退火爐煙氣余熱利用及排放控制
2018-10-19 09:29:50牛佳彬唐鋼高強汽車板
數(shù)碼世界 2018年9期
牛佳彬 唐鋼高強汽車板
為了充分利用退火爐產生的煙氣余熱,在煙氣排放的路線上布置了三次熱交換。加熱段和均熱段燒嘴燃燒后產生的廢氣首先經過輻射管內的空氣/廢氣熱交換器,把燒嘴的助燃空氣加熱到約500℃,提高燒嘴的燃燒效率。然后廢氣經過爐子預熱段的HNx/廢氣熱交換器,可以將HNx加熱,再利用熱的HNx加熱帶鋼到160-250℃。最后廢氣經過脫鹽水/廢氣的熱交換器,加熱過熱水,供給入口清洗段使用。經過以上三次熱交換后廢氣排放至大氣中。
煙氣余熱利用示意圖:
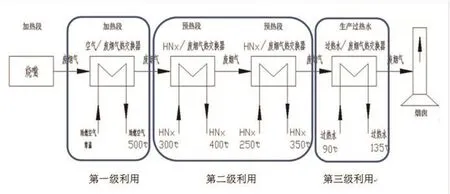
圖1
1.操作要點
原則:考慮到充分利用廢氣余熱,排煙溫度(315TIC011、315TIC021)控制在150~170℃,盡可能多的提高圖1中的第二、第三級煙氣余熱利用,降低蒸汽閥(301TCV061)的開度。
圖2中,SP為設定值,PV為實際值,MV為閥門開度。過熱水循環(huán)、升溫原理如下:
1、過熱水回水由清洗段回到爐區(qū)過熱水系統(tǒng),經過循環(huán)泵提供循環(huán)動力。
2、過熱水經過過熱水/廢氣換熱器、過熱水/蒸汽換熱器處被加熱。
3、過熱水在過熱水/廢氣換熱器處被加熱后,如果過熱水出口實際值大于設定值,即PV>SP,蒸汽閥門開度為0,不使用蒸汽加熱。
4、如果過熱水出口溫度實際值小于設定值,即PV<SP,蒸汽閥門打開,使用蒸汽對過熱水進行加熱。蒸汽閥自動調節(jié)開度,加熱過熱水溫度達到過熱水出口SP值。
5、過熱水供至清洗段換熱器處散熱后回到爐區(qū)過熱水系統(tǒng)。
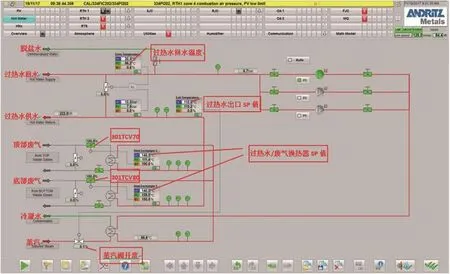
圖2
過熱水/廢氣換熱器SP值設定為135℃,過熱水出口SP設定值如下表1:

表1
2.不同產能時的控制
1、當生產線產能低時(如下圖3),產生的廢氣量少。廢氣在經過燒嘴換熱器、HNx/廢氣換熱器后溫度較低,無法把過熱水的溫度加熱到要求溫度,當過熱水出口溫度設定大于實際溫度時,既SP>PV,蒸汽閥門開大,通過蒸汽換熱器對過熱水進行加熱。
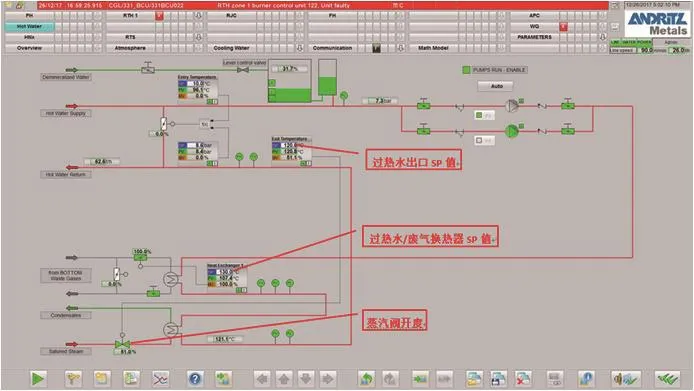
圖3
檢查圖4中的315TIC011、315TIC021處的排煙溫度,假如排煙溫度低于150℃可采取以下措施:
1)降低預熱段循環(huán)風機開度至30%。
2)過熱水/廢氣換熱器SP值處設定為手動模式(Manual),設定廢氣管路上閥門(圖2中的301TCV70、301TCV80)開度逐漸遞減直到排煙溫度達到150℃~170℃。
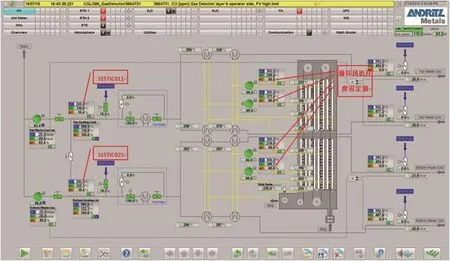
圖4
2、當生產線產能高時(如圖5),產生的廢氣的量較大。廢氣經過過熱水/廢氣換熱器加熱過熱水溫度達到135℃,廢氣管路上閥門(圖2中的301TCV70、301TCV80)自動調節(jié)開度減小,旁路閥開大。過熱水出口設定溫度一直低于實際溫度,即SP<PV,可使蒸汽閥門開度為0,不使用蒸汽對過熱水進行加熱。
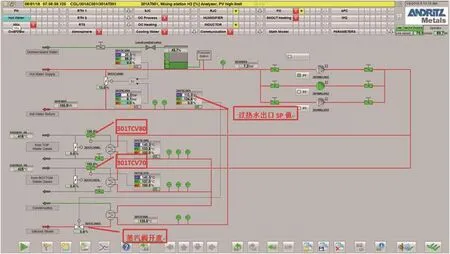
圖5
檢查排煙圖4中的315TIC011、315TIC021處排煙溫度,假如排煙溫度高于170℃,可逐漸加大預熱段循環(huán)風機開度,最高開度可開至95%。
排煙風機處廢氣管道上控制稀釋風閥的315TIC011、315TIC021設定值為200℃,當排煙溫度高于200℃時,稀釋風閥門自動打開,廢氣通入稀釋風降溫。
3 結語
總之,在保證排煙溫度在150℃~170℃之間,通過調整PH段循環(huán)風機開度、過熱水/廢氣換熱器處管道上閥門(圖2中的301TCV70、301TCV80)的開度,來達到廢氣余熱的最大利用。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
智富時代(2018年5期)2018-07-18 17:52:04
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
中學科技(2014年11期)2014-12-25 07:38:53
