基于溫度場評估的激光熔覆順序決策方法研究
2018-11-01 08:37:54王亞晨孫文磊王鑫龍黃海博
激光技術 2018年5期
關鍵詞:區域
王亞晨,孫文磊,黃 勇,王鑫龍,黃海博
(新疆大學 機械工程學院,烏魯木齊 830047)
引 言
再制造是綠色制造中最重要的一環,也是實現綠色制造的重要技術手段和方法[1]。激光熔覆沉積技術是激光增材制造技術的典型代表之一,在再制造工程的應用得到普遍的關注,成為目前最先進的再制造技術之一[2-4]。激光熔覆沉積組織特征與金屬材料受激光作用的熱過程密切相關。激光在掃描基材的過程中,掃描不同的位置必然會形成不同的溫度場。目前所有激光熔覆軌跡規劃都按照“單向順序”、“往復順序”、“回形順序”等簡單模式進行。這些不同掃描方式會給激光熔覆沉積的“控形控性”帶來什么影響一直受關注研究[5-7]。XU[8]等人分析了基體位置影響散熱的規律,利用數值計算“生死單元”的方法研究了掃描路徑對溫度場的影響,發現不同掃描路徑下的邊界熔池溫度相差很大。對反向熔覆和同側熔覆的過燒和塌陷區域進行預測并實驗驗證。LI[9]等人在對閥芯端帽工作面激光合金化的掃描路徑進行規劃時發現,采用雙螺旋式掃描路徑能夠有效提高工作面的耐磨性,同時減小零件變形。LONG[10]等人通過數值模擬方法研究了不同掃描形式下激光金屬沉積成形過程中熱應力的動態分布規律。CHEN[11]等人針對激光熔覆過程中易出現的熔覆層開裂現象,采用了單向送粉雙向掃描激光熔覆工藝,較好地抑制了熔覆層的開裂。在熔覆過程中,每產生一道合金層,整體基材上的溫度都會隨時間變化。正在凝固的熔融金屬受到當前基材溫度的影響。不同的積溫相當于給目前熔池疊加不同的能量,這就改變了基材與合金粉末融化-凝固過程中的能量輸入時間歷程。所以在激光熔覆修復過程中,可以根據基材上的溫度分布來選擇下一次激光掃描的路徑。這種評估選擇方法還要考慮不同材料快速凝固過程中組織成形規律及溫度影響因素。綜上所述,研究每一道激光掃描路徑的最佳位置,從而產生最好的組織形貌及最少的缺陷,以達到優化軌跡的目的,對激光熔覆有重要意義。
