現(xiàn)代衛(wèi)生紙機卷取控制研究
2018-10-21 10:11:27葉鳳英胡慕伊
中國造紙 2018年12期
關(guān)鍵詞:自動化
葉鳳英 胡慕伊

摘要:詳細分析了衛(wèi)生紙機卷取動作過程,改善原有卷取部的結(jié)構(gòu),增加了起重臂環(huán)節(jié),并利用西門子CFC軟件完成對起重臂動作編程的增補。提高了卷取部的穩(wěn)定性,加強了紙機的智能化,同時也保證了紙機卷取效率和安全性。
關(guān)鍵詞:紙機;卷取部;起重臂;自動化
中圖分類號:TS736+.2
文獻標識碼:A
DOI:10.11980/j.issn.0254508X.2018.12.009
隨著經(jīng)濟的發(fā)展,人們的生活水平不斷提高,消費者對生活用紙的需求在不斷的擴大[1];近年來,我國造紙行業(yè)迅猛發(fā)展更是推動了制漿造紙機械行業(yè)的進步,而造紙機械制造企業(yè)只有不斷的調(diào)整自身產(chǎn)品的結(jié)構(gòu),加大技術(shù)的研發(fā)力度,提升機械自動化能力,才能取得更好的效益和發(fā)展前景。
根據(jù)我國制漿造紙裝備制造業(yè)“十三五”發(fā)展展望,中高速文化紙機和生活用紙機需要進行優(yōu)化和完善[2]。關(guān)于衛(wèi)生紙機的改造,余章書[3]提出了將圓網(wǎng)衛(wèi)生紙機改為長網(wǎng)紙機,在投入生產(chǎn)后產(chǎn)量和產(chǎn)品品質(zhì)都得到了提高;孟彥京等人[4]提出了紙機傳動控制系統(tǒng)速度鏈與負荷分配解決方案,提高了紙機控制精度。在衛(wèi)生紙機中,所用到的機械設備太多,有流漿箱、成形網(wǎng)、成形輥、毛毯、揚克缸、施膠機、壓光機、卷取機等,這些設備均和最終成紙質(zhì)量的好壞息息相關(guān)。卷取機,作為造紙環(huán)節(jié)中的最后一個環(huán)節(jié),卷取效果的好壞會直接影響到最終成品質(zhì)量的優(yōu)劣;除要求在卷紙的過程中松緊均勻,還要保證一定的起皺率。如今紙機的最高運行速度已經(jīng)超過2000 m/min,紙幅寬度11 m以上,隨著紙機車速和紙幅寬度的不斷增加,對紙機卷取的性能要求也越來越嚴格[5]。
1衛(wèi)生紙機
衛(wèi)生紙機系統(tǒng)主要由流漿箱、網(wǎng)部、壓榨部、干燥部、卷取部構(gòu)成,其流程圖如圖1所示[6]。流漿箱主要作用是沿紙機橫向噴出均勻穩(wěn)定的漿料,并控制好漿料的絮聚[7];網(wǎng)部是紙張成形的位置,使纖維分布均勻;壓榨部是借助機械壓力盡可能多地脫除濕紙幅水分;干燥部則是將濕紙幅進行干燥處理;卷取部在衛(wèi)生紙機末端,把生產(chǎn)的紙幅卷成卷紙以便貯存和進一步加工。
