ARTIS CTM-V6刀具監(jiān)控系統(tǒng)應(yīng)用不同傳感器的試驗對比
2018-10-26 06:11:34沈陽機床股份有限公司遼寧110142薛慶鑫魏廣元
金屬加工(冷加工) 2018年10期
關(guān)鍵詞:系統(tǒng)
■沈陽機床股份有限公司 (遼寧 110142) 薛慶鑫 魏廣元

掃碼了解更多
1.試驗?zāi)康?/h2>
本項目以云南CY集團有限公司智能車間項目中某型號高剛度數(shù)控車床為對象,通過ARTIS刀具監(jiān)控系統(tǒng)監(jiān)控機床在持續(xù)加工工件情況下機床刀具狀態(tài),驗證ARTIS刀具監(jiān)控系統(tǒng)在機床加工過程中,刀具出現(xiàn)問題時的響應(yīng)是否可以及時有效。
因為CTM-V6系統(tǒng)需要將CTM卡安裝在PCI插槽并進行數(shù)據(jù)傳輸,西門子840Dsl系統(tǒng)可以滿足條件,而國產(chǎn)系統(tǒng)(本次使用的是華中818A數(shù)控系統(tǒng))則沒有PCI插槽,所以必須通過工控機將數(shù)據(jù)信號轉(zhuǎn)到顯示器。另一方面,使用西門子840Dsl系統(tǒng)時CTM-V6系統(tǒng)可以直接從西門子系統(tǒng)采集扭矩信號,用以監(jiān)控刀具變化。而國產(chǎn)系統(tǒng)沒有此功能,需要使用力矩傳感器來采集扭矩信號。
本次試驗?zāi)康氖潜O(jiān)控刀具極限加工時的損耗和控制效果,對比不同數(shù)據(jù)采集方式的優(yōu)缺點。選擇適合的刀具監(jiān)控系統(tǒng)來降低機床運行成本,提升機床可靠性。
2.ARTIS刀具監(jiān)控系統(tǒng)產(chǎn)品功能
(1)通過采集扭矩變化的數(shù)據(jù)可以檢測機床在加工過程中產(chǎn)生的刀具異常破損、刀具磨損和刀具丟失等情況。
(2)報警信息通過Profibus總線(國產(chǎn)系統(tǒng)用I/O點)傳輸給數(shù)控系統(tǒng),同時激活報警信息,根據(jù)不同報警等級,NC系統(tǒng)自動選擇報警或者停止機床運行。
(3)此系統(tǒng)對推測刀具使用壽命有一個可靠的依據(jù)和保證。采購人員也會因此制定更加合理的批量采購計劃。有效降低企業(yè)每天的生產(chǎn)運行成本。
3.刀具監(jiān)控系統(tǒng)組成