1 激光熔覆溫度場數值模擬
1.1 激光熔覆溫度場物理模型
基體的非線性瞬態熱傳導控制方程[12-13]:
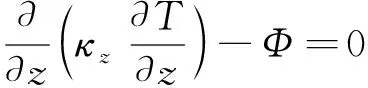
(1)
式中,ρ為材料的密度;c為材料的比熱容;κx,κy,κz分別為x,y,z方向上隨溫度變化的熱導系數;Φ為內部熱源的熱流率;T為瞬時溫度值。
1.2 激光熔覆溫度場有限元模型
利用ANSYS軟件建立有限元模型。熔覆層采用solid70單元,基體采用solid90單元。該單元有8個節點,每個節點只有一個溫度自由度。該單元可用于3維的穩態或瞬態熱分析問題,并可以補償由于恒定速度場質量輸運帶來的熱流損失[14]。圖1為solid70 3維熱實體單元的示意圖。
為了研究多道熔覆過程溫度場變化,建立如圖2所示有限元模型。下層較大面積的網格單元為板狀基體,基體尺寸為110mm×60mm×8mm。為提高運算速度,簡化模型,忽略零件的圓角等細節。為減少計算量,要盡量減少網格單元數量。在基材下層遠離熔覆層的區域采用尺寸較大的網格,單元尺寸為2mm。最上部網格代表熔覆沉積層,熔覆層尺寸30mm×40mm。單道熔覆寬度4mm,搭接率取50%,熔覆14道,熔覆1層。熔覆層網格較細,單元尺寸1mm。熔覆層與基材結合區域采用與熔覆層尺寸相似的單元過渡。因此基材單元尺寸由上至下逐漸變大。
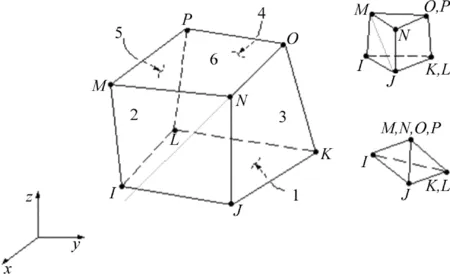
Fig.1 Solid70 unit
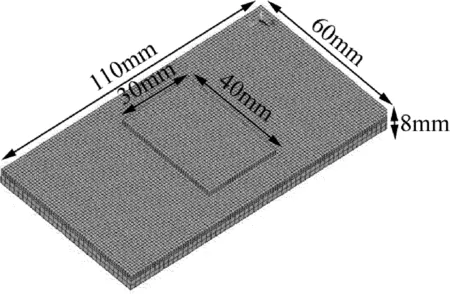
