小孔節(jié)流閉式靜壓導(dǎo)軌修復(fù)及附屬件設(shè)計(jì)
2018-10-10 09:27:22東風(fēng)雷諾汽車有限公司湖北武漢430051栗成橋
金屬加工(冷加工) 2018年9期
■ 東風(fēng)雷諾汽車有限公司 (湖北武漢 430051) 栗成橋

掃碼了解更多
靜壓導(dǎo)軌技術(shù)在精密機(jī)床上應(yīng)用十分廣泛。由于靜壓導(dǎo)軌配套的輔助設(shè)計(jì)缺陷或日常維護(hù)不良,導(dǎo)致靜壓導(dǎo)軌損壞情況發(fā)生較頻繁,本文通過以下案例,說明靜壓導(dǎo)軌損壞后修復(fù)方法、并對(duì)靜壓導(dǎo)軌輔助件設(shè)計(jì)及其日常維護(hù)給出設(shè)計(jì)建議。
1.問題分析
某公司凸輪軸生產(chǎn)線經(jīng)過隨動(dòng)磨床加工后,全部凸輪表面存在整圈的軸向震紋。如圖1所示,檢測(cè)靜壓導(dǎo)軌上下浮起量(浮起量要求0.018mm~0.029mm)前后4個(gè)點(diǎn):前端0.018mm、0.02mm,后端左右均為0.002mm;橫向浮起量要求0.02mm塞尺不過,實(shí)測(cè)間隙0.08mm,拆卸導(dǎo)軌防護(hù)后,發(fā)現(xiàn)靜壓導(dǎo)軌支撐面前后端均出現(xiàn)不同程度的劃傷。
由此可以判定:靜壓導(dǎo)軌各浮動(dòng)面的磨損導(dǎo)致其各配合面間不能建立剛性的壓力油膜抬升浮動(dòng)面,加工過程中整個(gè)砂輪臺(tái)處于前后不平衡狀態(tài),最終反饋到工件表面一周產(chǎn)生震紋。
如圖2所示,該導(dǎo)軌的液壓控制原理:液壓系統(tǒng)通過定量泵和過濾系統(tǒng)給3節(jié)流孔組提供液壓,通過件3和件7中的液壓管路,把油壓傳遞到件1的上下表面,充滿靜壓腔并建立油膜,使砂輪臺(tái)上下浮動(dòng);同時(shí)通過件7油路,液壓傳遞到件6左右兩側(cè)靜壓腔,建立油膜,控制砂輪臺(tái)的左右浮動(dòng)。綜上,該靜壓導(dǎo)軌為定壓、閉式形式。
2.解決方案確定
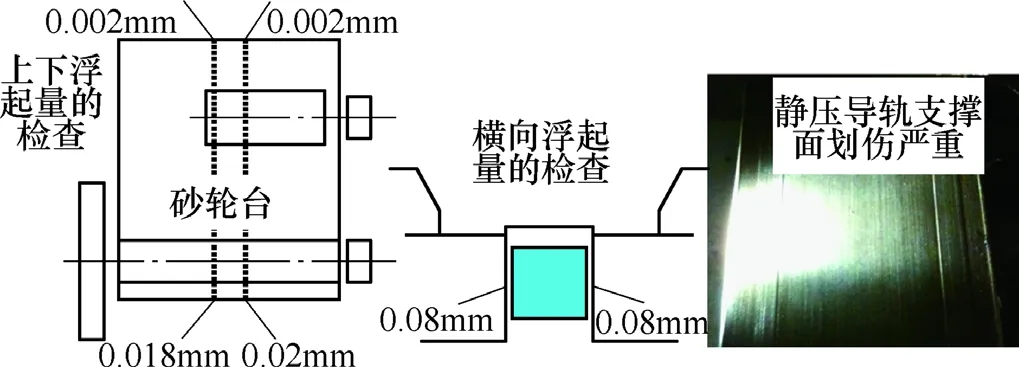
圖1 靜壓導(dǎo)軌浮動(dòng)量的檢查
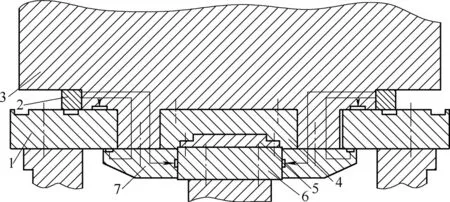
圖2 靜壓導(dǎo)軌液壓回路
通過以上分析,以圖2件6為基準(zhǔn),對(duì)該導(dǎo)軌進(jìn)行修復(fù),具體修復(fù)方案和過程如下(其他形式的靜壓導(dǎo)軌修復(fù)方法類似)。