刀具監(jiān)控系統(tǒng)兩種方式產(chǎn)品組成如附表所示。本次試驗暫時使用西門子顯示器代替工控機來顯示數(shù)據(jù)。DTA是使用西門子系統(tǒng)自帶扭矩數(shù)據(jù),CFM4是使用力矩傳感器采集扭矩數(shù)據(jù)。產(chǎn)品聯(lián)接順序如圖1、圖2所示。
4.現(xiàn)場報警參數(shù)設(shè)置
(1)報警參數(shù)設(shè)置,學(xué)習(xí)曲線:使用新刀試切樣件,所得信號的峰值設(shè)置為100%,面積設(shè)置為100%。即為學(xué)習(xí)曲線(圖3~圖5中淡綠色填充圖)。學(xué)習(xí)曲線是理想曲線,這時刀具完全沒有磨損。ARTIS系統(tǒng)以此曲線作為標(biāo)準曲線參照,進行加工的調(diào)整及報警參考。
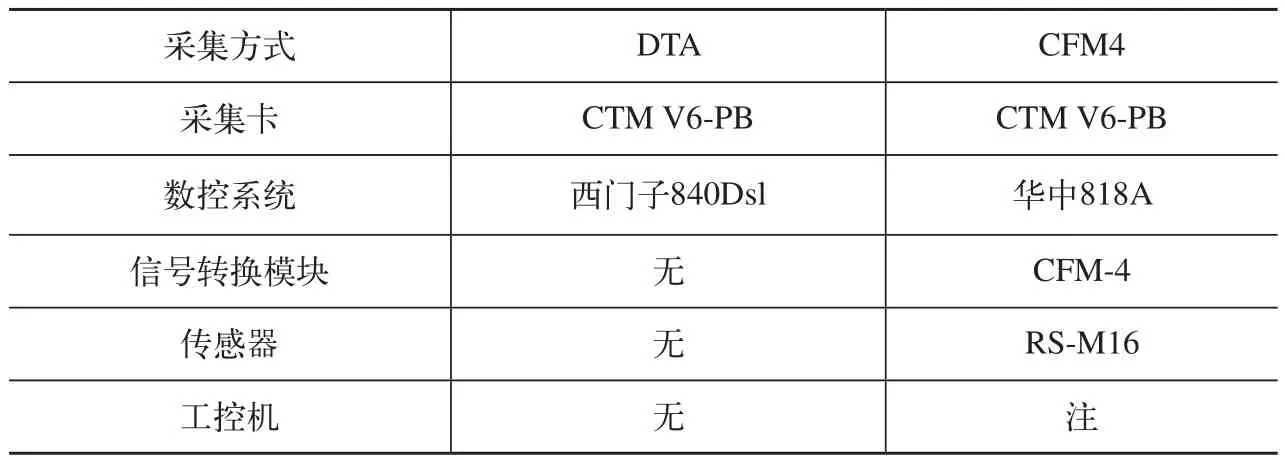
刀具監(jiān)控系統(tǒng)表
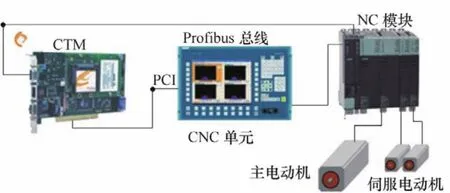
圖1 DTA連線圖
(2)缺刀參數(shù)設(shè)置:缺刀曲線面積小于50%時系統(tǒng)提示缺刀報警。
(3)鈍刀參數(shù)設(shè)置:更換到一把工藝認為已經(jīng)磨損嚴重,不再使用的舊刀,試切。記錄面積數(shù)值130%,峰值數(shù)值130%,將鈍刀面積數(shù)值設(shè)置為125%。當(dāng)實際加工時,實際切削面積大于設(shè)置的鈍刀面積時,系統(tǒng)將提示鈍刀報警。
鈍刀設(shè)置值是根據(jù)實際情況而定的,出現(xiàn)實際鈍刀報警而發(fā)現(xiàn)刀具磨損不嚴重,則證明鈍刀設(shè)置偏低,調(diào)整鈍刀報警上限到148%。
(4)斷刀參數(shù)設(shè)置:斷刀報警值暫時設(shè)置130%。當(dāng)實際加工出現(xiàn)斷刀報警后,發(fā)現(xiàn)刀具并沒有斷,證明斷刀報警值偏低,可以對斷刀上限值進行相應(yīng)的調(diào)整如150%。
(5)實際切削監(jiān)測圖形如圖3~圖5所示,上面窗口為DTA窗口,即系統(tǒng)采集西門子電動機扭矩信號;下面窗口為CFM4窗口,即系統(tǒng)采集力矩傳感器信號。
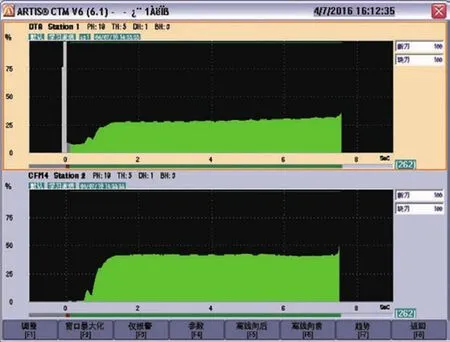
圖3 學(xué)習(xí)曲線
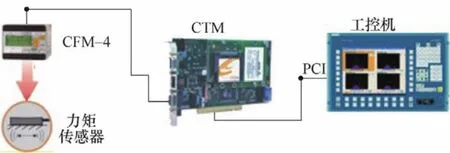
圖2 CFM4連線圖
