軸承端蓋溫擠壓成形工藝模具磨損研究
2018-10-20 02:50:18吳淑芳
中國鑄造裝備與技術 2018年5期
張 京,吳淑芳
(長春理工大學,吉林長春 130022)
軸承端蓋是各類機體中不可缺少的重要機械零件之一,主要起到密封保護和固定軸承的作用。近年來,端蓋的制造方法根據技術要求的不同采用切削加工、壓鑄、擠壓等方式。由于端蓋形狀較為簡單,為了提高生產效率和適合大批量生產要求,采用擠壓成形技術明顯優于另外兩種方式[1]。
許多學者采用數值模擬技術研究金屬成形工藝[2-4]。郭立剛[5]等利用procast軟件對鋁合金軸承端蓋低壓鑄造的過程進行模擬分析,并對鑄件進行缺陷預測。蔣曉英[6]等通過數值模擬研究了坯料結構對擠壓凸模承受載荷的影響,確定了工藝方案的可行性。盧立偉[7]等針對軸承端蓋零件的結構特點,分析了其擠壓成形工藝,并利用數值模擬得到擠壓溫度、擠壓速度、摩擦系數對軸承端蓋成形的影響規律,對比分析了不同加工條件下的應力、應變,以及擠壓力分布情況,最終確定出較優的擠壓工藝參數。姜炳春[1]等設計出軸承端蓋的擠壓生產模具,并利用數值模擬軟件分析了軸承端蓋成形時的損傷分布,從而獲得到尺寸精度高、質量好的軸承端蓋,解決了材料利用率低、產品質量低等問題。
1 成形工藝方案分析
由于軸端緊固方式、軸伸直徑、密封圈種類等不同,國內軸承端蓋不屬于標準件。軸承端蓋固定在軸承座或軸承室上,種類繁多,如果固定在軸上會使密封直徑加大,密封困難。如圖1所示為某型號軸承端蓋二維圖[1,7],通過對其進行工藝分析,為其他類型端蓋提供參考。零件材料選用20號鋼,擠壓工藝采用溫擠壓成形,坯料經計算確定圓柱棒料,正擠壓一次成形。
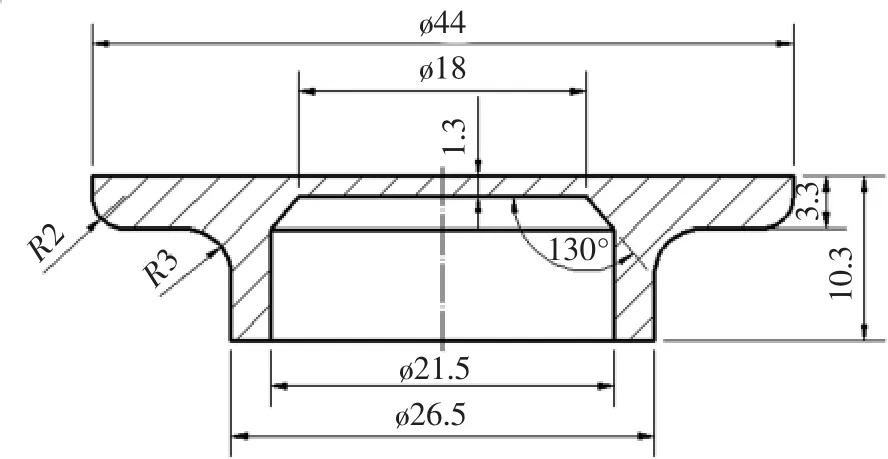
圖1 軸承端蓋二維圖
2 模擬參數設定
為了降低模擬時間和提高模擬精確程度,將模擬過程中采用整體坯料的1/8進行模擬。利用SolidWorks三維畫圖軟件對坯料、凸模和凹模進行實體建模并進行裝配,把裝配體格式保存為STL格式,通過DEFORM—3D有限元軟件對溫擠壓成形過程進行模擬。
