一種復合蒸餾酒的生產工藝優化
2018-10-30 14:33:24賈亞偉劉海波孔小勇王紅玉武圓圓
釀酒科技 2018年10期
賈亞偉,陳 力,戴 源,劉海波,孔小勇,朱 超,王紅玉,武圓圓
(江蘇洋河酒廠股份有限公司,江蘇宿遷223800)
夏朗德壺式蒸餾在液態蒸餾過程中對發酵類蒸餾酒的質量起著重要作用,也是提香的一個關鍵工序,機組采用T2紫銅,導熱性能較好,對酯化反應有催化作用,同時能使丁酸、己酸、癸酸等不良氣味的酸轉化成不溶的銅鹽析出[1-2]。隨著蒸餾過程的進行,餾出液酒精濃度及大多數香氣成分餾出含量逐步降低,仲丁醇、乙酸乙酯在蒸餾前期酒頭快速餾出,而甲醇、正己醇、苯乙醇、糠醛及一些大分子類物質如辛酸、癸酸乙酯等則富集于蒸餾后期;酒心部分的酒精濃度較高,蒸餾產生的風味物質較多,而且雜質最少,因此酒頭、酒尾截取時間會顯著影響蒸餾酒的品種香氣和非酒精揮發物總量的含量,截流比例和蒸餾溫度對產品的質量指標和風味成分比例構成有重要的作用[3-5]。
在實際生產過程中,由于原料種類、配比等因素的影響,釀造蒸餾酒的生產工藝最佳參數和產品質量有較大的差別,其中非酒精揮發物總量是區分質量等級的一個重要指標。本研究通過對復合果糧蘋果、柑橘、紅薯、糯米發酵液的蒸餾生產工藝的優化研究,利用高效氣相色譜-質譜聯用儀對不同蒸餾階段的非酒精揮發物總量進行檢測,以最大限度和最優比例保留原料中固有的風味物質和發酵、蒸餾產生的香氣成分,從而改善風味和口味,提高產品質量,實現產品兼具白蘭地和中國白酒的風味特征,為蒸餾工藝的改進提供理論依據。