由圖形可以分析出,綠色部分為學(xué)習(xí)曲線,可以看出DTA曲線約30%,CFM4曲線約40%。深藍色部分為實際切削過程中與學(xué)習(xí)曲線重合的部分。紅色部分為實際切削過程中超出學(xué)習(xí)曲線的部分,可以看出DTA曲線約40%,CFM4曲線約60%。黃色橫線為斷刀上限,DTA曲線設(shè)置為77%,CFM4曲線設(shè)置為100%。
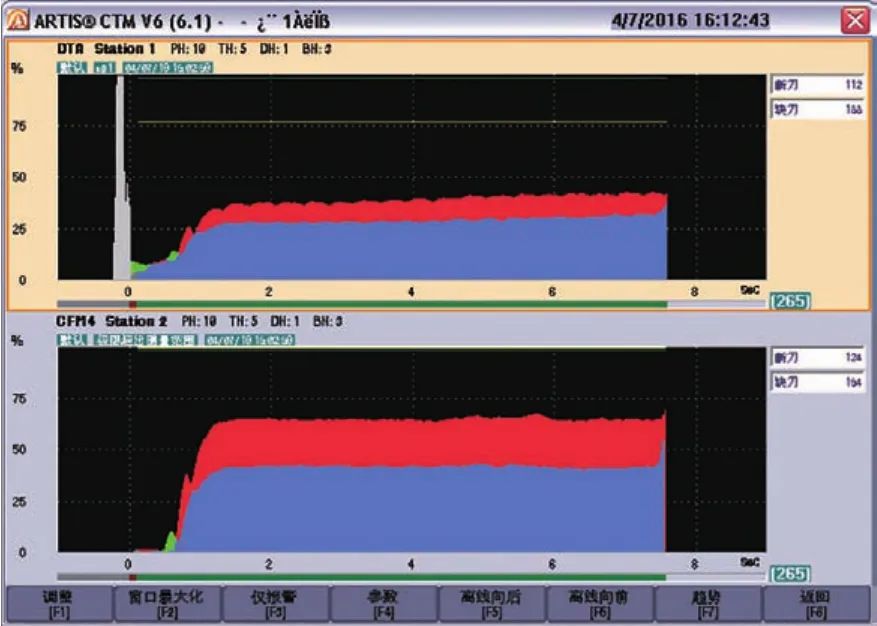
圖4 加工試驗曲線變化
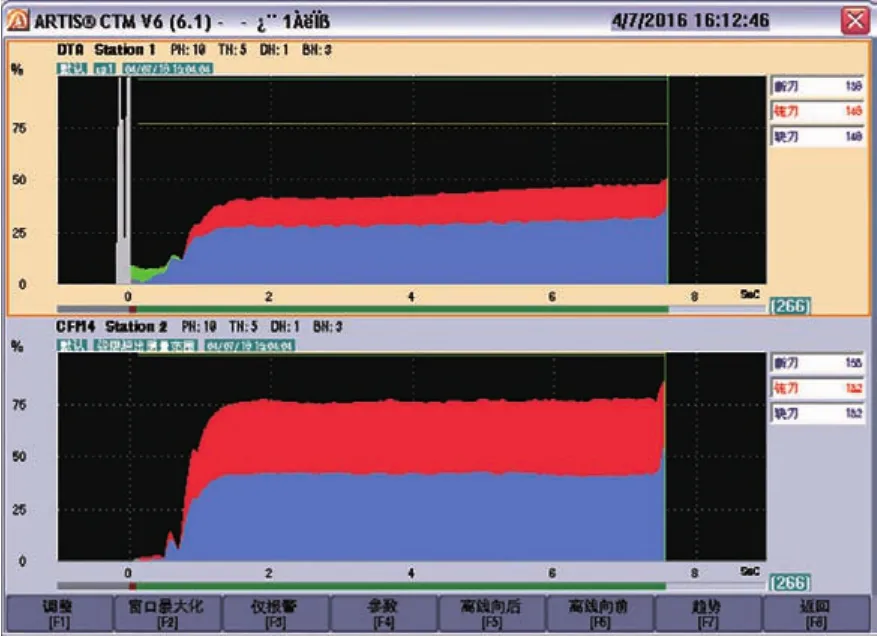
圖5 大切深試驗曲線變化
可見CFM4曲線相對DTA曲線敏感,曲線變化快速。因此設(shè)置斷刀、鈍刀等參數(shù)時需要加大。進行破壞性試驗,加大切削進給量試驗。可以看出圖4出現(xiàn)紅色狀態(tài)曲線,曲線快速上升,證明切削扭矩快速增加;圖5紅色狀態(tài)曲線上升,尾端快速上升到達預(yù)警位置,系統(tǒng)右側(cè)提示欄提示鈍刀狀態(tài)。CTM系統(tǒng)報警并通過NC系統(tǒng)將機床各動力軸斷開,檢查現(xiàn)場刀具有輕微損壞。證明ARTIS系統(tǒng)可以最大程度保護機床,試驗成功。
5.結(jié)語
經(jīng)過刀具初始學(xué)習(xí)后,進行刀具磨損、刀具缺刀以及破壞性刀具斷刀試驗。ARTIS兩種采集方式均能快速、準確地捕捉到機床加工過程中刀具出現(xiàn)的各種異常情況,及時進行報警處理。
(1)CFM-4采集方式的刀具監(jiān)控系統(tǒng)優(yōu)點是可以適用于多種系統(tǒng),對于刀具監(jiān)控更敏感;缺點是需要增加傳感器、信號轉(zhuǎn)換器,部分系統(tǒng)沒有PCI插槽,還需要增加工控機用來顯示,成本較高。
(2)DAT采集方式的刀具監(jiān)控系統(tǒng)優(yōu)點是組件少,方便配置,節(jié)省空間,成本相對低一些。缺點是對數(shù)控系統(tǒng)要求比較嚴(例如PCI插槽,西門子840Dsl系統(tǒng)需單獨訂P60、HMI-SL等權(quán)限),如無相應(yīng)功能則無法使用。
總的來說無論選擇哪款配置,都可以對提高機床加工效率、改善產(chǎn)品質(zhì)量有一定的保障作用,也有助于機床的維護保養(yǎng)和故障診斷。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
