激光焊機在酸軋機組的應用
2018-10-23 10:33:50張坤,李波
冶金動力 2018年11期
張 坤,李 波
(馬鋼(合肥)板材有限責任公司,安徽合肥 230000)
引言
激光焊機是酸軋機組中的關鍵設備,它的主要功能是將前后兩卷帶鋼的帶頭、帶尾經雙切剪剪切后進行焊接,從而保證整個酸軋機組的連續生產。激光焊機的工作狀態直接影響到整條生產線的穩定運行,為此,馬鋼(合肥)公司1550 mm酸洗-冷連軋機組引進了日本TMEIC公司生產的12 kW大功率CO2型激光焊機,激光源設備由德國通快公司生產。TMEIC公司的激光焊機具有焊接效率高、熱影響區域小、焊縫平整、焊縫質量優良等優點,很好地解決了傳統熱軋板焊接后在軋機容易斷帶的問題。筆者根據激光焊機在前期生產中遇到的影響焊接的一些因素進行分析,提出解決方案,提高焊縫質量,保證激光焊機的穩定、順利運行。
1 激光焊機的原理
CO2型激光焊機屬于深熔焊接,利用高壓產生激光,產生的激光通過激光傳輸導管中各個反射鏡以及聚焦鏡,激光束準確的聚焦在帶鋼對接部位,激光的光能被帶鋼吸收后產生熱能,把帶鋼的對接部分熔化,形成熔池。由于激光束的高功率,帶鋼對接部分的微小局部被迅速加熱、熔化、蒸發后,形成小孔,隨著激光束的向前移動,小孔內被熔化的材料隨后冷卻凝固形成均勻、致密的焊縫。激光產生原理如圖1所示。

圖1 激光產生原理圖
2 影響激光焊機焊縫質量的因素
影響焊縫質量的原因非常復雜,由多方面因素造成,不僅與帶鋼的特征有關,還與焊接參數以及設備的運行狀態有關。在激光焊機運行的4年多時間里,筆者分析、總結出造成焊縫不良的缺陷主要有焊縫表面凹坑和凸起、焊縫內部氣孔、焊縫寬度不均、焊不透、虛焊等。影響焊接質量主要有以下幾個重要因素:(1)雙切剪對焊縫的影響;(2)激光束焦點位置對焊縫的影響;(3)保護氣體對焊縫的影響;(4)輸出鏡及反射鏡對焊縫的影響;(5)帶鋼板形對焊縫的影響。
2.1 雙切剪對焊縫的影響
雙切剪是激光焊機的關鍵部件之一,雙切剪的修復質量、安裝精度將直接影響焊縫質量的好壞,帶鋼切面不良,會使焊縫內部結構不嚴實,表面出現填不滿現象,焊縫斷帶率高,因此在確保雙切剪修復質量的同時,也要保證安裝精度。高強鋼和厚帶鋼對雙切剪的要求較高,要做好雙切剪剪刃的定換,在剪切次數達到8000~10000次時必須更換剪刃,并對更換下來的舊剪刃進行修磨,剪刃的修磨方法以及要求如圖2所示。剪刃的安裝精度對焊縫也是至關重要的,為保證剪切質量,在剪刃安裝后要對出入口上下剪刃的間隙進行標定,剪刃間隙實際值與設定值誤差必須在0.02 mm以內,精度達不到要求時需加墊片或修磨進行處理,使剪切后帶鋼的橫切面1/3~1/4為撕裂區,其余區域為剪切區,這樣才能保證最好的焊接質量。