Fig.2 Unit model
2 基于溫度場評估的軌跡掃描順序決策方法
目前大部分激光熔覆軌跡中的掃描順序都按照“單向逐次順序”、“往復逐次順序”等簡單模式如圖3所示。每一道激光掃描位置的改變將會影響整個基體上的溫度場。每產生一道合金層,整體基材上的溫度場都會隨之變化。所以可以通過規劃掃描軌跡,再結合不同材料的凝固成形規律。使每一次熔覆都能在相對最合適(優)的區域進行以獲得最大、最好的控形控性效果。本文中稱這種方法為評估選擇法。
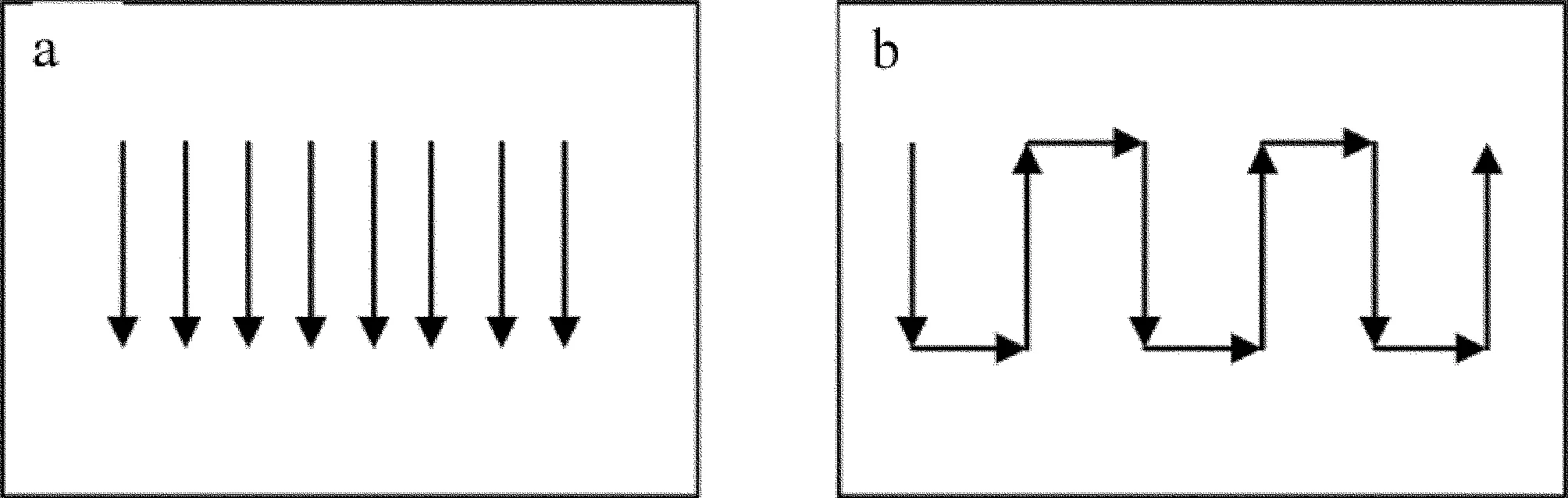
Fig.3 Scanning sequencea—one way successive sequence b—reciprocating successive sequence
評估選擇法需要在每一道激光掃描之前,對基材溫度場進行評估,并按照凝固理論來擇優選擇掃描位置。根據上面的結論,數值模擬方法可以很好地預測激光熔覆過程溫度場分布趨勢及溫度隨時間變化情況。所以可以先應用數值模擬方法來得到基體的瞬態溫度場,再根據不同材料快速凝固過程中組織成形規律來設計相應的評估方法,通過評估選擇激光熔覆位置。從而產生最好的組織形貌及最少的缺陷,以達到優化軌跡的目的。
下面對評估選擇方法做詳細說明。由于溫度是影響凝固過程的最重要因素,所以首先將溫度值做為評估的特征參量。如圖4a所示,在正方形基體上進行單向多道熔覆,一共需要熔覆n道。每一道的位置已確定,需要確定的是熔覆掃描順序。
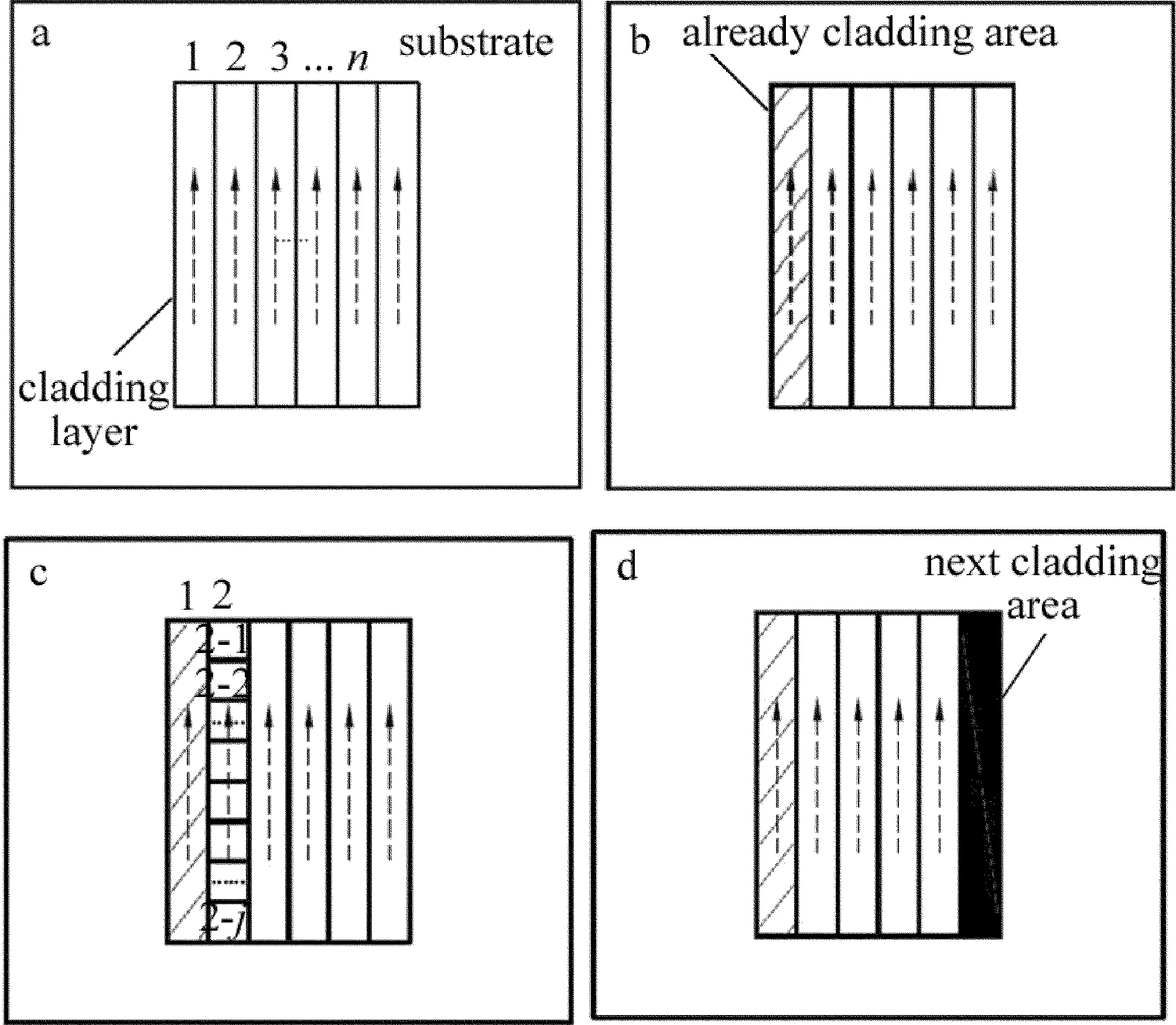
Fig.4 Temperature field evaluation method
