重卷線收卷機卷徑和張力計算
2018-10-19 16:09:22陳忠坤
科學與財富 2018年25期
陳忠坤
摘 要: 以福欣特殊鋼重卷線為例,介紹了收卷機的卷徑計算和收卷機張力計算。該方法對冷軋重卷線收卷機的設計的有很好的參考價值。
關鍵詞: 收卷機;重卷;收卷卷徑;收卷張力
0.引言:
福欣特殊鋼重卷機組是冷軋產品的重要一道工序,用于將厚度1.3mm—10.0mm的鋼卷進行重卷,檢查,分卷,裁切頭尾等功能。可實現2.0mm和8.0mm的鋼卷進行修邊。以西門子的設備和控制系統為主。產線的張力控制設備有:開卷機;整平機;張力送料輪;修邊機;張力機;收卷機。而收卷機是其中最重要的張力控制設備之一,收卷機能否正常工作以及收卷效果的好壞直接關系產品的質量和安全生產。本文特別介紹了收卷機的卷徑計算和張力計算。
1. 卷徑的測量和計算
收卷機卷徑是收卷機張力控制中非常重要的參數。卷徑計算的收卷機的核心,張力、電流、速度也與卷徑有密切關系。所以卷徑直接影響著控制系統穩定性。
主要因為在收卷過程中隨著鋼卷直徑不斷發生改變,造成收卷機轉速不斷發生變化,導致馬達電流、功率改變。而且由于鋼卷直徑不斷發生變化,造成系統轉動慣量的變化。為了達到動態控制收卷機張力的目的, 必須要得到實時準確的收卷機卷徑數值。因此有必要探討準確的實時卷徑獲取問題 。
1.1 激光偵測直徑
采用德國SICK 中量程激光測距傳感器,可實時檢測鋼卷的直徑。激光工作時,先由激光二極管對準目標發射激光脈沖。經目標反射后激光向各方向散射。部分散射光返回到傳感器接收器,被光學系統接收后成像到雪崩光電二極管上。雪崩光電二極管是一種內部具有放大功能的光學傳感器,因此它能檢測極其微弱的光信號。記錄并處理從光脈沖發出到返回被接收所經歷的時間,即可測定目標距離。激光測距安裝方便,成本低。但是傳感器由于對光源和粉塵很敏感,通過實踐發現不適用于冷軋廠的工作環境。最終將該方法進行了排除。
1.2 限位開關測算卷徑
在現場的收卷機的主軸空卷而且膨脹最大的時候,卷筒卷徑為610mm。收卷機的主軸側邊安裝限位開關,當主軸運轉,可測出鋼卷在收卷上的運行的圈數n。鋼卷的厚度為δ,δ可以通過上制程在L2系統中直接下發。
則收卷機的直徑為:D=δ·2·n+610 (1)
正常情況下 , 用上式計算出收卷機的卷徑是準確的。但是,當限位開關出現異常,不能正確測得脈沖。用上式的卷徑則會有偏差 , 導致計算的張力產生偏差 。此方法在實踐過程,通過研究可在圖控上起卷徑的顯示參考,同時可以作為實際計算卷徑異常的補充。
1.3 實際計算卷徑方法
重卷系統中在導向輥及卷取電機的主軸上各裝一臺脈沖編碼器,不考慮打滑的情況下,由于導向輥與卷筒之間的張力,相同時間段內通過導向輥的鋼卷長度和卷筒收卷的鋼卷長度是相等。根據V1=V2 (2)
因為V1=ω1·R1 (3)
且V2=ω2·R2 (4)
因為相同時間段內通過導向輥的鋼卷長度和卷筒收卷的鋼卷長度是相等。
則L1/Δt=L2/Δt (5)
則n1·C1=i·n2·C2 (6)
(6)式中n1:單位時間內牽引電機運行的圈數;n2:單位時間內收卷電機運行的圈數;C1:導向輥周長;C2:收卷盤頭的周長; i:齒輪箱減速比
且C=π·D (7)
將(7)帶入(6)得n1·π·D1=n2·π·D2/i (8)
D2=n1·D1·/(n2·i) (9)
因為n2=ΔP2/P2 (10)
(10)式ΔP2:收卷機編碼器產生的脈沖數、P2:收卷機編碼器的線數。取n1=1,即導向輥轉一圈,由限位開關產生一個信號接到PLC。
將(10)式代入(9)式得D2=D1·P2/(ΔP2·i) (11)
不過在運行中導向輥上檢測到鋼卷滑動或是收卷取機編碼器突然產生故障時,也可以臨時切換到使用限位測算卷徑方式進行卷徑計算,以保證卷徑測量誤差始終在允許的范圍內,確保重卷機組運行的穩定 。
2.收卷機系統的張力計算