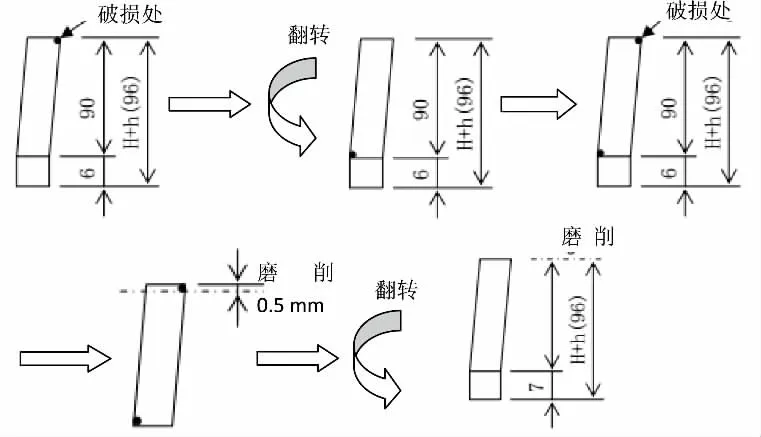
圖2 雙切剪修磨示意圖
2.2 激光束焦點位置對焊縫的影響
激光束焦點位置偏移是導致焊縫斷帶的主要原因之一。在焊縫質量檢測系統畫面以及現場實際觀察中無法準確判斷激光束焦點位置的實際偏移量,焦點位置偏移量較大時,焊縫表面會出現線狀的氣孔或裂縫,焊縫質量檢測系統結果卻顯示OK,很容易造成焊縫在酸洗區域和軋機段斷帶,這種情況需要通過三點測試來判斷激光束焦點的偏移方向以及偏移量大小,當測試結果顯示激光束偏向出口時應將激光頭向入口處移動相應距離,偏向入口時需將激光頭向出口側移動相應距離,并在二級系統中進行修正,使激光束焦點回到初始位置。
2.3 保護氣體對焊縫質量的影響
TMEIC激光焊機選用的保護氣體是氦氣,純度99.999%以上,如果保護氣體的流量過低或者雜質較多,會導致焊縫虛焊,表現為焊縫的上表面或下表面有間斷性的氣孔,焊縫內部不嚴密,焊縫過軋機時會斷帶。正常情況下保護氣體的壓力要保持在0.6 MPa以上,并且各保護氣體的流量要保持在要求的范圍之內,一旦保護氣體壓力、流量過低,應檢查氦氣氣源的壓力、氣體管道是否有堵塞或者破裂,氣源壓力低時要更換氣源,氣體管道堵塞或者破裂時應疏通管道或者消除漏氣點。
2.4 輸出鏡及反射鏡對焊縫的影響
激光焊機的輸出鏡以及反射鏡都是由銅質材料打磨成的,容易受環境影響,并且焊縫質量對鏡面的工作狀態非常敏感,一旦鏡面受污染或者出現老化,激光束發散,激光束的聚焦位置將發生變化,造成功率下降,使焊縫下表面擊不穿,在生產厚料和高強鋼時現象會更明顯,對焊縫質量的影響也更大,因此要對吹掃的N2進行干燥凈化處理,并經常對輸出鏡和反射鏡進行清洗,定期更換,保證鏡面的潔凈程度,提高反射鏡和輸出鏡的使用壽命,激光束質量也得以提高,改善焊縫質量。
2.5 帶鋼板形對焊縫質量的影響
激光焊機對帶鋼板形的要求非常高,板形的好壞直接影響焊接質量。許多帶鋼存在嚴重的邊浪、中浪等缺陷,且前面矯直機的矯直效果不良,到焊機焊接時帶鋼板形較差,激光焊機的夾持裝置能部分消除板形的影響,但實際生產中還是會經常因板形較差造成焊接不良的現象,在前幾年生產中,發生了多次與帶鋼板形有關的焊縫斷帶。針對這個問題,采取了一些措施:(1)調整矯直機的節距,尤其是3#輥的節距,使帶鋼頭部輕微上翹;(2)保證矯直機兩側的矯直同步,使帶鋼板形平整;(3)增大焊機調整輪的壓力,改善帶鋼版形;(4)調整焊接速度、帶鋼間隙,使焊縫更加飽滿。
3 焊縫質量的常見缺陷及解決方案
3.1 驅動側焊接不良
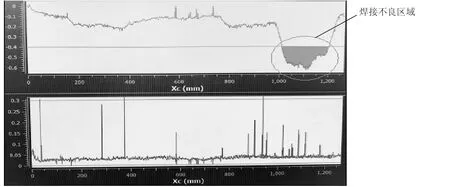
