面向中小型機械制造類企業的MES系統
2018-10-24 06:27:16謝斌南京康尼精密機械有限公司
鍛造與沖壓 2018年19期
文/謝斌·南京康尼精密機械有限公司
隨著德國政府首先推出“工業4.0”的相關概念,采用信息化技術改造工業生產流程的勢頭高漲,世界各國都提出了類似的工業計劃。2015年5月19日,國務院正式印發《中國制造2025》,也提出了中國自己的先進制造路線圖。在這場制造業轉型升級的賽跑中,中小企業所處的位置其實是令人堪憂的。
中小型機械制造類企業實施信息化的現狀
理念問題
很多企業的領導對于信息化、質量體系、設備管理、及時生產、可追溯性、去庫存等概念的重要性理解不足,認為這些東西是“虛”的,是很難完成的任務,而且完成了也不知道意義何在,遠不如投資設備等可見的生產資料來的“實在”。
人才問題
人才問題作為企業信息化和工業化的焦點,是企業的管理層必須具備相關交叉學科的素養,并具備整合這些知識的能力。比如機械加工廠的兩化融合,其基礎是機械產品的加工工藝合理化,這就需要對工藝過程、裝備特性、精益生產、質量管理體系等都有所了解,同時需要具備一定的計算機知識和程序性思維能力;從會計原則和管理角度,理解信息化系統獲得的數據并能解讀,透過這些數據看到管理中的問題。以上要求,在大型企業可以通過組織化來實現,可是在中小企業,這些對于人的要求,就是一個巨大的難題。
資金問題
管理用的軟件動輒需要幾十萬元、上百萬元的投入,這個還不包括落地實施費用,以及為了實施這些軟件而投入的人力資源費用。對于一年利潤僅僅3%~5%的中小企業而言,實在是不堪重負。
中小型機械制造類企業實施信息化的意義
實施信息化的意義,對于中小企業甚至比大型企業還要重要。大型企業運行的各項數據以及數據分析,可以通過人海戰術來實現,典型的就是大型軍工企業。在沒有計算機系統的年代,其技術數據、質量數據和生產數據就已經非常完備。反觀中小企業,由于無法承擔這種統計系統的人力成本,經營上就粗放的多。由于缺乏數據支撐,企業的經營管理往往就是領導拍腦袋、憑感覺。