收卷機的張力測算應特別慎重,張力的變化對鋼卷的影響很大。選擇張力太大會造成鋼卷過緊,造成鋼帶拉伸變形甚至斷裂,嚴重的造成無法出料,需要拆卸主軸才能退料。張力太小會使鋼卷的層與層之間由于應力變形,造成收卷不整齊,導致鋼卷跑偏,或者松卷的情況,影響產品外觀和質量。
2.1收卷機單動、寸動,全線寸動張力
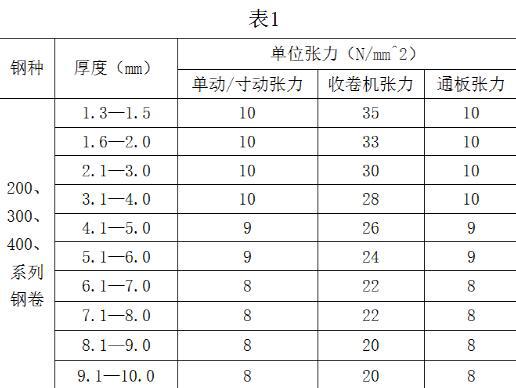
收卷機在運行中有單動,寸動,全線寸動,聯動模式。收卷機只有轉三圈或者當收卷機的直徑》650mm時候才開始建張。鋼卷鋼卷的厚度不同,需要的張力也不一樣。根據現場的經驗總結出表1所示。
表1中收卷機張力為收卷機的聯動的初始設定張力。通板張力為收卷機區域入料的張力,由于收卷機的單動和寸動過程都收卷機單臺機械的運作,張力的變化也平穩。
全線寸動,運行過程中速度的大小都是固定的,目前重卷機組的全線寸動的速度都是設定為15m/min。張力的變化不大,需要在單動/寸動張力上增加5N/mm^2。且需要在停機時候給予張力補償,補償大小為20%。
2.1收卷機聯動張力
收卷機聯動建張,此時收卷機張力的設定與計算的特別重要。要保證收卷過程的平穩性,隨鋼卷厚度和直徑變化,進行張力的改變。同時在啟動、停車、升速、減速過程中都需要進行張力的補償。
當收卷機聯動運行,首先要克服靜摩擦力所產生的轉矩,為靜摩擦轉矩。靜摩擦轉矩只在啟動的瞬間起作用,在系統啟動后就消失了。正常運行時要克服滑動摩擦力產生的滑動摩擦轉矩,滑動摩擦轉矩的補償在系統運行的整個過程中都應該起作用的,并且隨著速度的改變而改變。同時收卷機在降速、升速、停車時候都需要克服系統慣性,進行張力的補償。
所以,收卷機輸出轉矩為靜摩擦張力+滑動摩擦張力+負載張力。在加速時還要加上加速張力補償;在減速時要減去減速張力補償。停機時候也需要進行停機張力補償。
收卷機的張力的補償標準為
1.靜摩擦張力補償:是以計算后馬達輸出轉矩乘以一定的百分比進行補償。
2.滑動摩擦張力補償:補償量的大小與運行的速度有關系,同時和收卷機的直徑有關。所以在程序中處理時,要分段進行張力補償,程序上分四段進行補償。
3.升速、降速、停機張力補償:補償以收卷機馬達的額定轉矩為標準。相應的補償比例應該比較穩定,同時根據現場需要進行增減。根據實踐經驗升速時候張力補償15%;降速時候張力補償25%;停機時候張力補償20%。
收卷機的的負載張力根據板厚和直徑等相關參數進行變化。
A=T·B (12)
T為收卷機的單位張力,T隨著直徑的變化和速度的變化而實時改變。根據現場實踐測試出:當收卷機直徑從610mm到1000mm時候,張力平滑衰減5%;當收卷機直徑從1000mm到1500mm時候,張力平滑衰減7.5%;當收卷機直徑從1500mm到2000mm時候,張力平滑衰減15%,B為鋼卷寬度。
C=δ·D/2 (13)
D為鋼卷直徑;δ為鋼卷厚度
E=A/η=A/0.9 (14)
F=C/i (15)
G=1.027·RPM (16)
RPM為收卷機的速度,通過變頻器控制測算得出
M1=4·P/G (17)
P為收卷機的功率,該重卷機組為400kw
M2=E/M1 (18)
M2為收卷機的張力百分比
M=M2·F/100 (19)
M為收卷機的最大輸出轉矩,即收卷機輸出目前的扭矩比。
3.結語
在重卷機組運行過程中,采用基于編碼器測量的卷徑計算方法,對收卷機的卷徑進行測算,同時用限位開關測算卷徑進行補充。這種卷徑測算組合具有所需成本低、計算精度高、異常問題少等一系列優點。在福欣冷軋廠酸洗機組、重卷機組得到了廣泛的應用。同時,收卷機張力的計算在重卷機組中得到實踐。對于類似的機組有良好的借鑒參考作用。
參考文獻
[1]稚飛,胡健.卷取機的張力計算[J].有色金屬加工,2004,33(5):56-57.
[2]王玉芬 劉惠康 李志千.卷取機恒張力控制策略[J].電氣自動化化,2011,33(4):10-11.
[3]付艷鵬.帶鋼卷取張力控制研究[D].武漢科技大學:2005.