:
G500
D0
SUPA G0G90Z0 ;//換刀點
SPOS=$A_DBR[32] ;//換刀點
STOPRE
SUPA G1G90X=$A_DBR[20]Y=$A_DBR[24] F20000 ;//換刀點
STOPRE
M95
STOPRE
D1
M17
3.840Dsl系統段搜索應用技術
在西門子840Dsl控制系統中,要實現段搜索功能需要先設定有關參數,再編輯換刀子程序中段搜索功能部分,最后需要編輯一個中斷子程序來判斷段搜索功能開啟時是否需要更換刀具以及更換哪一把刀具。
在西門子840Dsl控制系統中需要通過設置相關參數來確定段搜索的模式,需要設置的參數如下所示:11450 SEARCH_RUN_MODE為確定系統執行動作程序段期間、結束程序段查找后的工作方式。20128 COLLECT_TOOL_CHANGE為該機床數據用于確定是否在帶計算的程序段搜索結束后向PLC發出換刀指令、選刀指令(通用刀具指令)。20000 CHAN_NAME為該機床數據確定段搜索功能生效的通道號。
在TOOL.SPF子程序里做段搜索的判斷,如下所示,M5指令必須要加上,否則在段搜索中換刀完成后主軸無法轉動。
GETSELT(_NWT)
_ACT=$TC_MPP6[9998,1]
IF($P_SEARCH==1) GOTOF _END2
_END2:
M95
D1
M5
M17
在“調試/系統數據/NC數據/循環/制造商循環”目錄下新建一個名為CYCPE1US.SPF的子程序,并編輯相應程序,掃描圖3所示二維碼了解詳情。

圖 3
4.結語
綜上所述,本文闡述的段搜索應用技術不但彌補了段搜索應用的不足,還完善了段搜索功能在換刀后容易發生錯亂的問題。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