其次,依托數據的管理體系是企業升級的必經之路。現代制造產業鏈,都要求有較高的質量管理體系水平。客戶尋求的是不但能做,而且能做好;不但能做好,而且能一直做好的供應商,這就需要產業鏈的上下游之間能站在一個平臺上說話。例如,OEE、SPC、質量數據,這都需要有系統支撐,否則單單談論數據的可靠性就是一個循環往復的死結。此外,中小企業需要將自身的過程控制透明化,使自己成為客戶的一個“車間”,提升客戶的信賴度,也是拓展市場的一種有效途徑。
在中小企業實施信息化,除了一些主觀性方面的問題,客觀上缺少合適的軟件產品,也是一個大問題。很多企業在信息化過程中,容易高估ERP系統的作用,而忽視其他系統如MES、PLM、CRM、SRM等的作用。其實企業信息化是需要具有一定前瞻性的頂層設計的,即“全面規劃、分步實施”,否則當一個一個子系統完成搭建的時候,如何整合協同的工作就將成為一個巨大的問題,容易形成“信息孤島”。根據我們的經驗,使用ERP能夠很好的解決“進銷存”的問題,(大多數ERP軟件都出自于會計核算軟件),ERP是很好的管理手段。但是,對于在工廠內狀態不斷變化的商品,如加工零件,進來時是毛坯,出去的時候是成品,中間經過機械加工、熱處理、表面處理等,重量、物性都發生了變化,ERP就非常難于實時追蹤,這個時候,就需要MES系統了。
中小型機械制造類企業的MES系統
MES系統正在成為承載工廠核心的運營平臺。服務于車間制造是MES系統的最核心的任務,所以,中小企業在實施兩化融合的時候,不僅要考慮采購先進的設備,也需要考慮以MES系統為代表的信息化系統,如何將工藝研發、品質管控、精益制造、協同供應鏈等統一到一起。MES系統已然成為工廠的信息樞紐。
MES系統的行業性需求與通用型產品之間的矛盾日漸突出,產品化程度不夠。與ERP不同,MES系統從產生開始,就是為了解決通用型的ERP功能難以解決的工廠管控問題,因此,即使有多年的發展,MES系統也無法擺脫行業性對其形成的局限。與此同時,集成難度是MES系統另外一個難以快速推廣的門檻。縱向集成要求MES系統不僅與ERP集成,還要求與各種數據采集用傳感器進行集成;不僅要求進行數據采集,還希望實現控制參數、工藝標準的下達等功能。其中,尤以數據采集工作的難度最大。如何保證數據采集的及時性、準確性和廉價性之間的平衡,是擺在MES軟件產品化面前的難題。