從機(jī)床上移出砂輪臺(tái)進(jìn)給部分,拆卸直線電動(dòng)機(jī)的次級(jí)部分,拆卸后利用絕緣材料覆蓋直線電動(dòng)機(jī)初級(jí)部分。由于直線電動(dòng)機(jī)初級(jí)有強(qiáng)磁性,拆卸過程一定要遵循直線電動(dòng)機(jī)拆卸方法和要求進(jìn)行,具體如圖3所示。
分解和修復(fù)方案的確定,如圖4所示。
(1)測(cè)量導(dǎo)軌組件1、件3、件4和件7表面(圖示中部分)硬度(一般為鑄件本身硬度)。根據(jù)硬度的情況確認(rèn)導(dǎo)軌表面是否做相關(guān)熱處理。
(2)確定導(dǎo)軌拆卸順序,由于橫向基準(zhǔn)重新找正較困難,件7不進(jìn)行分解,在機(jī)床本體上進(jìn)行研磨;左右件3從砂輪臺(tái)上優(yōu)先拆卸;件1和件4從砂輪臺(tái)中整體吊裝(不分解)。
(3)吊裝分離導(dǎo)軌。預(yù)吊裝件4(砂輪本體),拆卸左右件3固定螺栓,分別抽出左右件3,整體吊出件4(砂輪本體)。
(4)測(cè)量各面磨損情況,確定各導(dǎo)軌間尺寸。如圖4所示,詳細(xì)測(cè)量并記錄件4表面1,件3表面1、表面2,件1表面1、表面2,件7表面1、表面2的全段磨損量和導(dǎo)軌尺寸,進(jìn)行下一步修復(fù)量的制定。
(5)靜壓導(dǎo)軌裝配關(guān)系封閉環(huán)的確定。D-C=0.036~0.058mm(D為件4與件1裝配后尺寸,C為件3的厚度),B-A=0.02~0.03mm(B為左右件1裝配到件4后的尺寸,A為件7的寬度),兩側(cè)間隙一致。

圖3 直線電動(dòng)機(jī)的拆卸
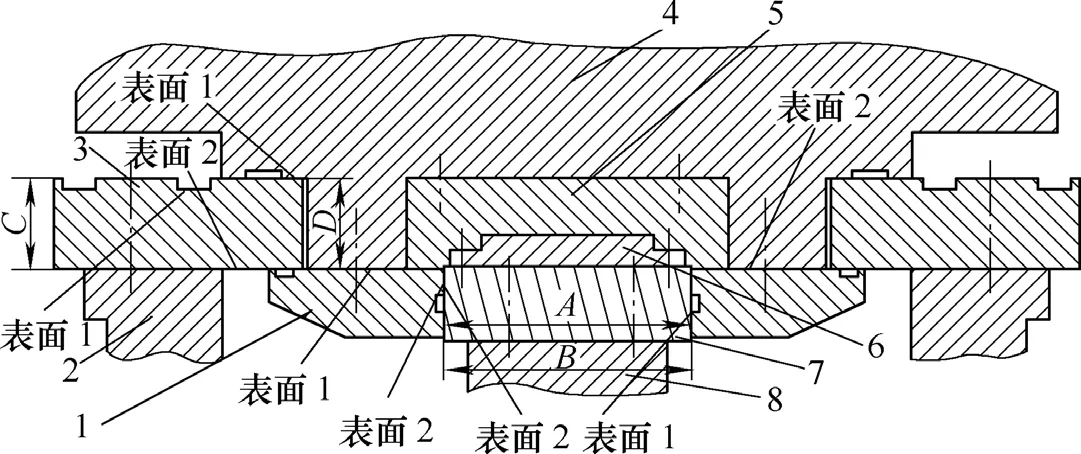
圖 4
(6)靜壓導(dǎo)軌各導(dǎo)軌表面的磨削加工(利用與導(dǎo)軌要求精度相匹配的導(dǎo)軌磨床加工)。①圖4中左右件3同時(shí)在導(dǎo)軌磨床上磨削,要求如圖5所示,單面固定找正后,磨削磨損面,見光后,翻面,找正,磨削另外一面,直至見光。記錄磨削后的尺寸C(見圖4),并測(cè)量磨削后導(dǎo)軌的平行度、直線度和平面度,加工到要求。②吊裝砂輪臺(tái)(圖4中件4和件1所在部分),如圖6所示,通過件4表面1和件1上底平面找正砂輪臺(tái)本體,裝夾,磨削左右件1表面2,每個(gè)面磨削見光即可,記錄磨削后的尺寸B(見圖4),并測(cè)量兩邊的平行度,單邊的直線度和平面度,加工到要求。③從砂輪臺(tái)(圖4中件4)處拆卸件1(左右兩處),以件1表面2為基準(zhǔn),兩件導(dǎo)軌同時(shí)找正夾緊,修磨件1表面1,修磨后測(cè)量表面1直線度、平面度,直至達(dá)到圖樣要求,具體如圖7所示。④以圖4中件4表面1左右兩個(gè)面為基準(zhǔn)找正砂輪座,夾緊,磨削表面2(左右兩邊達(dá)到相同尺寸,同時(shí)磨削),直至兩表面同時(shí)見光,利用高度千分尺測(cè)量尺寸D(見圖4),通過同時(shí)修磨件4表面2,達(dá)到D-C=0.05mm的尺寸。測(cè)量各面間的平行度,各面直線度、平面度加工到圖樣要求,具體如圖8所示。