作為紙機的最后一道工序,卷取機性能的好壞會影響到整個生產(chǎn)過程中的啟、停、升、減速[8];在紙廠中,工作人員通常要求原材料和過程參數(shù)變化越少越好,斷紙的概率越低越好,在開機和斷紙后需要盡快地達到目標質(zhì)量的要求[9]。
本課題詳細介紹了衛(wèi)生紙機卷取部動作過程,設計并改善了卷取部動作,通過增加起重臂的環(huán)節(jié),使卷取過程達到“閉環(huán)控制”。利用西門子CFC軟件,來實現(xiàn)對該動作過程控制編程的增補。
2衛(wèi)生紙機卷取部
2.1卷取過程
圖2為衛(wèi)生紙機卷取結(jié)構(gòu)示意圖。從圖2可以看出,紙張從烘干部出來,經(jīng)過卷筒區(qū)域,卷繞到空卷筒上,并連續(xù)卷繞;在主臂區(qū)域,完成卷筒初卷紙過程并傳送到二次臂區(qū)域;在紙卷筒完成卷取后,由二次臂踢到剎車裝置,使紙卷筒速度完全停止;然后紙卷筒被踢到稱量位置完成稱量;接著利用拔軸器將卷芯軸取出并套上紙芯,利用起重臂將新的空卷筒運送到卷筒存放架上,并由卷筒存放架上的汽缸將空卷筒運送到抓取位置;最終通過裝卸臂將空卷筒轉(zhuǎn)移到主臂區(qū)域,完成一整套的卷取動作。
卷筒支承在卷筒區(qū)域中,卷筒將最初的引紙帶壓在卷筒區(qū)域上,并確保必要的輥硬度,卷筒區(qū)域如圖3所示。刮刀用來清理卷筒,防止卷筒在尾部纏繞,圖4為刮刀示意圖。刮刀位于卷筒下面并支撐在基座中。固定在刮刀座上,刮刀座上有兩個氣動軟管,軟管根據(jù)氣動原理帶動刮刀,實際的操作壓力會根據(jù)相應的要求進行調(diào)整。
圖5為紙機卷取結(jié)構(gòu)主臂區(qū)域。從圖5可以看出,前側(cè)和驅(qū)動側(cè)各有一個主臂,兩個主臂通過導桿、臂和橫軸相互連接,因此這兩個臂具有同步性;主臂安裝在主臂軸承組件上并固定在主基座上,主臂區(qū)域的上臂會抱緊主臂上的空卷筒,主臂由液壓缸驅(qū)動,卷筒在松脫過程中會補償卷筒在主臂區(qū)域卷繞時不斷增加的紙質(zhì)量所帶來的影響。旋轉(zhuǎn)汽缸使主臂旋轉(zhuǎn),主臂與卷筒一起轉(zhuǎn)動到可以進行轉(zhuǎn)移動作的位置;在該動作過程中,會通過角度編碼器來檢測每個動作的位置。
主臂會從卷筒存放架上通過裝卸臂接到空卷筒,并將卷筒轉(zhuǎn)接到二次臂區(qū)域;液壓缸帶動整個主臂從裝載位置動作到改變位置,最后旋轉(zhuǎn)到轉(zhuǎn)移位置,其動作狀態(tài),如圖6所示,整個過程都是通過角度編碼器來檢測主臂的位置。
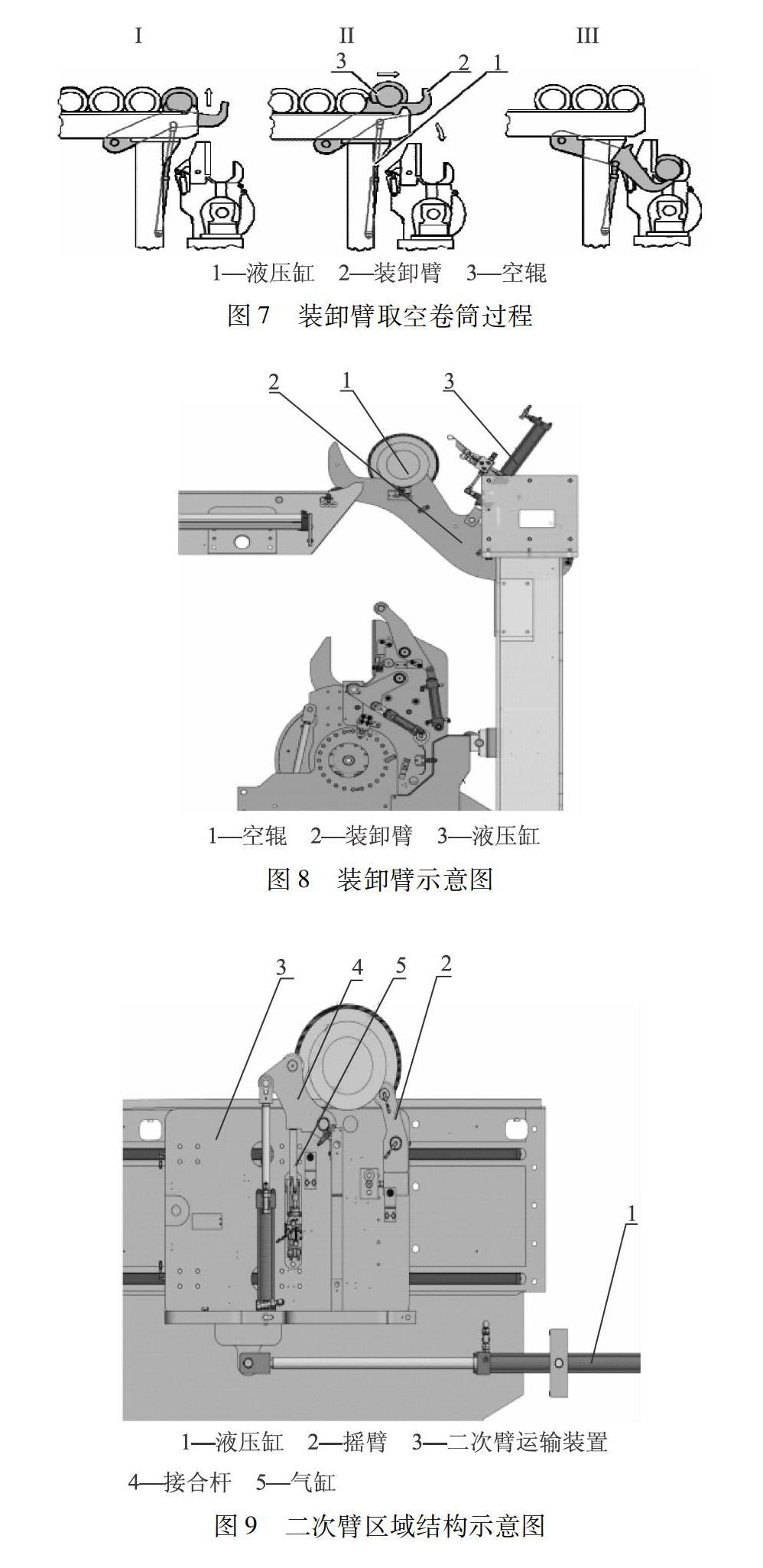
