基于增量型編碼器的連鑄火切機鑄坯切割長度定尺精準性分析
2018-10-23 10:33:50吳勇
冶金動力 2018年11期
吳 勇
(馬鋼股份有限公司第四鋼軋總廠,安徽馬鞍山 243000)
1 概述
在自動控制系統中編碼器主要用來檢測機械運動的速度、位置、角度、距離或計數,另外,許多的馬達控制如伺服馬達均需配備編碼器以供馬達控制器作為換相、速度及位置的檢出。編碼器分模擬量與數字量編碼器,其中數字量編碼器又分絕對值與增量型編碼器。本文所涉及到的主要是增量型編碼器。
增量式編碼器是直接利用光電轉換原理輸出三組方波脈沖A、B和Z相;A、B兩組脈沖相位差90?,從而可方便地判斷出旋轉方向,而Z相為每轉一個脈沖,用于基準點定位。它的優點是原理構造簡單,機械平均壽命可在幾萬小時以上,抗干擾能力強,可靠性高,適合于長距離傳輸。其缺點是無法輸出軸轉動的絕對位置信息。
某單位火切機計算鑄坯切割定尺長度主要是通過兩個增量型編碼器配合西門子300PLC系統,通過PLC內部程序計算后得出。切割出的鑄坯定尺的準確性直接影響到后道工序質量。
2 系統工作原理
火切機鑄坯切割分鑄坯頭部、尾部以及正常鑄坯切割。PLC程序通過對火切機大車當前位置(1#編碼器)以及當前經過火切機割槍的鑄坯長度(2#編碼器)進行綜合計算,計算出的結果與鑄機二級系統給定鑄坯定尺長度進行比較,當經過火切機割槍的鑄坯實際長度即將達到二級系統給定長度時(操作人員根據實際情況設定一個偏差值),火切機預夾緊動作;當經過火切機割槍的鑄坯實際長度達到二級系統給定長度時,火切機大車行走電機抱閘打開(此時電機可以自由轉動)且主夾緊裝置動作將整個火切機固定在鑄坯表面,使得火切機與鑄坯同步前行以保持相對靜止狀態,以此來保證切割定尺不變,此時火切割槍開始切割。邏輯圖見圖1,原理圖見圖2。
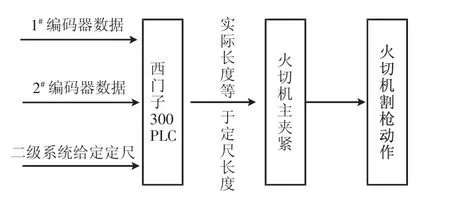
圖1 系統邏輯圖
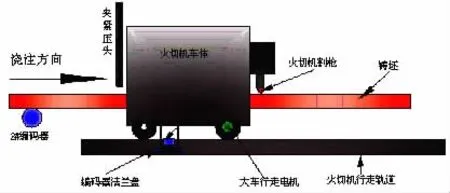
圖2 系統工作原理圖
3 系統硬件構成
西門子300PLC,FM350-1計數模塊,LENORD+BAUERGEL260、GEL293增量型編碼器。
在大多數情況下,直接從編碼器的光電檢測器件獲取的信號電平較低,波形也不規則,還不能適應于控制、信號處理和遠距離傳輸的要求。所以,在編碼器內還必須將此信號放大、整形見原理(圖3)。經過處理的輸出信號一般近似于正弦波或矩形波。由于矩形波輸出信號容易進行數字處理,所以這種輸出信號在定位控制中得到廣泛的應用。輸出方式常見有推拉輸出(F型HTL格式),電壓輸出(E),集電極開路(C,常見C為NPN型管輸出,C2為PNP型管輸出),長線驅動器輸出。其輸出方式應和其控制系統的接口電路相匹配。
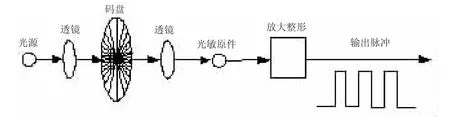
圖3 編碼器信號處理原理圖
GEL260、GEL293增量型編碼器輸出信號格式有三種:
1) V,VN
2)T,TN,U,UN,X,XN
3)S,SN
本系統中主要是采用第一種信號格式,其特點是編碼器輸出2個相位差90度的方波信號與一個參考位信號,在輸出頻率為200 kHz時兩波形下降沿時差大于等于0.6 μs。信號輸出波形圖見(圖4)
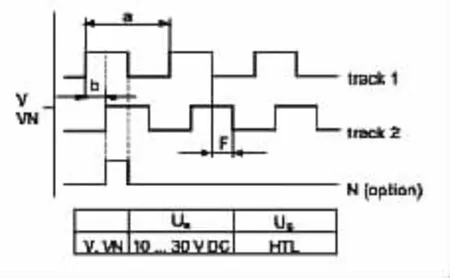
圖4 信號輸出波形圖
FM350-1是一款用于高速計數的計數模塊可以實現幾種不同的計數模式:周期計數、單次計數、連續計數和頻率、周期、轉速的測量。可以連接源型,漏型,推免試接口的編碼器。最高計數頻率是500 kHz。
4 鑄坯定尺PLC程序計算模型
4.1 頭部切割
