數控車床電動刀架故障維修
2018-10-19 09:29:50范芳洪湖南鐵道職業技術學院車機學院
數碼世界 2018年9期
關鍵詞:故障
范芳洪 湖南鐵道職業技術學院車機學院
引言
刀架的換刀精度對車床加工精度有很大的影響,刀架是數控車床很重要的一個部件,經濟型的數控車床配置國產刀架,高精度全功能的數控車床配置進口刀架,其中大部分是意大利的迪普瑪和巴拉法蒂刀電動刀架。這兩種刀架換刀穩定、可靠,換刀時間短、重復換刀精度高,故障率少,深得用戶的好評。由于廠家對技術的保密,兩種刀架的圖紙資料較少,刀架出現故障時,維修難度較大,維修周期較長,影響了生產進度。筆者從事多年這種刀架的維修,總結出一些實用的維修方法,希望能起到拋磚引玉的作用。
1 迪普瑪電動刀架的組成及動作過程
八工位BSV-N-160/8迪普瑪的電動刀架能實現雙向旋轉就近選刀,主要由刀塔本體和換刀傳動機構(刀塔核心)組成,如圖1所示,
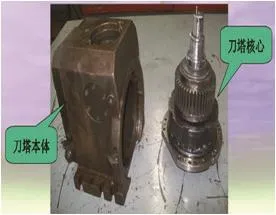
圖1 : 迪普瑪刀架的組成

圖2 :迪普瑪刀架核心部件的零部件
刀塔的核心部件由旋轉盤、傳動齒輪、定位盤、預定位盤和背帽墊片等附件組成如圖2所示。刀塔核心部件的裝配過程如圖3所示,圖中的①由定位鼠牙盤和旋轉牙盤組成,每個牙盤共24個齒,當刀盤轉到位后,定位盤和旋轉盤的齒會一一對應如圖中②所示,當圖中③中的預定位盤與圖中②相嚙合,刀架處于鎖緊狀態如圖中④所示,圖中⑤是預定位盤的另一端,有三個均勻分布的凸輪,其中的一個凸輪與旋轉盤的定位健相對應,圖中⑥是電機帶動的傳動齒輪,齒輪一端有三個滾輪與預定位盤嚙合,其中一個滾輪處設計有槽,當電機旋轉時,此槽帶動定位健使刀塔旋轉。
迪普瑪刀架換刀動作過程如下:刀架在換刀之前的狀態是鎖緊接近開關閉合高電平,刀架電機抱閘剎車,檢測刀位的編碼器的選通信號為高電平,預分度接近開關斷開為低電平,預分度電磁鐵失電。數控系統發出換刀指令后,刀架電機上的抱閘剎車斷電松開,刀架電機得電旋轉,刀架電機通過齒輪帶動刀架轉盤中的傳動齒輪轉動,由于預定位盤和刀架端面的鼠牙盤相嚙合,刀架轉動軸不能和傳動齒輪一起轉動,當傳動齒輪轉動一定角度后,預定位盤的端面凸輪滾進傳動齒輪一端的滾輪凹槽,預定位盤的端面齒和刀架端面的鼠牙盤脫離,傳動齒輪帶動預定位盤和刀架轉動軸一起旋轉實現就近選刀分度,到達目標刀位前一刀位且編碼器的選通信號由高電平變成低電平時,預分度電磁鐵得電將插銷插入預定位盤中的凹槽中,預分度接近開關得電變成高電平,刀架電機停止旋轉分度完成,延時30ms后,刀架電機反方向旋轉,由于插銷的作用預定位盤和刀架轉軸不能旋轉,電機帶動傳動動齒輪反向轉動,當預定位盤的端面凸輪脫離傳動齒輪的滾齒凹槽時,通過凸輪的最高點使預定位盤發生軸向移動,預定位盤端面齒和刀架端面鼠牙盤嚙合刀架鎖緊,刀架鎖緊接近開關變成高電平,刀架電機斷電反向旋轉結束,電機抱閘得電剎車,延時200ms預分度電磁鐵失電,插銷在彈簧力作用下復位,預分度接近開關變成低電平,換刀結束。

圖3 :迪普瑪刀架核心部件的裝配
2 故障維修案例分析
故障現象:一臺FANUC oi TA CK7810數控車床配意大利迪普瑪電動刀架,在加工運行中,有時出現1020報警“刀架換刀失敗”而停機,重新換刀后,機床又能正常運行。
故障排除分析:在手動方式下換刀沒有報警,在MDI方式編寫換刀程序:T0100;G04 X5;T0400;G4 X5;T0500;G4X5 ………..M99;運行一段時間沒有任何報警。在加工中出現1020報警時,檢查發現刀架沒有鎖緊用手可以轉動,應該會出現1050號“刀架沒有鎖緊”報警。
分析該機床的梯形圖,在非手動方式下,X軸或Z軸在移動中如果刀架鎖緊信號X6.6或編碼器選通信號X6.4為低電平時出現1020號“換刀失敗(TURRET FAULT)”報警。換刀指令是單獨一行,每次報警時光標停留在有軸移動的換刀指令下一行,說明換刀指令已經執行完成了,要不然不會執行下一行的軸移動指令。每次換刀刀架都能分度到位,在刀架反向鎖緊過程中檢測到鎖緊信號為高電平“1”,從而系統完成換刀,這也是沒有出現1050號“刀架沒有鎖緊”報警的原因。雖然換刀指令已經執行完成,但在軸移動中系統檢測到刀架鎖緊信號為低電平就會出現1020號報警,可能的原因是鎖緊接近開關發出信號可靠性變差,在換刀過程中刀架沒有鎖緊時誤發出高電平信號,系統檢測這個信號認為已經完成換刀而執行下一行指令。拆下刀架鎖緊接近開關,重新換一個型號相同的接近開關,調好接近開關感應距離固定,開機加工,沒有出現1020報警,故障解除。
3 結束語
刀架是數控車床中動作比較頻繁的部件,出現故障率也比較高,出現故障時,不要盲目的動手,要認真觀察故障現象,根據換刀動作時序和刀架檢測信號的狀態,利用信號狀態診斷功能和PMC梯形圖,能很快的找出故障的原因,縮短故障維修時間,提高數控機床利用率。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