裝卸臂的作用是將空卷筒從卷筒存放架上抓取位置取出并轉(zhuǎn)移給主臂,裝卸臂通過液壓缸進行動作,裝卸臂取空卷筒的過程如圖7所示,裝卸臂結(jié)構(gòu)示意圖如圖8所示。
開始卷取紙的卷筒轉(zhuǎn)移到二次臂區(qū)域,卷取動作一直進行,直到紙卷的卷幅達到額定的直徑;二次臂從主臂上接過紙卷筒,并在動作過程中產(chǎn)生所需的線性負載;二次臂上的運輸裝置由液壓缸移動,利用集成在液壓缸中的位置傳感器測量前臂和驅(qū)動側(cè)副臂的位置,二次壁結(jié)構(gòu)示意圖如圖9所示。
圖10為起重臂結(jié)構(gòu)示意圖。從圖10中可以看出,起重臂通過液壓缸旋轉(zhuǎn),起重臂轉(zhuǎn)動并將空卷筒抬升到最前沿的旋轉(zhuǎn)棘爪位置;當起重臂向下運動時,旋轉(zhuǎn)棘爪可旋轉(zhuǎn);在不斷下移過程中,當棘爪碰到空卷筒時,由于自身可以旋轉(zhuǎn)活動,前沿會向內(nèi)折疊,整個起重臂繼續(xù)向下,當下降到一定位置時,棘爪依靠自身重力的作用重新打開,并勾住空卷筒,將空卷筒成功地運送到卷筒存放架上。和原有卷取部的設計相比,起重臂前沿的旋轉(zhuǎn)棘爪取消了原有的利用氣缸控制,全新的起重臂設計采用純機械式連接,在起重臂下降過程中棘爪在碰到空輥子時由擠壓作用力進行折疊,在折疊過程中逐漸下移,當棘爪不在接觸輥子時,棘爪能夠完全依賴重力作用而回到原位勾住輥子,在完成動作的情況下減少氣缸的數(shù)量,降低了生產(chǎn)成本。
卷筒存放架的作用,是將空輥子移交到主臂區(qū)域上方裝卸臂前面的抓取位置。空卷筒滑輪輸送裝置由兩個無桿氣缸組成;氣缸將空輥子踢到抓取位置,整個過程中依靠接近開關(guān)來檢測輥子的位置。
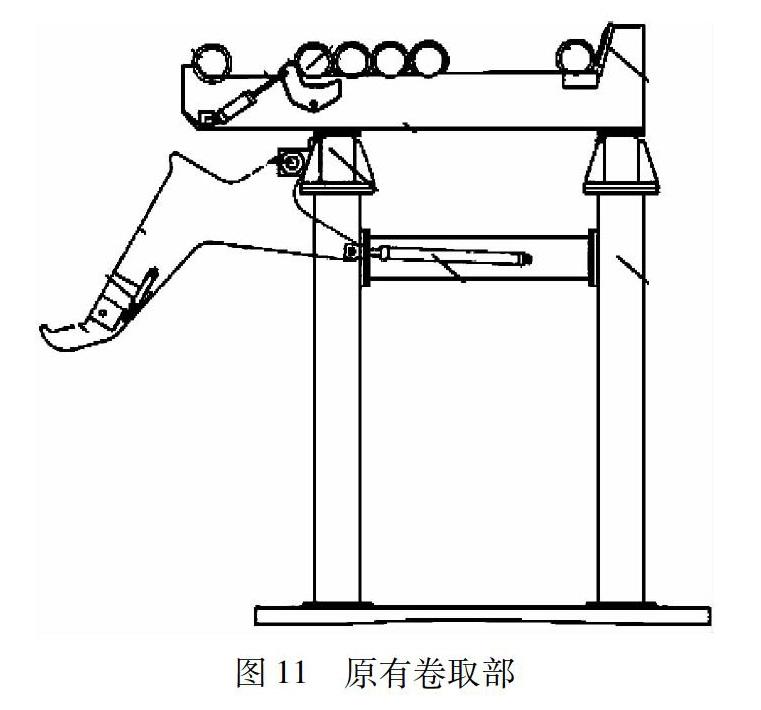
空輥子在抓取位置時,通過接近開關(guān)來檢測輥子是否到位,主臂同時在裝載位置等待;此時,裝卸臂先抬起,再提取空輥子,并通過自身前沿位置的接近開關(guān)檢測是否完全提取成功;當檢測成功提取后,裝卸臂開始下移,將輥子落到主臂上,并開始進行卷取;和原有卷取部(見圖11)相比較而言,稱量結(jié)構(gòu)也進行了優(yōu)化,使輥子稱量過程更加穩(wěn)定,降低輥子在稱量時發(fā)生掉落事故,稱量動作結(jié)束以后,利用拔軸器將鐵芯抽出,并裝上紙芯筒;起重臂此時落下,提取空卷筒到卷筒存放架;空卷筒從卷筒存放架上被踢到抓取位置,等待下一次卷取動作[10]。
與之前的卷取部相比,現(xiàn)代衛(wèi)生紙機增加了起重臂的環(huán)節(jié),空卷筒能夠自動回到卷筒存放架上,而無需使用人力和行車來吊取空卷筒。除了增加起重臂環(huán)節(jié)以外,拔軸器的增加與原有卷取部也不同。拔軸器在稱量過程完成后開始動作,它的功能是將紙卷筒與空輥子脫離,被取出的空輥子能夠投入到下一次卷取過程中循環(huán)使用。該裝置和起重臂配合使用,共同完成空輥子自動提取的任務。