a—before cladding b—the 1st cladding position c—to find average temperature and standard deviation of the 2nd zone d— the 2nd cladding position
首先可以選擇最邊緣位置進行第1次熔覆,見圖4b中陰影位置。應用上面數值模擬方法,在第1次熔覆結束后,求解整體溫度場瞬態解。以剩余未熔覆的區域為研究對象(2,3,4,…,n道),取出每道區域中的有限元模型單元的溫度瞬態值。比如,第2道區域,包含j個單元,單元編號為2-1,2-2,…,2-j,如圖4c所示。此刻每個單元的溫度值瞬態解為t2-1,t2-1,…,t2-j。第2道區域中所有單元溫度值瞬態解的平均值為:
(2)
式中,j為2道區域單元總數。同理第n道區域的單元溫度值瞬態解的平均值為:
(3)

同理,溫度在基材區域上分布的均勻程度也可以作為評估特征參量。設任意第n道區域的單元溫度值瞬態解的標準差值為:
(4)
式中,標準差α反映了溫度的分布均勻性,所以將α也定為評估特征參量。

3 試驗驗證結果及其分析
3.1 溫度測量及激光熔覆再制造系統的建立
激光熔覆再制造系統[15-16]包含激光制造系統、送粉系統、運動執行機構及工作臺、軟件控制系統以及其它輔助裝置,本實驗中采用的是美國IPG公司生產的4kW光纖激光器和德國KUKA機器人KR30HA,能實現柔性加工,系統布局如圖5a所示。在所選位置采用K型熱電偶對溫度變化進行測量。
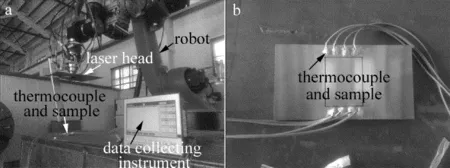
Fig.5 System equipment
3.2 不同熔覆軌跡順序對溫度場的影響