我們說MES系統是一個企業信息化程度的標桿,其采集的數據就是生產領域的“大數據”,不僅指MES系統的數據采集數量巨大,更主要的是指這些數據是“多維度”的。通過一個數據的采集,可以同時反映經營管理、過程追蹤,質量狀態等多個方面的內容。比如一個工序的“開工時間”和“完工時間”的采集,在MES系統中,就可以形成“某設備生產某產品的時長”,也可以形成“某員工某日工作的績效”,再配合從設備傳感器采集的實際制造數據,就能比較準確地得到OEE的數據,也能得出準確的單工序成本,再深入下去,甚至可以分析物料周轉等待時間等等。
由于MES系統的數據來源于工廠的多個角度,因此如果企業自身的工藝資源、制造資源、流程節點不能規范有效的時候,MES軟件本身是無法解決這些管理問題的。也就是說,軟件永遠是輔助工具,而軟件應用水平的高低,其根本還是企業本身的管理水平。所以離開了5S管理、定置管理、標箱化物流等來談企業信息化,也是無源之水。
MES系統相關概念與關鍵技術
MES系統相關概念
⑴MES系統與智能制造數字化工廠。德國工業4.0包括智能工廠、智能生產、智能物流三大主題,MES系統在智能工廠整體架構中位于執行管理層,是智能工廠的關鍵與核心。
⑵MES系統及其主要功能。MES以生產制造為核心,通過傳遞信息,對從訂單下達到產品完成的整個生產活動進行優化,依靠及時、準確的數據對工廠活動進行指導、啟動、響應和報告,實現生產過程的高效流暢運行、信息可追溯。依據ISA-95國際標準,MES系統包括計劃與調度、資源分配與狀態管理、高級排程生產派工、產品跟蹤信息追溯、生產數據采集、質量管理、生產績效和資源管理、維護保養管理等。
⑶信息物理系統(Cyber Physical Systems)。工業4.0的核心,由傳感器、嵌入式終端、智能控制系統、通信設施等組成。提供生產過程中各類信息的數據查詢接口、遵守共同的開放協議標準,能夠接入互聯網的智能設備,這是未來裝備制造商應該滿足的基本要求。
MES系統關鍵技術
⑴MES系統生產信息采集。生產過程二維碼追溯系統利用圖像識別技術采集工廠內的人員、設備、工藝、物料、質檢等生產要素信息,通過標識解析系統提供的標識查詢、標識解析、標識權限認證等服務,完成工序強制質檢權限管理、熱處理等關鍵生產信息離線和在線全程記錄、按照生產計劃進行產品批次的正向追溯和反向追溯、人員設備等生產要素工作負荷自動統計報表等,加強生產工藝計算機輔助生成、生產計劃制定系統、中間庫和成品庫管理系統、訂單庫存計劃交互查詢等各個系統之間的集成和互聯。
