加工中心I5系統編程代碼
2018-10-26 06:11:36沈陽機床股份有限公司遼寧110024王玲麗
金屬加工(冷加工) 2018年10期
關鍵詞:指令
■沈陽機床股份有限公司 (遼寧 110024) 王玲麗

掃碼了解更多
在眾多的數控系統中,I5系統是由沈陽機床自主研發的具有自主知識產權的智能化數控系統。不同的數控系統可能會將同一功能定義成不同的代碼,所以當我們熟練其他系統的編程,再面對I5系統時還需要再學習它的編程格式或規則。
1. 準備功能代碼
(1)G00(快速點定位指令)。
G00 X_Y_Z_;
(2)G01(直線插補)。
G01 X_Y_Z_F_;
語句中的X_Y_Z_表示絕對值指令時,是終點的坐標值;表示增量值指令時,是刀具移動的距離。F_表示刀具的進給速度(進給量)。
(3)G90/G91,AC/IC(絕對值/增量值)。
G90表示絕對尺寸;G91表示增量尺寸;X=AC(…)表示某軸以絕對尺寸輸入,程序段方式;X=IC(…)表示某軸以相對尺寸輸入,程序段方式。
(4)G02,G03(圓弧插補)。
G2/G3 X_Y_I_J_K_表示圓心和終點;G2/G3 X_Y_Z_CR=_表示半徑和終點;G2/G3 I_J_K_AR=_表示張角和圓心;G2/G3 X_Y_Z_AR=_表示張角和終點;CIP X_Y_Z_IM=_JM=_KM=_表示終點和中間點;CT X_Y_Z_表示切向連接的圓弧。
(5)G54~G59(可設定零點坐標系SZS)。
用MDI面板可設定6個工件坐標系G54~G59,指定其中一個G代碼,可以選擇6個中的一個。
(6)TRANS/ATRANS(可編程的零點偏移)。
TRANS X_Y_Z_;//可編程的偏移,絕對量。
ATRANS X_Y_Z_;//可編程的偏移,附加于當前的指令。
TRANS;//不帶數值,清除所有有關偏移、旋轉、比例系數及鏡像的指令。
(7)長度補償。
刀具調用后,刀具長度補償立即生效。
(8)G40~G42(刀具半徑補償)。
G00(G01) G41(G42)IP_D_;
G41表示左側刀具半徑補償(見圖1);G42表示右側刀具半徑補償;IP_表示各軸坐標值;D_表示指定刀具半徑補償值的代碼(1~3位);G40表示刀具半徑補償取消。
(9)ROT,AROT(可編程旋轉)。
ROT RPL=_ ;
RPL=_ ;
ROT ;
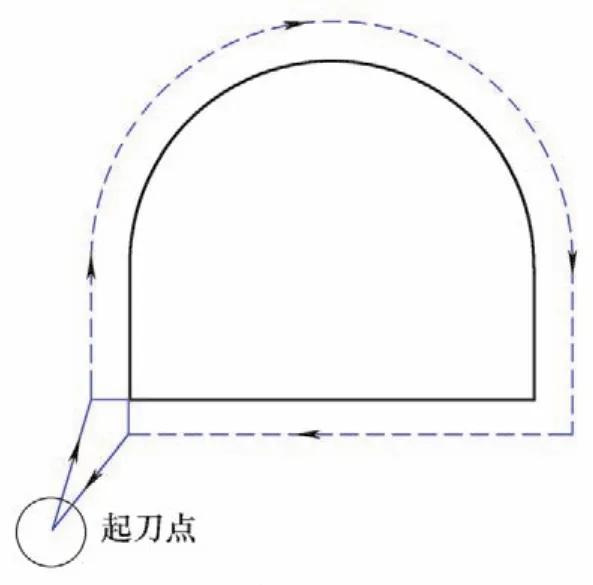
圖 1
ROT表示坐標旋轉(絕對量);AROT表示坐標旋轉(相對量);RPL表示旋轉角度;ROT表示無數值,取消坐標旋轉。
(10)SCALE,ASCALE(可編程的比例系數)。
SCALE X_ Y_ Z_;
ASCALE X_ Y_ Z_;
SCALE表示可編程的旋轉偏移量(絕對量);ASCALE表示可編程的偏置量,附加至當前偏置中(相對附加量);X_Y_Z_表示各軸的比例系數。
(11)MIRROR,AMIRROR(可編程的鏡像)。
可編程的鏡像道理如同制圖軟件中的鏡像功能(見圖2)。
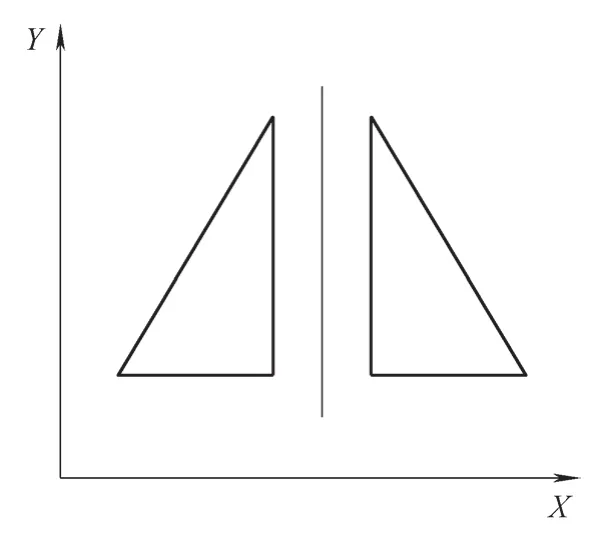
圖 2
MIRROR X0 Y0 Z0;//可編程的鏡像。
AMIRROR X0 Y0 Z0;//可編程的鏡像,附加于當前的指令。
MIRROR;//不帶數值,刪除以前的偏移、旋轉、比例系數、鏡像的指令。
(12)G110,G111,G112(極坐標)。
G110 AP=_RP=_ ;
G111 AP=_RP=_ ;
G112 AP=_RP=_ ;
G110為極點定義,相對于上次編程的設定位;G111為極點定義,相對于當前工件坐標系的零點;G112問極點定義,相對于最后有效的極點;AP為極坐標角度;RP為極坐標半徑。
(13) G70/G71(公英制)。
G20;//英寸輸入
G21;// 毫米輸入
2.固定循環代碼
(1)CYCLE71(平面銑削)。
CYCLE71(RTP,RFP,SFD,DEP,SPA,SPO,LENG,WID,STA,MIDP,MIWD,FALD,FFS,TYP)
(2)CYCLE72(輪廓銑削)。
CYCLE72(KNAME,RTP,RFP,SFD,DEP,MIDP,FAL,FALD,FFC,FFD,TYP,TRC)