為了對比不同工藝參數對擠壓過程的影響規律,獲得較優的參數組合,具體參數作如下設置:坯料選用20號鋼 (AISI-1020),設置為塑性,溫度設置為 600、650、700、750℃,劃分網格數共 40000個;凸、凹模采用 Cr12MoV(AISI-D2),設置為剛性,模具初始溫度為 150、200、250、300℃,模具硬度設置為 54、56、58、60HRC,凸模網格數共 27000個,凹模網格數共34000個。擠壓成形速度設置為10mm/s,潤滑系數設置為0.2。
模具磨損在鍛壓技術中是不可避免的,如何減小磨損,提高模具壽命成為能否符合生產技術要求的關鍵性問題。Archard模型是擠壓成形中最常用的磨損計算方法[8,9],其修正表達式如下∶

式中,ω為磨損深度;K為與材料特性相關的常數,K=2×10-6;P為模具表面正壓力;v為滑動速度;a、b、c為標準常數,對鋼而言,a、b 取 1,c取2;H為模具初始硬度(HRC)。
3 數值模擬結果及分析
3.1 坯料始鍛溫度對模具磨損的影響
在溫擠壓成形過程中,坯料始鍛溫度的高低對鍛件擠壓成形的難易程度具有關鍵性影響。當溫度過低時,所需擠壓變形力較大,材料變形困難。同時模具磨損量增大,減少模具壽命。隨著溫度的升高,材料的屈服強度降低,變形抗力減小,所需擠壓力較小,從而提高鍛件的可成形性。但當溫度過高時,易于發生表面氧化和鍛件過燒現象,使鍛件表面質量下降、體積形變,難以獲得理想的鍛件[10]。為了研究坯料始鍛溫度對凸、凹模磨損量的影響規律,本次模擬試驗時選擇模具硬度為60HRC,模具初始溫度為200℃,坯料始鍛溫度為600、650、700、750℃。為了更直觀的看出在不同坯料始鍛溫度下凸、凹模磨損量的變化關系,利用Excel將模擬數據繪制成折線圖,如圖2所示。從圖2a可以看出,隨著坯料始鍛溫度的增加,凸模磨損量直線下降。當坯料始鍛溫度為750℃時,凸模的磨損量最小,為3.46×10-6mm,相比于600℃時減小14.1%。從圖2b中可以看出,隨著坯料始鍛溫度的增加,凹模磨損量逐漸減小。當坯料始鍛溫度為750℃時,凹模的磨損量最小,為3.26×10-6mm,相對于600℃時減小15.1%。