⑵設備狀態信息采集。針對不同廠家、不同控制系統、不同類別的異構生產設備,依據加工時的振動、轉速、電壓、電流、功率、溫度等信息,實現多源信息融合的工況辨識,獲取生產過程信息。針對已有設備和生產線改造升級,例如:采用電磁原理或光電原理的自動計數器,實現零件數量的高效、準確統計。
⑶鍛造模具成套管理思想。模具管理是鍛造類企業實施信息化必須滿足的核心要求之一,包括: 模具生產管理、模具倉庫管理、模具鍛造加工信息采集、模具保養維修與壽命管理等。基于裝模清單的鍛造模具成套管理方法:利用裝模清單實現模具信息與生產信息的集成,生產人員參與模具壽命采集,簡化模具管理人員的信息采集工作。通過裝模清單軟件化,自動統計模具的使用履歷,將模具與產品信息進行關聯,完善了產品信息追溯的內容。同時具備模具壽命預警能力以及模具關鍵尺寸管控能力,有數據支撐模具的全生命周期的詳細履歷。
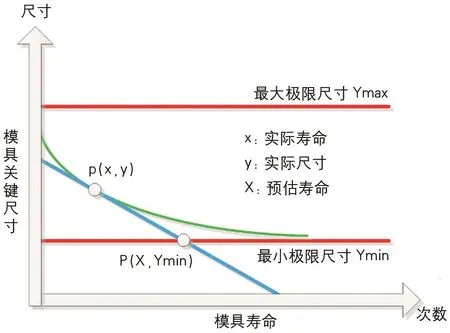
圖1 模具壽命與關鍵尺寸
⑷模具壽命管理。模具壽命包括實際壽命、預估壽命、報警壽命、保養壽命、報廢壽命等。圖1所示模具壽命與模具關鍵尺寸具有函數關系。模具關鍵尺寸包括零件關鍵尺寸、裝配關鍵尺寸、極限關鍵尺寸、預估報警關鍵尺寸等,這些尺寸的變化趨勢決定了模具壽命的變化趨勢。
康尼精機MES系統架構及主業務流程
針對國內中小型機械制造類企業具備的多品種、大批量、不能一物一碼追溯的特點,以及自動化程度和信息化水平普遍較低的現狀,康尼精機自主開發了擁有知識產權的制造執行系統,已在公司鍛造廠成功實施。
康尼精機MES系統架構
圖2所示康尼精機制造執行系統包括六大子系統:企業生產管理信息系統、產品二維碼追溯系統、生產工藝報價核價系統、模具管理壽命預測系統、設備狀態監控管理系統、客戶信息云端發布系統。基于上述子系統成功實現了面向中小型機械制造類企業的信息化解決方案。
康尼精機MES系統主業務流程
圖3是康尼精機制造執行系統主業務流程,該業務流程融合了如下創新理念:針對企業生產要素制定了統一規范的編碼準則,實現了以二維碼標簽為核心的關鍵生產信息的離線追溯,以及全部生產信息的在線追溯;通過對各生產要素信息的實時獲取和更新處理并編制成各種信息資料及時提供給管理人員,幫助其實時掌握企業生產現狀、完成正確決策,最終提高企業的管理水平和經濟效益。
