A1601型拖拉機用轉接座鑄件開發
2018-10-20 02:50:20胡華林
中國鑄造裝備與技術 2018年5期
胡華林
(中車戚墅堰機車有限公司,江蘇常州 213011)
A1601型拖拉機用系列轉接座為某國際公司新開發的大型拖拉機的重要零配件,每臺車的用量為4只(Ⅰ、Ⅱ型左右各1只),其最大外形尺寸為:1118mm×1108mm×474mm。該產品原為焊接件,經對技術性、經濟性等方面綜合評估后改為鑄件,鑄造工藝性比較差,鑄件材質為ASTM A536 65-45-12(抗拉強度 Rm≥450N/mm2;屈服強度Rp0.2≥310 N/mm2;伸長率 A≥12%),重約 550kg。
該系列產品的主要壁厚較厚大,達100mm以上,但最小壁厚僅為10mm左右,鑄件需經解剖檢查且不能有任何鑄造缺陷存在,鑄件加工前不需要劃線,直接使用夾具進行加工,其尺寸精度要求比較高,此外,鑄件加工面較少,其表面質量要求也很高。
1 產品鑄造工藝性分析及結構優化
該產品設計原型為焊接結構產品,轉為鑄件后,所需砂芯比較多、造型起模困難、局部結構還易引起裂紋、縮孔等鑄造缺陷的產生,鑄造工藝性比較差,我們從鑄件的壁厚、鑄件壁的聯結、加強筋的厚度和分布以及最小鑄出孔等方面進行了鑄造工藝性分析,并針對不合理的結構提出了改進建議,客戶設計師充分采納了我們的建議,并對產品結構進行了優化,鑄造工藝性得到提高。
2 鑄造工藝方案的確定
根據生產現場的實際情況,擬采用呋喃樹脂自硬砂進行造型、制芯,砂型采用造型線制作,砂芯則手工制作。

圖1 轉接座產品圖
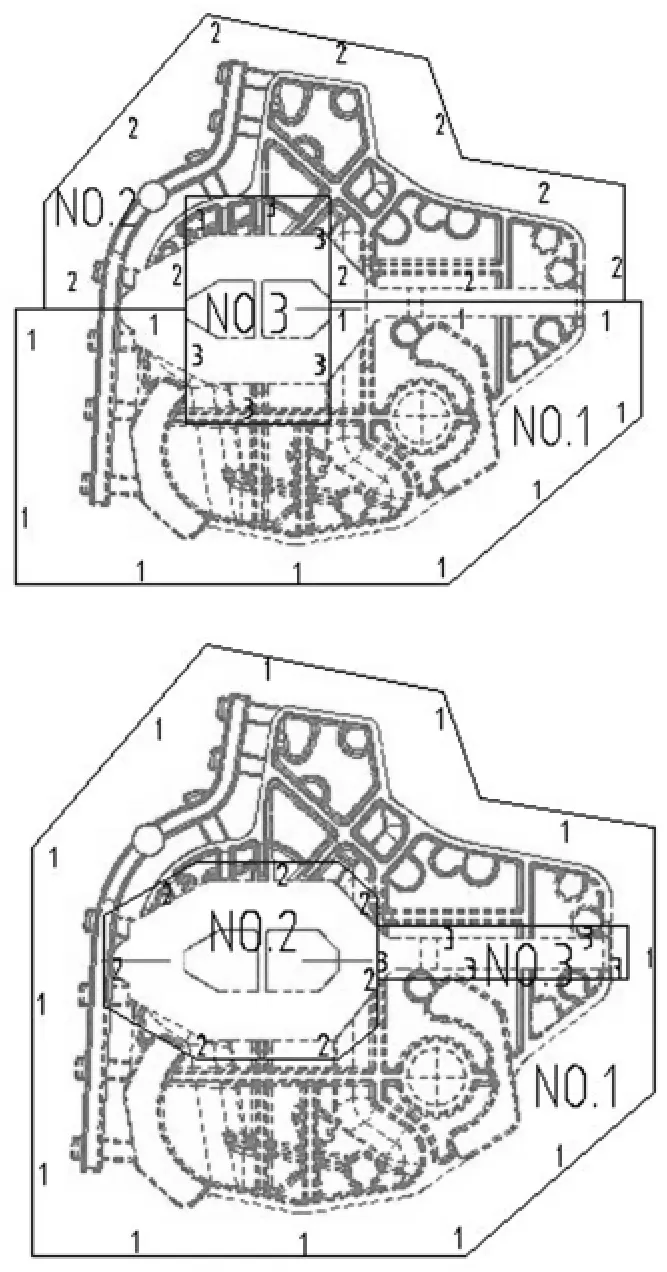
圖2 砂芯分塊
產品圖紙要求圖中深色區域(見圖1)不能有任何鑄造缺陷存在,而這些部位又多為大平面,因此應將其放置在澆注位置的底部或側面,以避免產生砂眼、氣孔和夾渣等鑄造缺陷[1]。而內部結構則采用蓋板砂芯形成,砂芯的分塊可采用兩種方案。圖2上所示為第一種方案,蓋板芯大芯分兩半制作,其優點是制芯時舂砂比較方便,能確保型腔各個部位的砂舂緊,砂芯的翻身也比較容易,但其缺點也比較明顯,下芯時砂芯難以吊平,而且容易擦砂并掉入型腔,易產生砂眼缺陷,同時砂芯之間的披縫會導致清理工作量的增加,表面質量也受到不利影響。而下圖所示的方案二,蓋板芯大芯采用整體制作,雖然砂芯翻身比較困難,但可通過使用簡易工裝予以解決,其優點是:砂芯尺寸精度提高,下芯時砂芯容易吊平,下芯時擦砂掉入砂芯芯座下部的集砂槽內,可確保型腔的清潔,避免砂眼缺陷的產生,同時砂披縫的減少降低了清理工作量,表面質量也得到提高。綜合考慮后,采用方案二進行砂芯的分塊。
因該產品材質的屈強比很高,熔煉上有一定的難度,若按國標抗拉強度同等級材質生產,其屈服強度難以達到要求,而按屈服強度同等級材質生產,則抗拉強度又太高,因此應找到一個合適的平衡點。基于經驗總結和工藝試驗結果,合理確定了鐵液化學成分,除五大元素的合理控制外,還加入了適量的銅,后期的鐵液處理則采用專用球化劑進行球化處理,采用長效孕育劑分多次進行孕育處理,以確保各項性能達到要求。
3 凝固數值模擬及工藝優化
利用三維幾何造型工具Creo Parametric軟件將A1601轉接座鑄件及其澆冒系統進行實體造型,如圖3所示。導入Procast軟件后,經網格處理、初始條件的確定、材料的分配、界面傳熱條件的確定、添加邊界條件、定義模型的初始溫度、計算參數的確定等一系列處理后進行模擬計算。