為了研究幾種方法對溫度場的影響,將單向逐次、往復逐次、評估選擇幾種方法所形成的溫度場關鍵特征參量進行了對比。根據熔覆過程的溫度場瞬態解來研究每一次熔覆前目標區域的基材溫度。圖6、圖7表示的是第2次~第14次熔覆前,3種方法所面對的熔覆目標區域(道)的基材平均溫度和溫度標準差。比如圖6和圖7中,對于單向逐次法,第3次熔覆的目標就是第3道。熔覆前第3道的溫度均值為573℃,溫度標準差為150℃左右。圖6中上面的箭頭引出的是單向逐次法熔覆第3次前的溫度場云圖。可以看出,第3道(云圖中白線)緊靠上一次完成的第2道,所以基礎溫度較高,溫度值分布也不均勻,溫度標準差大。而評估選擇法第3次的熔覆目標區域是第2道(云圖中白線),遠離上一次熔覆的第14道(圖6下面的箭頭所引出云圖)。熔覆前第2道的溫度均值為190℃,溫度標準差為16℃左右。都遠低于單向逐次法。從圖6中可以看出,在前7次,評估選擇法每一次所選區域的基材(礎)平均溫度遠低于單向逐次法和往復逐次法。之后,幾種方法的基礎溫度開始逐步接近。第14次熔覆,評估法的基礎平均溫度大于單向逐次法和往復逐道法。這是由于評估法的原理決定的。
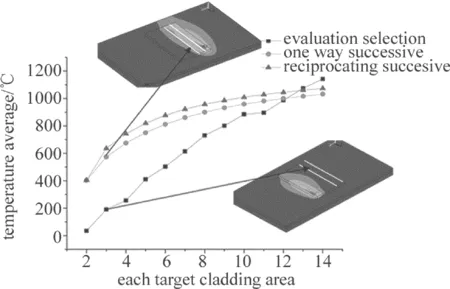
Fig.6 Basic average temperature of target area before each cladding
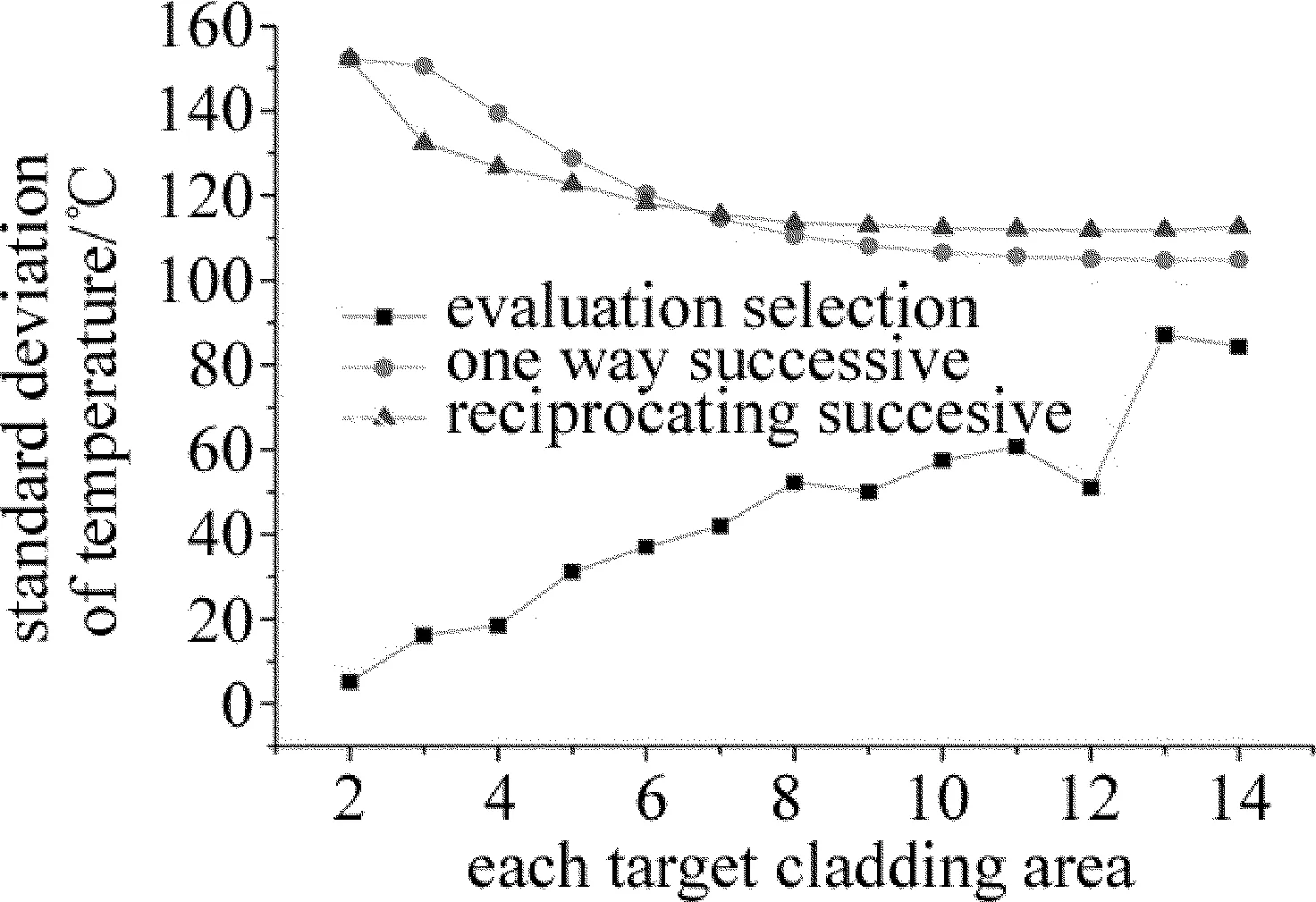
Fig.7 Temperature standard deviation of target area before each cladding
圖7中的基礎溫度標準差表示的是熔覆區域基礎溫度分布的均衡狀況。從圖上可以看出,評估選擇法在每一次熔覆前目標區域的溫度標準差都是最低的,特別是在熔覆前期比其它兩種方法均勻很多。說明評估選擇法每一次熔覆都是在一個溫度場分布非常均勻的區域展開。
3.3 激光掃描軌跡順序對沉積組織及缺陷的影響