在之前的生產中經常會出現DS側焊接不良的情況,位置在驅動側靠邊部300 mm的位置,長度約200 mm,如圖3所示。
表現為該部分出、入口帶鋼在厚度方向上錯開較多,各個鋼種及不同厚度的帶鋼都存在這個問題,放行后焊縫在軋機區域容易斷帶。后經過分析,這個問題是由以下因素造成的:
(1)夾持:激光焊機的出、入口夾持在長時間使用后,由于經常的帶鋼撞擊,靠近DS側的夾持部分變形較大,我們通過定期更換夾持襯板的方法減輕了影響,但無法完全消除。
(2)矯直機:熱軋原來的板型較差,經過矯直機進行矯平,由于矯直效果不好,無法完全消除板形不良,可增大矯直機的嚙合量或者將帶鋼倒回,對焊縫區域的帶鋼重新矯直,焊縫質量會有明顯改善。
(3)調整輪壓力:對于帶鋼板形不良,可通過改變調整的壓力來改善帶鋼板形,薄帶鋼焊接時將調整輪壓力由8 kN增加到12 kN左右,厚料和高強鋼焊接時將調整輪壓力由8 kN增加至16 kN左右,并定期更換新調整輪。
(4)夾持臺和焊輪高度:根據焊接不良時出入口帶鋼在厚度方向的錯開高度,對入口夾持臺和焊輪的高度進行調整,一般以錯開高度的1/2為宜。
3.2 焊縫表面存在氣孔
這個缺陷在生產中經常出現,在焊縫質量檢測畫面上表現為對應曲線有明顯的突起,超過允許范圍值,實物表現為焊縫上下表面出現間斷性的一連串氣孔,如圖4所示,在焊縫的各個區域都有可能出現,焊縫放行后再軋機區域斷帶的可能性很大,這個曲線主要有以下幾個原因引起:
(1)保護氣體:當各保護氣體的流量不足時,焊縫表面會出現間斷性的氣孔,我們需要通過疏通各氣體管路和噴嘴的吹掃角度,并且要將氣體流量調整到要求的范圍以上,各保護氣體的流量要求如下:
中間吹掃氣體:40 N·L/min;
邊部吹掃氣體:20 N·L/min;
下表面吹掃氣體:30 N·L/min。
(2)雙切剪剪刃質量:雙層剪剪刃如果有毛刺或者存在缺口,剪切后的帶鋼切面不平整,焊接時這部分焊縫就會出現氣孔,焊縫內部不嚴密,可通過修磨剪刃解決,嚴重時需要更換新的剪刃。
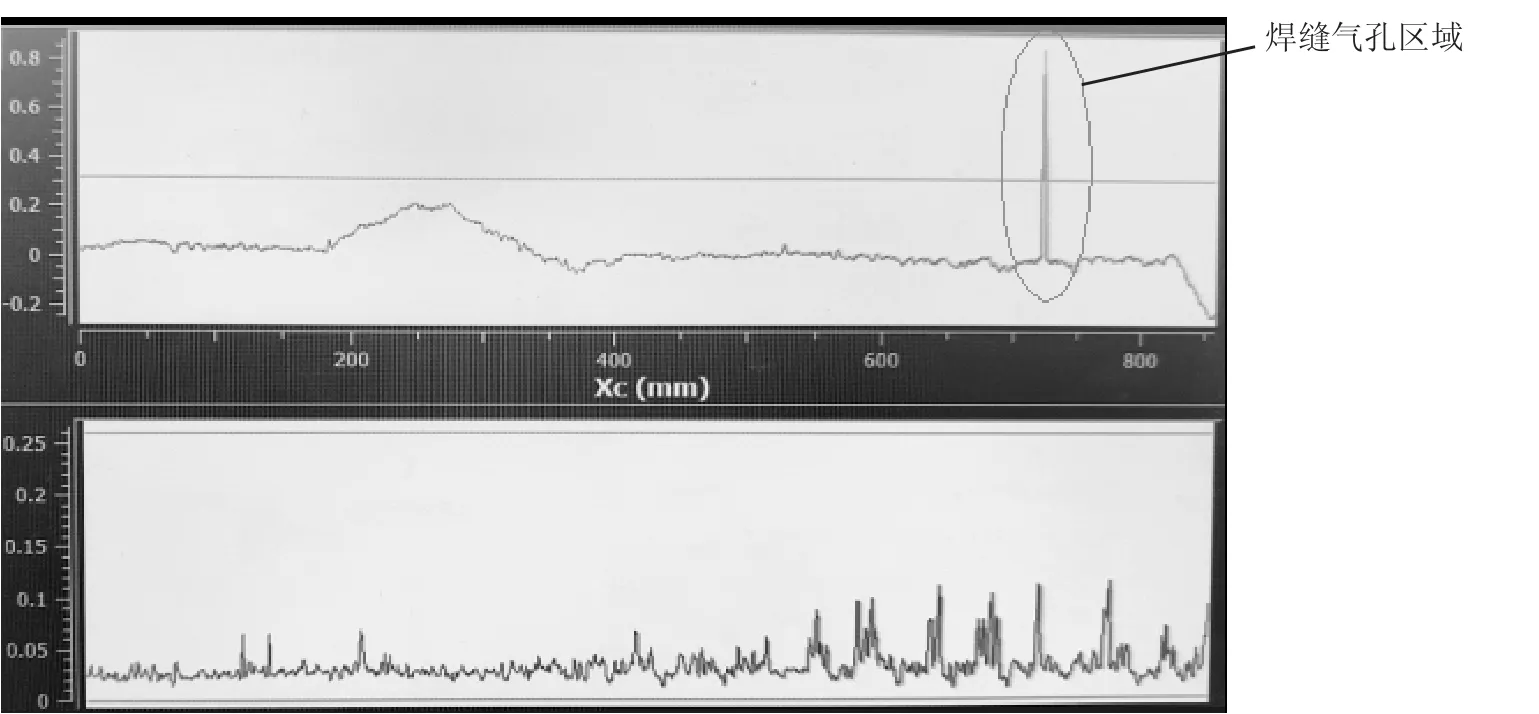
圖4 焊縫氣孔示意圖
4 結束語
(1)TMEIC公司生產的激光焊機布局緊湊、設備精度靠、可靠性好,降低了工人的勞動強度,提高了酸軋機組的作業率。
(2)通過對TMEIC公司生產的CO2激光焊機焊縫形成及影響因素的綜合分析,可以更加深入地了解和掌握CO2激光焊機的原理,對于進一步分析生產中出現的焊縫質量缺陷指明了方向,保證了生產更快、更加穩定的運行。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
汽車觀察(2016年3期)2016-02-28 13:16:26