圖3 轉接座鑄件及其澆冒系統實體圖
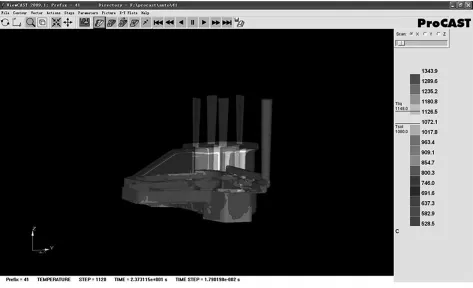
圖4 流動場計算結果
3.1 流動場模擬計算結果分析
流動場計算結果顯示,從內澆道進鐵開始直至冒口澆滿,整個充型過程均處于平穩狀態,無紊流、卷氣等不良現象,這說明澆注系統的設計是合理的[2]。
3.2 溫度場及收縮缺陷的預測
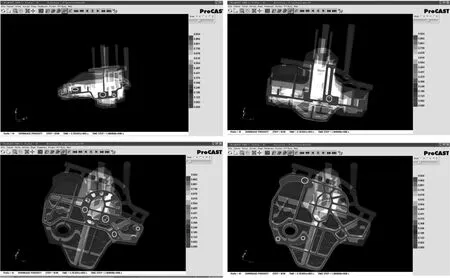
圖5 溫度場計算結果
從溫度場計算結果(圖5)可看出,圖中圓形所示部位存在縮孔、縮松缺陷的可能性比較大。從結構上分析,這些部位壁厚較大、熱節模數大、凝固時間長,再加上樹脂砂蓄熱系數小、散熱條件差,又使得冷卻條件更差,易產生縮孔、縮松缺陷和石墨畸變之類的組織缺陷,導致力學性能低下,不能滿足其運行條件。為了確保這些部位的質量,我們設計了外冷鐵,以加快這些部位的凝固冷卻速度,避免球化、孕育的衰退,最終獲得致密的、力學性能較好的組織[3]。
為驗證其可靠性,利用PROCAST軟件重新進行模擬計算,結果表明,設置外冷鐵后產生縮孔、縮松缺陷的可能性被消除,如圖6所示。
4 生產實施及操作細節優化
大砂芯制芯時上頂板反面部位圓凸臺內側空間較小(如圖7所示),特別是圓凸臺部位放置冷鐵后該部位的砂更加難以舂緊,后采取將上頂板部位大活塊翻身,先將該部位的砂型舂緊制作好,待硬化后再翻身置入芯盒內,整體制作大砂芯,確保了該部位的砂型特征完整、緊實度也比較高,鑄件澆注后形狀圓滿,不容易產生粘砂現象。另外,由于幾種轉接座的小砂芯結構相似,為避免下錯芯,特在砂芯上增設了防錯限位芯頭,確保了鑄件結構的準確性。
采用該工藝生產的轉接座鑄件,經超聲波探傷檢查、樣品解剖檢查、理化性能檢查和機加工等驗證,滿足驗收條件的要求。至目前為止,已生產轉接座二百多只,其中僅有2只因澆注溫度低造成冷隔缺陷而報廢,廢品率低于1%。
在實際生產中,按PROCAST軟件模擬驗證過的鑄造工藝進行鑄件生產,模擬分析有縮孔、縮松缺陷傾向的部位設置了外冷鐵,加快了這些部位的凝固,使得內部組織致密。
實際生產中還對具體操作細節進行了優化,
5 結論
(1)A160型拖拉機用系列轉接座產品結構優化后,鑄造工藝性得到提高。

圖7 大蓋板芯上頂板部位結構
(2)采用PROCAST軟件凝固數值模擬優化后的工藝進行生產,可避免厚大部位產生縮孔、縮松缺陷,可確保鑄件內部組織致密。
(3)合理的砂芯分塊和優化的操作細節,可提高生產操作的可靠性,從而提高產品的質量,同時也降低了生產成本。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中華詩詞(2019年7期)2019-11-25 01:43:04
中國軍轉民(2017年6期)2018-01-31 02:22:28
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