表1 響應面實驗因素水平編碼
1 材料與方法
1.1 材料、儀器
材料:蘋果發酵液、柑橘發酵液(12%vol,20℃,市售);紅薯發酵液、糯米發酵液(14%vol,20℃,市售);酯類、高級醇類、醛類、糠醛等標準品(Sigma公司);氫氧化鈉、酚酞等(國藥集團化學試劑有限公司,A.R.);水為二次重蒸水。
主要儀器:Agilent7890A-5975C氣質聯用儀,美國安捷倫科技公司;CP-WAX 57CB色譜柱(50 m×0.25 mm ×0.2 μm),美國賽默飛世爾科技公司;夏朗德壺式蒸餾機組(60 L),浙江章達輕工機械廠。
1.2 實驗方法
1.2.1 復合果糧蒸餾酒的制備
壺式蒸餾機組分為兩次蒸餾,第一次在粗蒸餾器中進行,酒精度需控制在25%vol~30%vol,第二次蒸餾是在精餾的壺式蒸餾鍋中進行,餾分根據酒精度和質量指標要求截取。在蒸餾過程中,首次蒸出來的餾分稱“酒頭”,之后的中餾部分稱“酒心”,最后蒸發出來的酒液稱“酒尾”,酒頭和酒尾被再次蒸餾,以便充分利用其中的風味成分和酒精[6]。第二次蒸餾按總酒分中純酒精計算來截取酒頭,按酒精度截取酒尾。開始流酒時,調節冷卻水和蒸汽閥門,使流出酒液的溫度控制在20~25℃,二次餾出液酒心部分陳化后即可得到口感醇厚的蒸餾酒。
1.2.2 蒸餾工藝條件的優化
實驗前期,已分別對發酵液的液態蒸餾工藝條件進行了單因素考察,本實驗在單因素結果的基礎上,按蘋果發酵液∶柑橘發酵液∶紅薯發酵液∶糯米發酵液=2∶1∶1∶5配制45 L復合果糧發酵液,在蒸汽壓力101.3 kPa條件下,選取粗餾酒精度、酒頭去除量、精餾溫度、酒心酒精度對非酒精揮發物總量影響較大的4個因素,其中酒頭去除量按發酵液中純酒精總量計算,精餾溫度為蒸餾液的酒心溫度。根據響應面軟件(Box-Behnken)試驗設計原理,采用4因素3水平的響應曲面分析法設計中心組合試驗,試驗因素與水平設計見表1。
1.2.3 檢測方法
(1)酒精度測定:按照GB/T 15038—2006酒精計法。
(2)總酸和固定酸的測定:電位滴定法,以乙酸計。
(3)總酯的測定:中和滴定(皂化反應)法,以乙酸乙酯計。
(4)高級醇、醛類、糠醛:氣相色譜法測定,其中,醛類以乙醛計。GC條件:CP-WAX 57CB柱(50 m×0.25 mm ×0.2 μ m),程序升溫,初溫 35 ℃,保持5 min,以5℃/min升溫至105℃,保持6 min,再以8℃/min升溫至225℃;進樣口溫度200℃,檢測器230℃;分流進樣,分流比為25∶1;載氣:高純氮,流速 2.0 mL/min;經濾膜(0.45 μ m)過濾,進樣量1 μL 。
(5)非酒精揮發物總量[g/L(100%vol乙醇)]=揮發酸+酯類+醛類+糠醛+高級醇,其中,揮發酸(以乙酸計)=總酸-固定酸[7]。
(6)感官評價:按照GB 2757—2012《食品安全國家標準蒸餾酒及其配制酒》衛生標準和白蘭地國家標準GB/T 11856—2008[8-9]。
2 結果與分析
2.1 響應面實驗設計及結果
采用響應面實驗設計優化液態蒸餾工藝,以非酒精揮發物總量為指標,同時檢測各因素對酒精度、總酸、揮發酸、總酯、高級醇、醛類、糠醛的影響,確定發酵液最佳蒸餾工藝參數組合,實驗方案和實驗結果見表2。
表2 響應面實驗設計及結果
運用Design-Expert.8.05統計軟件對表2中實驗數據進行二次回歸擬合,得到復合果糧發酵液液態蒸餾的非酒精揮發物總量的回歸方程:
Y=3.06+0.43A+0.33B+0.32C+0.14D+0.29AB-0.13AC-0.49AD+0.11BC-0.30BD+0.41CD-0.90A2-0.64B2-0.50C2-0.57D2,其方差分析結果見表3。
由表3可知,模型p<0.0001,表明本模型方程高度顯著;模型失擬項p=0.1066>0.05,表明模型失擬項不顯著,模型選擇合理;相關系數R2=15.24/15.52=0.9820,說明該模型預測值與實際值具有很好的擬合度。因此,該模型可用于復合果糧蒸餾酒中非酒精揮發物總量的分析和預測。
由回歸方程系數的估計值A=0.43、B=0.33、C=0.32和D=0.14,可得各因素對響應值影響的順序:粗餾酒精度>酒頭去除量>精餾溫度>酒心酒精度。此外,由方程系數顯著性檢驗可知,A、B、C的一次項p<0.0001,說明粗餾酒精度、酒頭去除量、精餾溫度3個因素高度顯著,D的p<0.01,說明酒心酒精度極顯著 ;二 次項 A2、B2、C2、D2的 p<0.0001,說明其對響應值影響均達到高度顯著。
2.2 響應面分析及優化
按照回歸模型繪制三維響應曲面圖,結果見圖1—圖6,三維響應面圖和等高線可直觀反映出因素間的交互作用對非酒精揮發物總量影響的強弱大小,交互項AB、AD、BD、CD的p值<0.01,說明四者的交互作用均達到極顯著水平,即粗餾酒精度和酒頭去除量、粗餾酒精度和酒心酒精度、酒頭去除量和酒心酒精度、精餾溫度和酒心酒精度4項的交互響應面表現為曲線坡度陡峭,且等高線呈橢圓形,表明交互作用極強,響應值較敏感;而AC、BC的p值>0.05,交互作用不明顯,即粗餾酒精度和精餾溫度、酒頭去除量和精餾溫度兩者的響應曲線表現為相對前者較平滑,且等高線偏圓形較稀疏,表明對響應值影響不顯著。此外,隨著粗餾酒精度、酒頭去除量、精餾溫度、酒心酒精度4個因素的增加,非酒精揮發物總量呈現先增加后降低的趨勢;當各影響因素值趨向于中心附近時,曲面圖明顯凸起,說明復合果糧發酵液蒸餾產生的非酒精揮發物總量趨向最大化。

表3 回歸模型的方差分析

圖1 粗餾酒精度和酒頭去除量對非酒精揮發物總量影響的響應面及等高線圖
運用響應面回歸方程模型和各因素交互作用三維曲面圖進行分析,預測最佳工藝參數為:粗餾酒精度27.26%vol、酒頭去除量1.67%、精餾溫度76.66℃、酒心酒精度55%vol,此條件下,響應值最大,非酒精揮發物總量的預測值為3.23 g/L,考慮到實際生產的操作性,將蒸餾工藝參數修正為粗餾酒精度27%vol、酒頭去除量1.6%、精餾溫度76℃、酒心酒精度55%vol,所得復合果糧蒸餾酒的感官評價最佳。
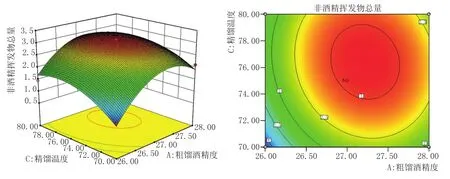
圖2 粗餾酒精度和精餾溫度對非酒精揮發物總量影響的響應面及等高線圖