(7)各導(dǎo)軌面的配研和裝配。導(dǎo)軌磨削后,為保證靜壓腔與導(dǎo)軌面間具有良好的密封性,需要確認(rèn)和拖研各個(gè)導(dǎo)軌配合面間的接觸面積。
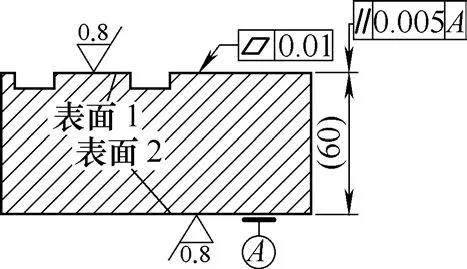
圖5 靜壓導(dǎo)軌板修復(fù)
研磨圖4中件7兩端表面、件4表面2(左右兩處)與件3表面1(左右兩處)、件1表面2與件7表面1之間的貼合面積。
把床身(砂輪臺(tái)橫向托板)放置在工作臺(tái)(鏜床等工作臺(tái)面)上,找正,如圖9所示,固定,然后清洗床身處導(dǎo)軌安裝面,制作鑄鐵研板,涂研磨顆粒,保證研磨后件7表面1、表面2直線度、平面度在0.01mm之內(nèi)。
在機(jī)床本體上安裝件3(左右兩處),在件4上只安裝一側(cè)的件1,件3表面和件7側(cè)面涂鉛粉,手動(dòng)來回拖動(dòng)件4進(jìn)行研磨,確定各面的接觸面積,如果不到90%,需要鉗工手動(dòng)研磨。對(duì)靜壓導(dǎo)軌板上滑臺(tái)高點(diǎn)涂細(xì)顆粒磨料,進(jìn)行研磨,然后涂鉛粉進(jìn)行貼合面積的確認(rèn),反復(fù)拆卸導(dǎo)軌板,直至合研接觸精度研點(diǎn)數(shù)20點(diǎn)/25mm×25mm,具體如圖10所示。
按照同樣的方式對(duì)其他導(dǎo)軌面進(jìn)行合研,直到接觸精度研點(diǎn)數(shù)20點(diǎn)/25mm×25mm。
砂輪架導(dǎo)軌副的組裝。砂輪架滑臺(tái)上的件經(jīng)過上述修理后,再次進(jìn)行清洗。直線電動(dòng)機(jī)永磁體表面、初級(jí)線圈表面用丙酮清洗。用煤油清理節(jié)流孔油路分配板管路,并用氣體檢查節(jié)流孔的通暢。
安裝圖4中件4和件1,參考圖1、圖4調(diào)整到如下要求:D-C=0.036~0.058mm(D為件4與件1裝配后尺寸,C為件3的厚度),B-A=0.02~0.03mm(B為左右件1裝配到件4后的尺寸,A為件7的寬度)。
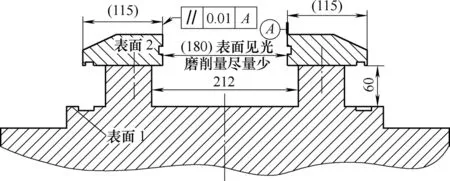
圖6 靜壓導(dǎo)軌壓板表面2修復(fù)
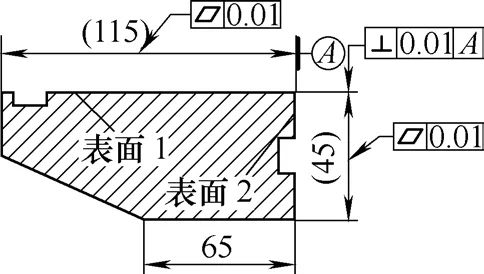
圖7 靜壓導(dǎo)軌壓板表面1修復(fù)
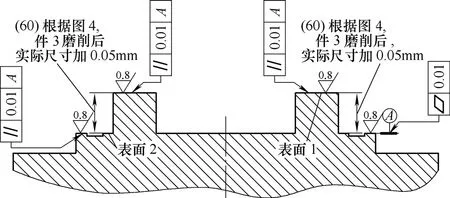