3.2 模具硬度對模具磨損的影響
在溫擠壓成形過程中,模具的軟硬程度是影響加工過程模具磨損量大小的最重要因素。一般而言,模具硬度越高,磨損量越小。但模具硬度越高所需加工工藝越復雜,而加工成本的增加不利于生產儉約化標準。所以選擇合適的模具硬度將非常重要。為了研究坯料始鍛溫度對凸凹模磨損量的影響規律,本次模擬試驗時選擇模具初始溫度為200℃,坯料始鍛溫度700℃,模具硬度為54、56、58、60HRC。為了更直觀的看出在不同模具硬度下凸、凹模磨損量的變化關系,利用Excel將模擬數據繪制成折線圖,如圖3所示。從圖3(a)中可以看出凸模模具硬度越大,模具磨損量越小。當模具硬度為60HRC時,凸模的磨損量最小,值為3.25×10-6mm,相比于54HRC時減小18.1%。從圖3b中可以看出凹模模具硬度越大,模具磨損量越小。當模具硬度為60HRC時凹模的磨損量最小,值為3.04×10-6mm,相比于54HRC時減小18.9%。
3.3 模具初始溫度對模具磨損的影響
在溫擠壓成形過程中,鍛件與模具之間溫差越大,促使模具溫升越快,越容易加快模具磨損,從而降低模具壽命,所以選擇合適的模具溫度對減小模具磨損具有重要意義。為了研究模具初始溫度對凸凹模磨損量的影響規律,本次模擬試驗時選擇模具硬度為60HRC,坯料始鍛溫度為700℃,模具初始溫度為 150、200、250、300℃。為了更直觀的看出在不同模具初始溫度下凸、凹模磨損量的變化關系,利用Excel將模擬數據繪制成折線圖,如圖4所示。從圖4a中可以看出模具初始溫度的增加,模具磨損量僅略微減小。從模具初始溫度為250℃開始,凸模磨損量基本不變。從圖4b中可以看出,隨著模具初始溫度的增加,模具磨損量先增加后減小。從模具初始溫度為250℃開始,凹模磨損量基本穩定。分析認為溫度越高所消耗能量越大,建議溫擠壓成形工藝過程中模具初始溫度采用250℃附近時較優。
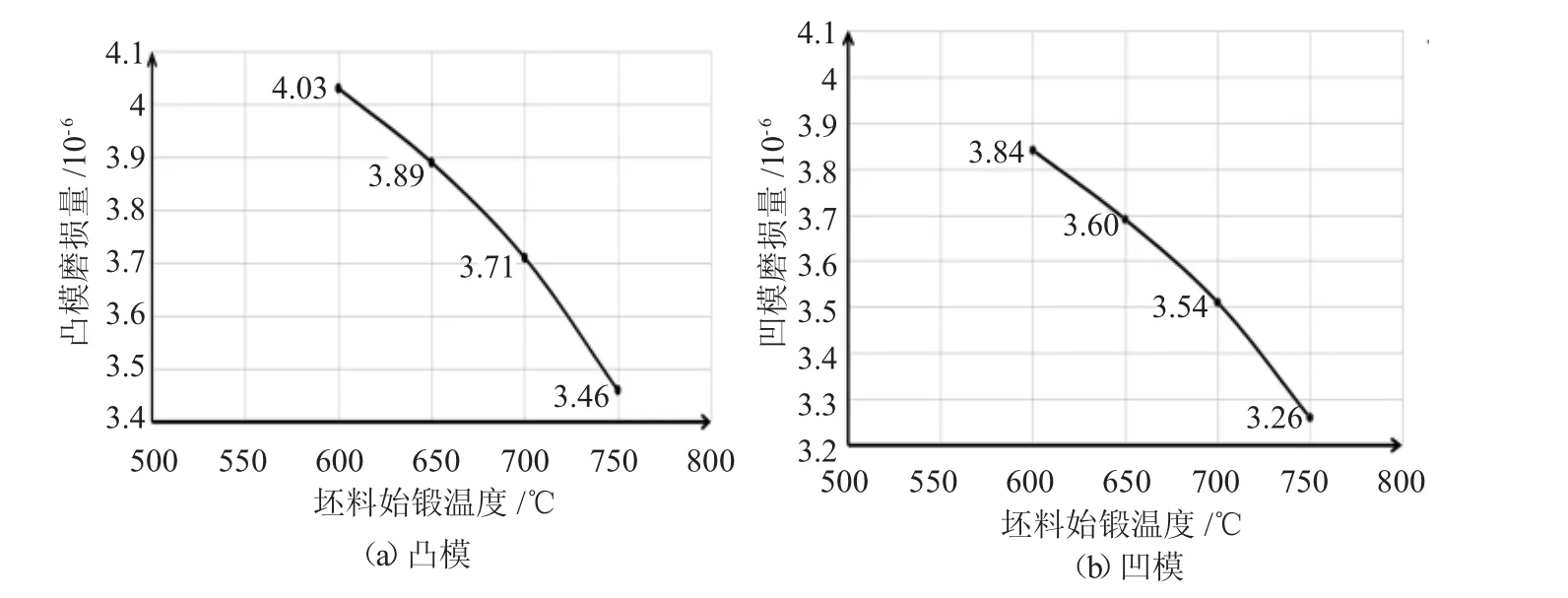
圖2 不同坯料始鍛溫度下磨損量趨勢云圖

圖3 不同模具硬度下磨損量趨勢云圖

圖4 不同模具初始溫度下磨損量趨勢云圖