為了研究不同激光掃描順序對激光熔覆沉積層組織的影響,應用上面的單向逐次、雙向逐次和評估選擇法對圖5b所示的45#鋼試驗板進行多道激光熔覆。基材成分見表1。采用鐵基粉末Fe50(HRC50~HRC58),粉末成分見表2。激光功率1600W,光斑直徑4mm,送粉速率30g/min,載氣速率600L/h,激光掃描速率5mm/s,搭接率50%。熔覆單層,14道。

Table1 Composition(mass fraction w) of 45# steel

Table 2 Composition(mass fraction w) of Fe50-based powder
圖8所示為試驗熔覆層的宏觀形貌,單向逐次法形成的樣件形貌最平整。而評估選擇法由于最后兩次熔覆都在中部區域(圖中黑圈處),所以中部凸起比較高。雙向逐次法外部形貌最差,大部分區域形成缺陷,這是由于試驗采用了側向送粉裝置。因為側向送粉裝置對激光掃描方向有嚴格要求,而雙向逐次法中必然有一個方向與要求相反,所以形成缺陷。隨著逐步搭接,這個區域的缺陷趨勢放大,最終形成如圖所示的形貌。
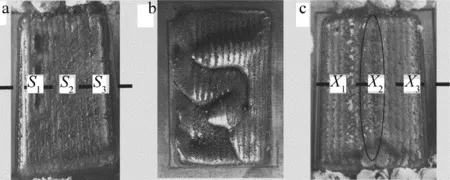
Fig.8 Macro-morphology of cladding layer
a—one way successive b—reciprocating successive c—evaluation and selection
將單向逐次法和評估選擇法得到的試驗樣件沿中部截面切開,如圖8所示,并在相應位置取樣進行顯微硬度測試。圖8a中的S1,S2,S3處為單向逐次法試樣顯微硬度測試位置;圖8c中的X1,X2,X3處為評估選擇法試樣顯微硬度測試位置;每個位置測試3次求均值。測試結果見表3。