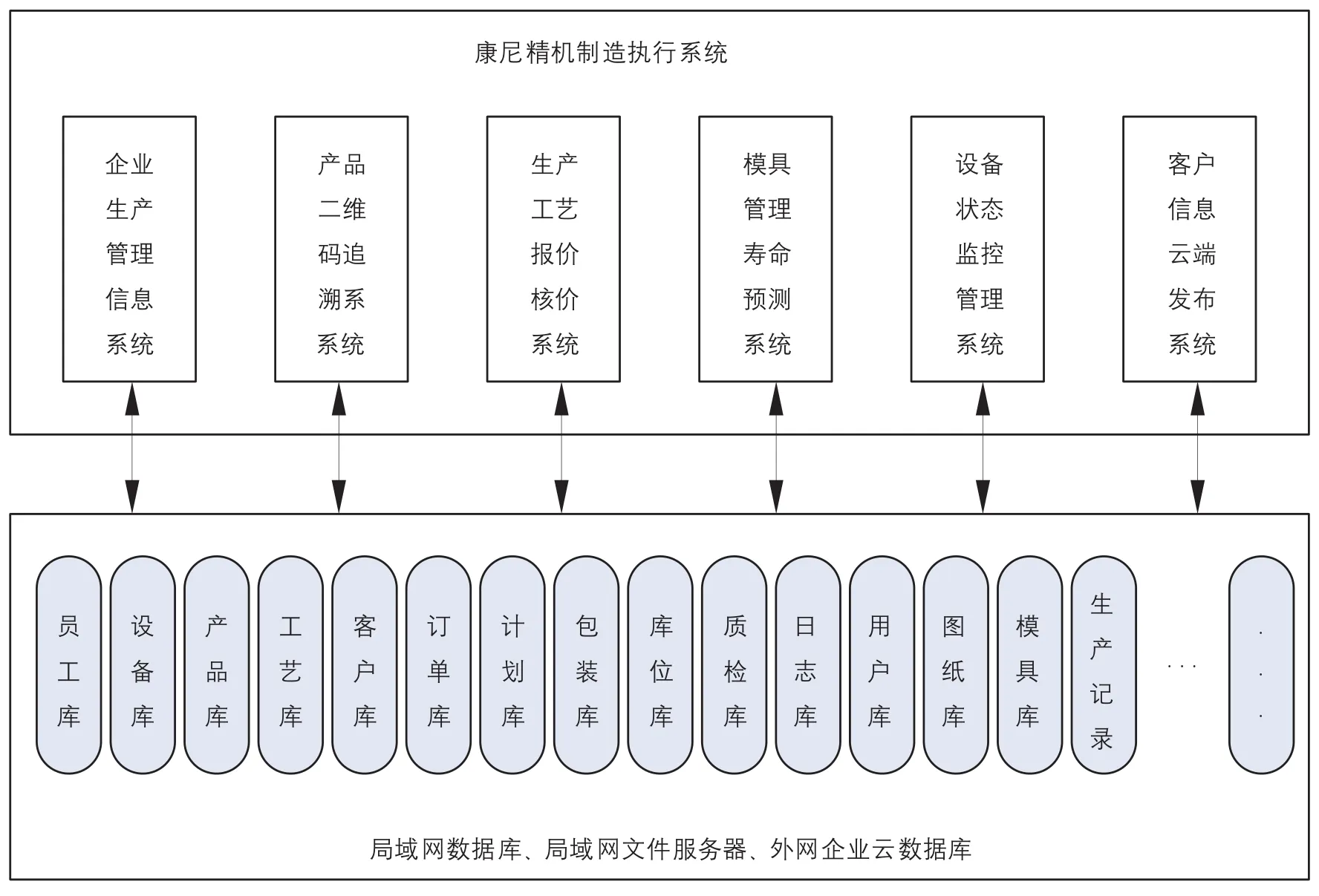
圖2 康尼精機MES系統架構
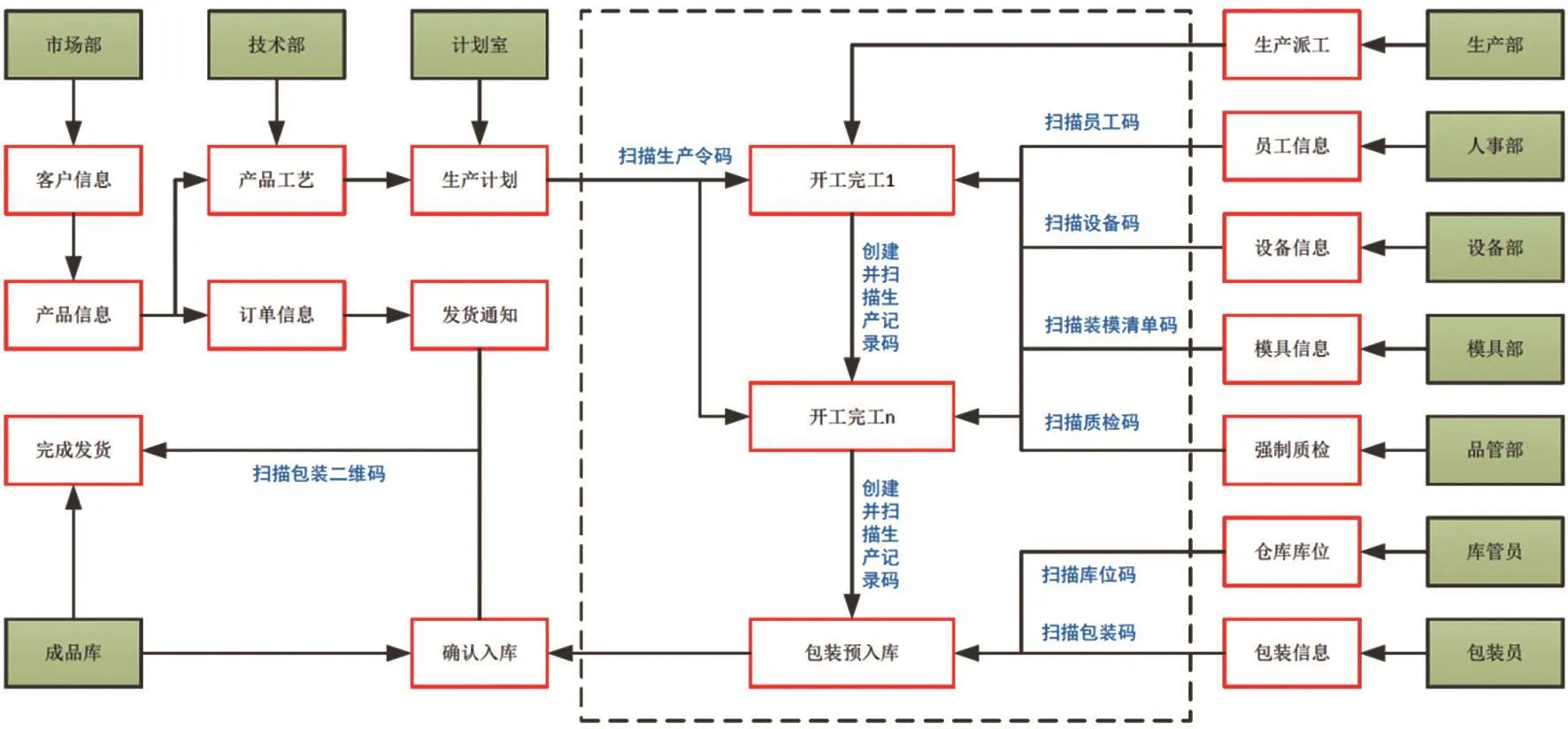
圖3 康尼精機MES系統主業務流程
康尼精機MES優勢
康尼精機MES系統具有生產數據采集實時性、真實性、廉價性、歷史生產信息可追溯、先進的裝模清單管理、SPC質量管理能力、自動創建各種報表、透明數字化工廠、持續創新和優化等優勢。
⑴生產數據采集實時性。采集各自負責的開工和完工數據,后臺實時匯總分析,利用二維碼技術高效信息采集和傳遞,通過分工合作、全員采集,滿足實時性要求。
⑵生產數據采集真實性。通過掃碼錄入減少采集工作量和出錯概率;工位自查、前后工序互查、品管巡查確保數據準確;提高數據造假成本,滿足數據真實性要求。
⑶生產數據采集廉價性。系統實施時間成本和資金成本低;減少數據統計專員崗位,運行成本低;系統功能操作便捷,培訓學習成本低;滿足數據獲取廉價性要求。
⑷歷史生產信息可追溯。科學高效地獲取、管理和利用生產信息,避免信息孤島,滿足可追溯要求。可由生產令碼、包裝碼、生產記錄等追溯。生產信息包括人員、設備、物料、工藝、模具、質檢、包裝、工時、客戶、產品、訂單、計劃、庫存和發貨等。
⑸先進的裝模清單管理。引入裝模清單概念實現模具與生產信息的集成,生產人員參與模具壽命采集,簡化模具信息采集工作。將模具與生產信息關聯,完善了產品生產信息追溯的內容,實現了模具使用履歷的自動統計。
⑹SPC質量管理。運用統計過程控制理論,在線分析生產過程中自動或手動采集的關鍵尺寸,對異常波動提出預警和控制,提高產品質量和管理水平。提供自動尺寸檢測和SPC質量管理工具、手動尺寸檢測和SPC質量管理工具。其中手動SPC質量管理工具的特點包括:不需要復雜自動化檢測設備,適用范圍廣;不用記錄尺寸數值,僅屏幕選擇尺寸范圍;工人操作簡便,不易出錯,杜絕數據造假;包括自檢和巡檢,符合實際生產要求。
⑺自動創建各種報表。報表生成更加快捷。在應用MES系統前,生產管理人員做一張生產報表,需要在幾張EXCEL中匯總,加大了工作量,而且容易出錯。通過MES系統的應用,可以快速生成想要的報表,創建各種報表更加高效、便捷。