2.2起重臂自動化相關(guān)設計
表1為起重臂接近開關(guān)數(shù)量及型號。在起重臂上,運用接近開關(guān)來檢測每個動作點位置。接近開關(guān)是一種無需與運動部件直接進行機械接觸而可以操作的位置開關(guān),當物體接近開關(guān)的感應面到動作距離時,不需要機械接觸及施加任何壓力即可使開關(guān)動作,從而驅(qū)動直流電器或給計算機可編程邏輯控制器(PLC)裝置提供控制指令;起重臂具有動作可靠、性能穩(wěn)定、頻率響應快等特點,被大量的運用在制漿造紙機械中。
3結(jié)語
對于原有的卷取部,在當前的卷取動作完成后,紙卷筒被取走,之后,需要用車間內(nèi)的行車以及由卷取崗位的工作人員來將空輥子吊到卷筒存放架上,以保證有足夠的空輥子可以繼續(xù)使用;通過增加起重臂環(huán)節(jié),實現(xiàn)了自動提取卷筒的功能,整體上提高了紙機卷取的自動化水平,提高了紙機卷取的效率,加強了卷取的平穩(wěn)性,更降低了人力的消耗,同時也保障了人員的安全。
參考文獻
[1]Chen Fukun. Development trend of Chinas papermaking machinery and equipment industry [J]. Technology Innovation and Application, 2012, 10: 60.
陳付坤. 我國造紙機械設備的行業(yè)發(fā)展趨勢[J]. 科技創(chuàng)新與應用, 2012, 10: 60.
[2] Yang Xu, Zhang Hui. Development prospect of Chinas pulp and paper equipment manufacturing industry in 13th FiveYear [J]. China Pulp & Paper Industry, 2016, 37(11): 32.
楊旭, 張輝. 基我國制漿造紙裝備制造業(yè)“十三五”發(fā)展展望[J]. 中華紙業(yè), 2016, 37(11): 32.
[3] YU Zhangshu. The Retrofitted of Tissue Machines[J]. China Pulp & Paper, 2013, 32(7): 46.
余章書. 衛(wèi)生紙機的改造[J]. 中國造紙, 2013, 32(7): 46.
[4] MENG Yanjing, LI Honglei. Study on Drive control System of Highspeed Tissue Machine[J]. China Pulp & Paper, 2011, 30(6): 53.