從表中數據可以看出,評估選擇法試樣的顯微硬度高于單向逐次法。這是因為對于鐵基材料熔池的冷卻速度對于相變強化起到重要作用。較快的冷卻速度使熔覆層的硬度提升。將S3和X3處切下的試樣做電鏡掃描,電鏡照片如圖9所示。圖中顯示了熔覆層與基體結合處、熔覆層中部、熔覆層頂部的組織。從組織形態看單向逐次法形成了柱狀枝晶,側向分枝較為發達。生長方向基本垂直于結合界面,呈現典型的外延生長特征。評估選擇法擇形成了較多的胞狀晶。這是由于評估選擇法的熔池周圍溫度梯度更大,影響到熔池內的溫度梯度,控制凝固過程更加穩定。從尺度上看,枝晶的間距較大。
Table 3 Micro-hardness of one way successive method and evaluation selection method

numberS1S2S3X1X2X3microhardness/HV625.38620.58623.34680.09673.58683.01
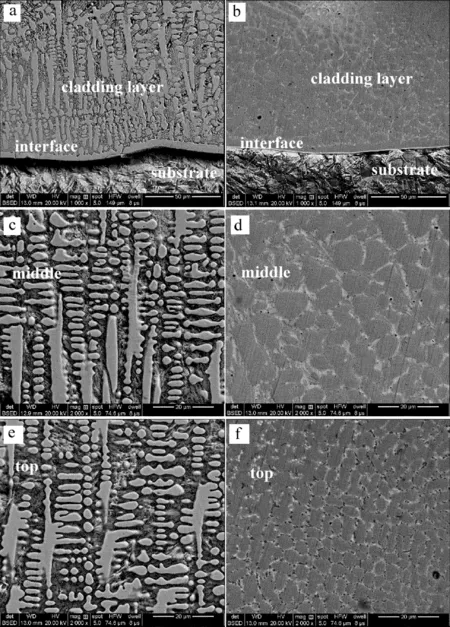
Fig.9 SEM micrographs of one way successive method(a,c,e) and evaluation selection method (b,d,f)
a—metallurgical bonding zone b—metallurgical bonding zone c—middle of cladding layer d—middle of cladding layer e—top of cladding layer f—top of cladding layer
3.4 激光掃描軌跡順序對基體變形的影響