(3)CYCLE76(矩形軸徑銑削)。
CYCLE76(RTP,RFP,SFD,DEP,LENG,WID,CRAD,SPA,SPO,STA,MIDP,FAL,FALD,FFC,FFD,TYP,LBS,WBS)
(4)CYCLE77(圓形軸徑銑削)。
CYCLE77(RTP,RFP,SFD,DEP,SDIA,SPA,SPO,STA,MIDP,FAL,FALD,FFC,FFD,MDIR,TYP,DBS)
(5)POCKET1(矩形腔體銑削)。
POCKET1(RTP,RFP,SFD,DEP,LENG,WID,CRAD,CPA,CPO,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF)
(6)POCKET2(圓形腔體銑削)。
POCKET(RTP,RFP,SFD,DEP,PRAD,CPA,CPO,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF)
(7)SLOT1(圓周槽銑削)。
SLOT1(RTP,RFP,SFD,DEP,DPR,NUM,LENG,WID,CPA,CPO,RAD,STA,INA,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF,FALD,STA2)
(8)SLOT2(環形槽銑削)。
SLOT2(RTP,RFP,SFD,DEP,DPR,NUM,LENG,WID,CPA,CPO,RAD,STA,INA,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF,FALD,STA2)
(9)CYCLE90(螺紋銑削)。
CYCLE90(RTP,RFP,SFD,DEP,DPR,DIATH,KDIAM,PIT,FFR,MDIR,TYP,CPA,CPO)
(10)CYCLE81(中心鉆鉆削)。
CYCLE81(RTP,RFP,SFD,DEP,RDP),具體動作如圖3所示。
(11)CYCLE82(锪平面鉆削)。
CYCLE82(RTP,RFP,SFD,DEP,RDP,DTB)
(12)CYCLE83(深孔鉆削)。
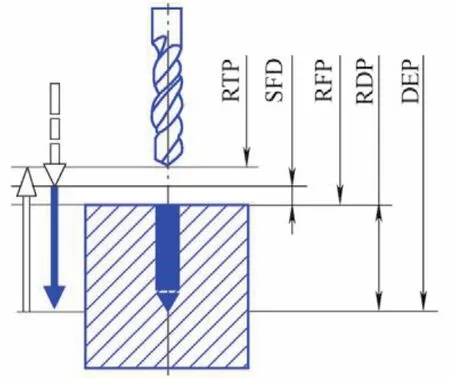
圖 3
CYCLE83(RTP,RFP,SFD,DEP,RDP,FDEP,FRDP,DAM,DTB,DTS,FRF,TYP)
(13)CYCLE84(剛性攻螺紋)。
CYCLE84(RTP,RFP,SFD,DEP,RDP,DTB,SDAC,MPIT,PIT,POSS,SST,SSR)
(14)CYCLE85(鏜孔1)。
CYCLE85(RTP,RFP,SFD,DEP,RDP,DTB,FFW,FBW)
(15)CYCLE86(鏜孔2)。
CYCLE86(RTP,RFP,SFD,DEP,RDP,DTB,SDIR,RPFA,RPSA,RPTA,POSS)
(16)CYCLE87(鏜孔3)。
CYCLE87(RTP,RFP,SFD,DEP,RDP,SDIR)
(17)CYCLE88(鏜孔4)。
CYCLE88(RTP,RFP,SFD,DEP,RDP,DTB,SDIR)
(18)CYCLE89(鏜孔5)。
CYCLE89(RTP,RFP,SFD,DEP,RDP,DTB)
3.切削進給F代碼
在實際的切削中進給速度是用F代碼后面的數值指定的,在實際應用中常用的有兩種方式來指定進給速度。
(1)每分鐘進給(G94)是指在F后的數值就是進給速度的大小。
(2)每轉進給(G95)是指在F后跟的數值,是每轉的進給量。
4.換刀功能T代碼
T代碼是刀具號代碼,在自動換刀的數控機床中,該代碼用以選擇所需的刀具。代碼以T為首,其后跟兩位數字。T代碼要與M6(自動換刀)配合使用。
5.結語
數控機床的編程,雖說通過看書可以學會大概的編程格式,并掌握一些編程規則。但數控編程是實用型的,只有在應用中才能更好地、更深入地理解每個代碼的具體意義,所以說理論和實踐的結合是學好數控編程的關鍵。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