孟彥京, 李紅壘. 高速衛(wèi)生紙機傳動控制系統(tǒng)研究[J]. 中國造紙, 2011, 30(6): 53.
[5]Pellinen K. Arrangement in tissue machine: US 6200425[P]. 20010313.
[6]Liu Dong. The control strategy for reeler driving of highspeed paper machines[J]. China Pulp & Paper Industry, 2013, 34(16): 13.
劉棟. 高速紙機卷取傳動控制策略[J]. 中華紙業(yè), 2013, 34(16): 13.
[7]Hong Hongqin, Lei Guangyou, Wu Jiamin. BF12 high speed toilet paper machine process [J]. Paper Science & Technology, 2008, 27(5): 51.
洪紅琴, 雷光友, 吳家敏. BF12高速衛(wèi)生紙機工藝流程[J]. 造紙科學與技術(shù), 2008, 27(5): 51.
[8]Liu Furong, Gan Zhaohui, Sun Baotai. Research on Modeling and Simulation of Center Winder Tension Control System[J]. Journal of System Simulation, 2000, 12(3): 233.
劉芙蓉, 甘朝暉, 孫寶泰. 中心卷取張力模型的探討與仿真[J]. 系統(tǒng)仿真學報, 2000, 12(3): 233.
[9] Xia jirui, Zhang Fengyu. Intelligentization of high speed tissue paper machines[J]. China Pulp & Paper Industry, 2016, 37(8): 73.
夏吉瑞, 張鳳玉. 高速衛(wèi)生紙機的智能化[J]. 中華紙業(yè), 2016, 37(8): 74.
[10]Ragard J, Eriksson S. Method for winding a tissue web in a reelup in a paper machine: US 6705560 [P]. 20040316.CPP
(責任編輯:黃舉)
猜你喜歡
經(jīng)營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