圖8 靜壓導(dǎo)軌腔體(砂輪本體)修復(fù)

圖9 砂輪臺(tái)床身(橫向移動(dòng)滑臺(tái))固定和拖研

圖10 導(dǎo)軌合研接觸面積驗(yàn)證
由于橫向?qū)к壐遍g隙小,不易安裝,參考圖11所示制作四件安裝導(dǎo)向塊,導(dǎo)向塊分別安裝在壓板(導(dǎo)軌3)端面的工藝孔上,進(jìn)行安裝調(diào)整。安裝后,用塞尺測(cè)量各個(gè)導(dǎo)軌副間間隙是否符合要求。
直線電動(dòng)機(jī)安裝、試機(jī)。裝配直線電動(dòng)機(jī)初級(jí)線圈時(shí),要嚴(yán)格按照與拆卸相反的順序逐步的進(jìn)行裝配,次級(jí)固定螺釘?shù)臄Q緊順序及轉(zhuǎn)矩也要嚴(yán)格按照要求進(jìn)行(由于次級(jí)線圈為鋁制品,安裝螺栓順序和方法需提前確認(rèn)),如圖12所示。
安裝其他液壓管路,通油后觀察回油是否正常,手推砂輪架滑臺(tái)感覺滑臺(tái)的摩擦阻力是否均勻,并測(cè)量浮動(dòng)量。
3.原因總結(jié)
靜壓導(dǎo)軌價(jià)值高,損壞后修復(fù)時(shí)間長、技術(shù)要求高,勢(shì)必會(huì)對(duì)企業(yè)生產(chǎn)和維修成本帶來極大影響。從靜壓導(dǎo)軌原理分析,靜壓導(dǎo)軌并非損耗件,不會(huì)出現(xiàn)上述損壞。出現(xiàn)上述故障,主要原因是導(dǎo)軌本體及其附屬設(shè)備設(shè)計(jì)不成熟或維護(hù)使用部門使用維護(hù)不當(dāng)導(dǎo)致,根據(jù)作者對(duì)靜壓導(dǎo)軌類設(shè)備多年維護(hù)經(jīng)驗(yàn),對(duì)引起靜壓導(dǎo)軌損壞的原因進(jìn)行以下總結(jié)。

圖11 橫向?qū)к壐钡陌惭b

圖12 直線電動(dòng)機(jī)次級(jí)線圈的安裝
(1)使用的油品牌號(hào)不符合要求。靜壓導(dǎo)軌加入了不正確的油品牌號(hào)或長時(shí)間使用變質(zhì)油品,導(dǎo)致油品黏度系數(shù)降低,靜壓油膜建立不起來,浮動(dòng)量小,容易使導(dǎo)軌間產(chǎn)生接觸,產(chǎn)生磨損。
(2)靜壓導(dǎo)軌供油系統(tǒng)過濾系統(tǒng)失靈,大量顆粒堵塞靜壓導(dǎo)軌的節(jié)流孔,導(dǎo)致個(gè)別腔體的油量不足,建立不起壓力和間隙,導(dǎo)軌部分處于滑動(dòng)摩擦狀態(tài),長時(shí)間導(dǎo)致導(dǎo)軌的磨損。
(3)靜壓導(dǎo)軌防護(hù)設(shè)計(jì)不良或老化,導(dǎo)致磨削顆粒或污泥進(jìn)入靜壓導(dǎo)軌間隙中,從而研磨導(dǎo)軌,導(dǎo)致靜壓導(dǎo)軌的磨損。