鑄機組產第一爐鋼水出來鑄坯到達2#編碼器時,鑄機程序開始把該編碼器安裝位置與火切機割槍間的物理距離A取反變為負A發送給火切機300PLC,隨著鑄坯長度的增加,該值在PLC內部由負數逐漸變為正數,當該正數等于設定的要切割的頭坯長度時,火切機開始切割頭坯。
4.2 正常定尺切割
此時必須滿足該公式:ΔB+ΔC-ΔD=E
ΔB為2#編碼器以火切機割槍為基準點所產生的鑄坯長度增加值。
ΔC為火切機本次正常開始切割時火切大車(1#編碼器)當時的位置值。
ΔD為火切機本次切割過程中大車(1#編碼器)隨鑄坯一起移動的實際位置動態值。
E為火切機在沒有開始切割時經過火切機割槍的鑄坯長度。當該值等于鑄機二級系統設定的鑄坯定尺長度時,火切機開始動作切割。當本次切割割槍動作到一定距離后該值被清零,等待這塊鑄坯切割完火切機大車返回原始位置時,該值又重新計數,直到該值等于下一塊鑄坯定尺長度。整個過程這樣不斷的循環。
4.3 尾坯切割
操作人員激活尾坯切割模式后,夾緊壓頭打開,火切機與鑄坯保持獨立運動,PLC記下當時的E1值與火切機大車位置值F,在實際切割時滿足公式:
E1-(G-F)=H(G>F時);E1+(F-G)=H(G<F時)。E1轉尾坯切割模式時經過火切機割槍的鑄坯長度瞬時值。
F:轉尾坯切割模式時火切機大車瞬時實際位置。
G:尾坯切割過程中火切機大車實際位置。
H:尾坯切割模式下經過火切機割槍的鑄坯長度。
5 影響定尺精度的因數
從以上計算模型可以看出,記錄火切大車位置(1#編碼器)與鑄坯實際長度(2#編碼器)的編碼器數據的準確性直接影響到切割鑄坯定尺長度的精準性。下面從以下幾個方面來分析在該系統中影響鑄坯定尺長度的精準性:
5.1 電磁干擾對編碼器信號的影響
由于設計原因整個控制系統的24 V系統共用一個負極,包括火切機大車行走驅動變頻器與割槍驅動變頻器的控制回路,電磁環境對編碼器信號的干擾影響較大。所以維護安裝編碼器系統時必須嚴格按照設計要求選材布線,做好屏蔽接地措施。非正常情況下變頻器諧波可能竄入 FM350-1計數模塊電源,導致計數脈沖不準確。為了解決此問題,將FM350-1模塊電源獨立出來,問題得到解決。
5.2 火切機大車位置編碼器安裝結構對計數的影響
由于火切機大車位置編碼器靠安裝在編碼器軸上的一個法蘭盤與火切機行走軌道之間的摩擦來轉動編碼器軸,從而獲得火切機大車水平行走的位置數據。此設計不可避免的會影響到計數的準確性。比如說,當法蘭盤與軌道接觸不緊密時就會導致編碼器計數值小于實際大車行走的位置值。所以在平時設備維護時務必保證軌道的平整干凈無油污,保證固定編碼器的機構靈活,使編碼器法蘭盤與軌道緊密接觸。
5.3 大車主夾緊壓頭及大車電機抱閘動作的準確性對計數的影響
火切機等待切割時與鑄坯處于相對運動。當經過火切機割槍的鑄坯實際長度即將達到二級系統給定長度時(操作人員根據實際情況設定一個偏差值),火切機預夾緊動作;當經過火切機割槍的鑄坯實際長度達到二級系統給定長度時,火切機大車行走電機抱閘打開(此時電機可以自由轉動)且主夾緊裝置動作將整個火切機固定在鑄坯表面,使得火切機與鑄坯同步前行以保持相對靜止狀態(以此來保證切割定尺不變),此時火切割槍開始切割。如果主夾緊動作遲緩將導致經過割槍的鑄坯長度大于設定長度,所以務必保證夾緊氣缸動作可靠,氣缸工作氣源壓力在要求范圍內,保證夾緊壓頭導軌平滑。大車電機抱閘太松且預夾緊太緊容易導致切割鑄坯定尺小于設定定尺。大車行走電機抱閘為吸盤式抱閘,閘片間隙的大小直接影響到抱閘的可靠性。
通過以上分析,該系統要保證切割鑄坯定尺的精準性,務必保證兩個編碼器數據的準確,大車電機抱閘可靠,夾緊壓頭動作準確,火切大車行走軌道平整。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25