4 最優化參數分析
通過上述模擬結果分析得出只改變某一變量條件下獲得較優參數組合:坯料始鍛溫度為750℃,模具硬度為60HRC,模具初始溫度為250℃。利用最優參數來驗證溫擠壓過程的模具磨損和成形載荷,模擬結果如圖5所示。
分析模擬結果:從圖5a中看出,磨損量呈環狀分布,從外向內的磨損量先增大后減小。在接近凸模中部位置是磨損最嚴重部位,分析認為凸模在進行軸向運動時,坯料受到凸凹模的擠壓只進行徑向移動,加大了變形抗力,增大模具與坯料的摩擦,中心位置由于沒有金屬移動,座椅磨損量非常小。從圖5b中看出,磨損量呈環狀分布,從外向內的磨損量先增大后減小。在凹模圓角(拐角)處是磨損最嚴重區域。分析認為在該區域的金屬流動不均,流動性能差,所受力相對較大,易于加劇模具磨損,所以建議采用組合模具,增加模具的使用壽命。凸模磨損量為3.03×10-6mm,凹模磨損量為2.85×10-6mm,均降低6%~7%,提高了模具使用壽命。
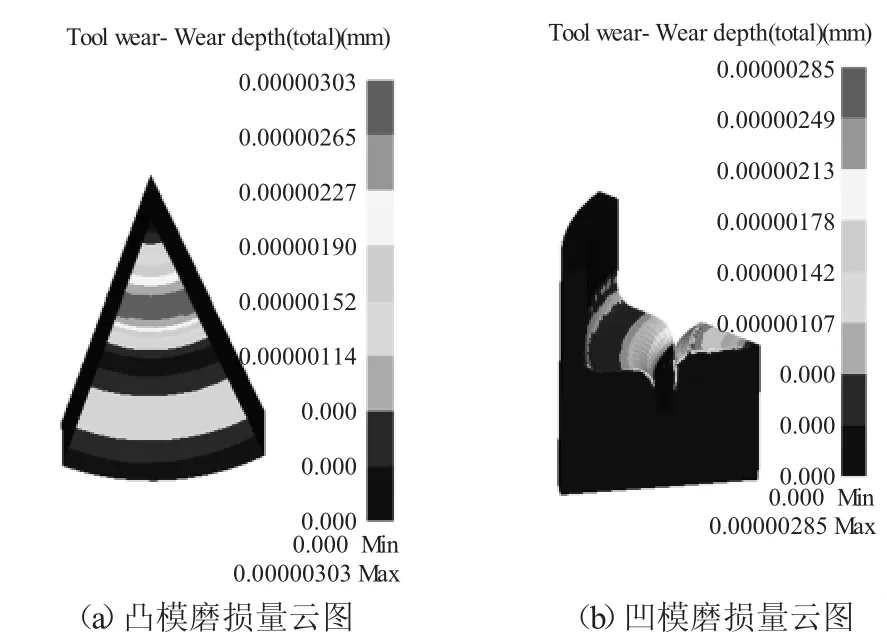
圖5 模擬結果云圖
當模具磨損深度達到0.06mm時,會出現點蝕現象,模具將加劇磨損,此時模具需要進行修補,不能繼續使用[11]。因此,按下式計算模具使用壽命∶

式中,N為模具磨損壽命;W為制件成形一次模具磨損深度。
依據上式計算可知,凸模使用次數為19802次,凹模使用次數為21053次。又因為模具進入穩態階段,在不考慮修模情況下計算結果為磨損壽命的90%[12],估計此鍛件凸模使用次數為22002次,凹模使用次數為23392次。
5 結論
通過對軸承端蓋的數值模擬可以發現,凸模磨損量最嚴重部位出現在中部位置,凹模磨損量較嚴重部位出現在凹模圓角(拐角)區域,在這些區域的金屬流動不均,流動性能差,所受力相對較大,加劇模具磨損。在只改變某一變量條件下獲得較優參數組合:坯料始鍛溫度為750℃,模具初始硬度為60HRC,模具初始溫度為250℃。利用DEFORM-3D有限元軟件對最優工藝參數進行二次模擬,分析結果可知凸、凹模磨損量最小。經過模具壽命計算估計凸模使用次數為22002次,凹模使用次數為23392次。