(4)切削液的侵入,切削液作為加工中刀具/工件潤滑和冷卻的重要介質(zhì),切削液流路在機(jī)床內(nèi)堵塞或者導(dǎo)軌防護(hù)失靈情況下,切削液會(huì)進(jìn)入導(dǎo)軌副的油路系統(tǒng),隨著切削液進(jìn)入的還有大量磨削/加工顆粒,會(huì)導(dǎo)致靜壓油變質(zhì)(黏度減小,浮動(dòng)量不足)、侵入的顆粒在導(dǎo)軌副間作用,損壞導(dǎo)軌副。
4.提出建議
因此在靜壓導(dǎo)軌附屬系統(tǒng)設(shè)計(jì)和維護(hù)提出以下建議。
(1)在設(shè)計(jì)靜壓導(dǎo)軌防護(hù)時(shí),考慮可動(dòng)部分防護(hù)間密封方式的加入和選擇;機(jī)床內(nèi)切削液回流通道/槽的水勢(shì)和水壓設(shè)計(jì),以及防磨屑堆積。
(2)靜壓導(dǎo)軌液壓系統(tǒng)過濾系統(tǒng)的設(shè)計(jì),在泵的吸入口設(shè)置通油能力大(泵流量2倍以上)初級(jí)濾芯,泵出油口至導(dǎo)軌節(jié)流閥間設(shè)置單級(jí)或雙級(jí)過濾器,要求過濾精度小于等于靜壓導(dǎo)軌的浮動(dòng)量間隙。回油管路一般設(shè)置油水分離裝置,且回油進(jìn)入油箱口處放置強(qiáng)磁鐵,用于吸附油中磁性金屬顆粒。
(3)增加合理的機(jī)床切削液防止飛濺裝置和切削液回流通道順暢性設(shè)計(jì)。在工件主軸旋轉(zhuǎn)或工件旋轉(zhuǎn)作用下,切削液會(huì)以一定壓力飛濺到導(dǎo)軌防護(hù)上,進(jìn)而進(jìn)入防護(hù)內(nèi),需要在設(shè)計(jì)時(shí)增加切削液防飛濺裝置。
(4)需要定期對(duì)靜壓導(dǎo)軌液壓系統(tǒng)進(jìn)行維護(hù)。定期更換各級(jí)過濾濾芯;定期檢測(cè)液壓站油溫和壓力情況;定期更換液壓油和清理油箱等工作。
(5)靜壓導(dǎo)軌各節(jié)流孔(見圖2中件2)的定期疏通和相關(guān)密封的定期更換。
(6)及時(shí)清理機(jī)床內(nèi)各切削液回流通道,特別是磨床,回流通道堵塞會(huì)導(dǎo)致切削液短時(shí)間大量積聚機(jī)床內(nèi)部,從而漫過防護(hù)進(jìn)入靜壓導(dǎo)軌區(qū)域,對(duì)此需要充分了解該機(jī)床對(duì)切削液防護(hù)結(jié)構(gòu),制定詳細(xì)的清理維護(hù)計(jì)劃。
(7)靜壓導(dǎo)軌各防護(hù)的定期更換,及時(shí)更換變形和受切削液侵蝕的防護(hù),有利于防止切削顆粒的進(jìn)入。