圖3 粗餾酒精度和酒心酒精度對非酒精揮發物總量影響的響應面及等高線圖

圖4 酒頭去除量和精餾溫度對非酒精揮發物總量影響的響應面及等高線圖
此優化條件下,45 L復合果糧發酵液經一次蒸餾后得粗餾液酒精度為27%vol,體積21.0 L(不截取酒頭、酒尾),將粗餾液裝入蒸餾釜中,二次蒸餾時按純酒精總量1.6%體積去除酒頭約127 mL(酒精度71.6%vol),之后蒸餾液為酒心,蒸餾溫度76℃,收集酒心餾分酒精度55%vol,體積9.3 L(或截流至酒精度42%vol),剩余餾分酒尾和酒頭再次回到蒸餾鍋中與原發酵液一起進行重新蒸餾。根據蒸餾前后酒精度、體積的變化,第一次蒸餾時酒精富集效率達到94.5%,粗餾液收集率較高,殘液中殘存酒精極少;第二次精餾時酒心部分蒸餾液出酒率達44.3%。即45 L原發酵液二次蒸餾后可得到55%vol蒸餾酒約9.3 L,出酒率約20.7%,陳化后即可得到口感醇厚、香氣復合的蒸餾酒。
2.3 驗證性實驗
在優化蒸餾工藝參數下,產品非酒精揮發物總量的理論預測值為3.23 g/L。為檢驗實驗結果的可靠性,采用上述選取的優化工藝條件進行驗證實驗,結果見表4。

圖5 酒頭去除量和酒心酒精度對非酒精揮發物總量影響的響應面及等高線圖

圖6 精餾溫度和酒心酒精度對非酒精揮發物總量影響的響應面及等高線圖

表4 實驗值與方程值
經過理化和色譜檢測分析,從表4可看出,非酒精揮發物總量的實驗值為3.31 g/L,與理論預測值僅相差0.09 g/L,比較接近,說明利用響應面分析法擬合得到的液態蒸餾工藝回歸模型具有實用價值,優化預測的蒸餾工藝最佳參數組合準確可靠。
2.4 復合果糧蒸餾酒的質量指標
2.4.1 感官指標
產品兼具白蘭地和中國白酒的風味特征,色澤無色或微黃,澄清透明,香氣復合優雅,既具有原果蘋果、山楂的豐富果香,又富有濃郁的薯香及糯米的清香,口感清新微甜,純正無雜,風味典型性明顯。
2.4.2 理化指標
酒精度:54%vol~56%vol(20℃),非酒精揮發物總量≥2.0 g/L(100%vol乙醇),總酸(以乙酸計)0.40~0.45 g/L,總酯(以乙酸乙酯計)≥0.8 g/L,糠醛≤0.15 g/L,甲醇≤1.2 g/L(100%vol乙醇)。
3 結論
采用響應面分析法優化復合果糧蒸餾酒的蒸餾工藝條件,得出最佳的蒸餾工藝參數為:粗餾酒精度27%vol、酒頭去除量1.6%、精餾溫度76℃、酒心酒精度55%vol,此條件下,非酒精揮發物總量達到3.31 g/L,與理論預測值3.23 g/L接近,表明利用響應面分析法擬合得到的液態蒸餾工藝回歸模型具有實用價值,優化預測的蒸餾工藝最佳參數組合準確可靠。45 L復合果糧發酵液經一次蒸餾后得粗餾液酒精度27%vol,體積21.0 L,二次蒸餾時按純酒精總量1.6%體積去除酒頭,收集酒心餾分酒精度55%vol,體積9.3 L(或截流至酒精度42%vol)。根據蒸餾前后酒精度、體積的變化,第1次蒸餾時酒精富集效率達到94.5%,粗餾液收集率較高,殘液中殘存酒精極少;第2次精餾時酒心部分蒸餾液出酒率達44.3%。45 L原發酵液2次蒸餾后可得到55%vol蒸餾酒約9.3 L,出酒率約20.7%,陳化后即可得到口感醇厚、香氣復合的營養豐富的蒸餾酒,對進一步提高酒質和營養價值有很重要的意義,為干型蒸餾酒大規模生產提供理論依據。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