⑻透明數字化工廠。根據客戶需求,遠程云端數據庫發布客戶關心的成品庫存數、原料毛坯數、當前在制數等信息。允許客戶在互聯網上隨時查詢信息,實現透明數字化工廠。發布客戶關心的信息:成品庫存數、原料毛坯數、當前在制數等信息。根據不同客戶需求,個性化定制發布更為豐富的信息,例如訂單、計劃、發貨等信息。
⑼持續創新和優化。康尼精機MES系統的生產管理業務流程來自一線生產人員和企業管理者,融合了企業生產管理的先進理念和成熟經驗。康尼精機既是系統的研發者,也是使用者。自主開發,擁有知識產權,可以深度定制,隨著企業的成長而持續優化。
結束語
從國外的發展趨勢看,ERP和MES系統的分工愈加清晰。企業智能制造的應用焦點已經由ERP轉向MES系統,MES系統已經由ERP的配角轉變為生產管家的主角。MES系統將對更多的“人、機、料、法、環”的信息進行閉環處理,達到了從采集、傳輸、分析、控制到管理的巨大提升。一方面,MES系統將與精益管理思想進行更深入的融合。相比ERP,MES系統在企業的精益管理思想落地方面更具有可操作性,在汽車、家電等裝配行業,借助MES系統的物料拉動功能,企業已經實現JIT、JIS管理;另一方面,基于MES系統制造大數據的分析處理將成為MES系統面臨的課題和挑戰,MES產生的制造數據不僅包括結構化數據,還包括大量的非結構化數據,如實時歷史數據庫、圖片等。
精益管理的思想將滲透和融入到MES系統中。同時MES系統的易用化,也離不開各類硬件傳感器的開發和使用,以進一步提高數據采集的及時性、準確性,取代人工采集,降低工作強度和數據采集成本。
猜你喜歡
中小學信息技術教育(2021年8期)2021-09-10 17:59:45
甘肅教育(2020年18期)2020-10-28 09:06:02
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
中國衛生(2014年1期)2014-11-12 13:16:34
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
江蘇年鑒(2014年0期)2014-03-11 17:09:40