為了對比3種方法對基材變形的影響,在試樣熔覆面的背后畫上網格,測量網格節點的變形情況,試樣網格測量點分布如圖10a所示。由于平板試樣使用前經過精磨,可以近似假定激光熔覆前整個試樣的各點變形量均為零。以基材未熔覆面矩形角點的平均值為參考零點,即其變形為0.000mm。這樣,其它測量點所測數值與參考零點之差即可認為是激光熔覆所引起的彎曲變形。
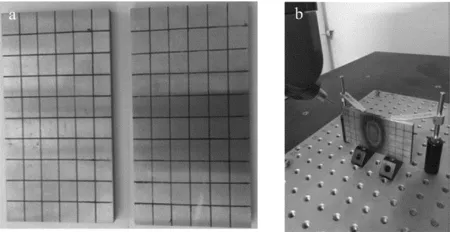
Fig.10 Measurement of deformation measurement point
如圖10b所示,將激光熔覆后的試樣放在專用的夾具上,樣件的側面可以作為水平基準與工作臺接觸。在三坐標測量機(其最小分辨率為1μm)上,測量激光熔覆后試樣背面網格點的坐標值。每塊樣件共計測量77個點。為對比3種方法所熔覆樣件變形的大小,將所測數據中在厚度方向最大的10個值列出,再將每列數據求均值,如表4所示。從數據中可以看出評估選擇法的基材在厚度方向上變形最小,往復逐次法最大,單向逐次法在兩者之間。三者之間的差距見圖11。
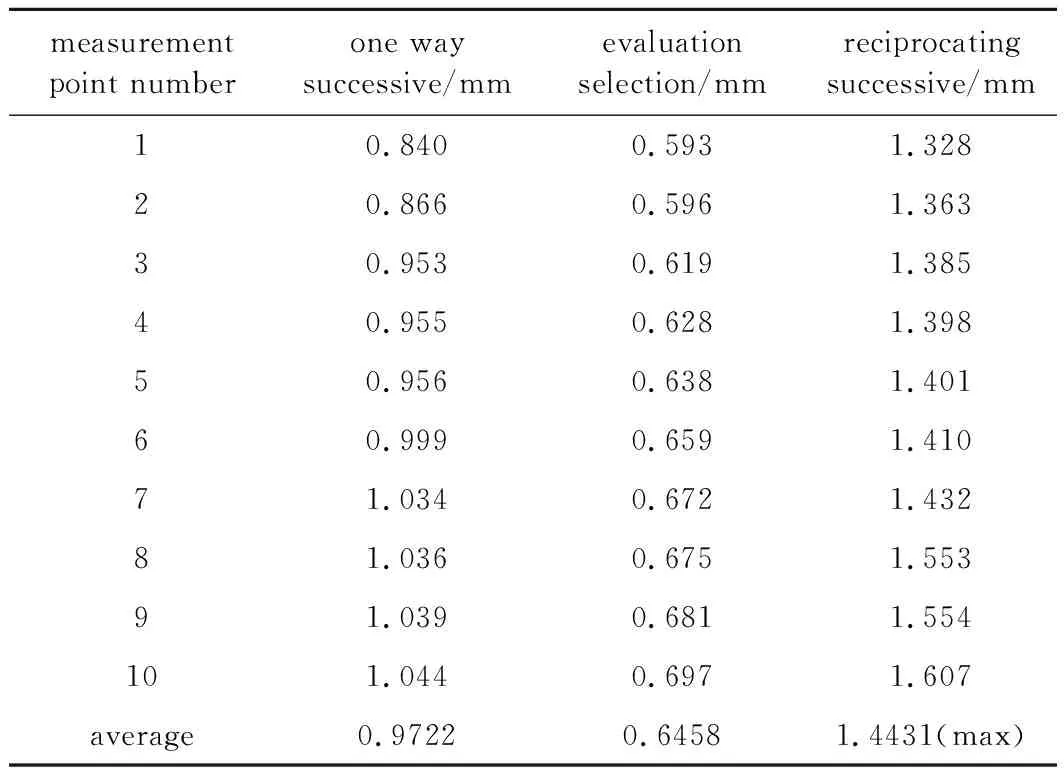
Table 4 Deformation data of thickness direction
為了直觀地觀察每種方法所產生的變形大小,把所測數據擬合成曲面。圖12是將3種情況放在一起對比。從圖上可以看出,3種方法形成的試驗件的兩端都沿基材中軸線發生了彎曲;板狀基材向著激光束的方向形成一個彎曲角;評估選擇變形量小于往復逐次及單向逐次的變形量。這是由于逐次法,特別是往復逐次法能量輸入的位置集中,在短時間內形成熱積累效應。
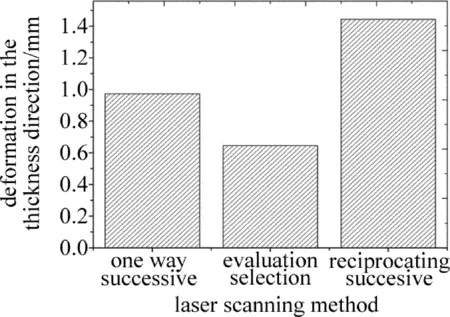
Fig.11 Comparison of deformable average values of three scanning methods
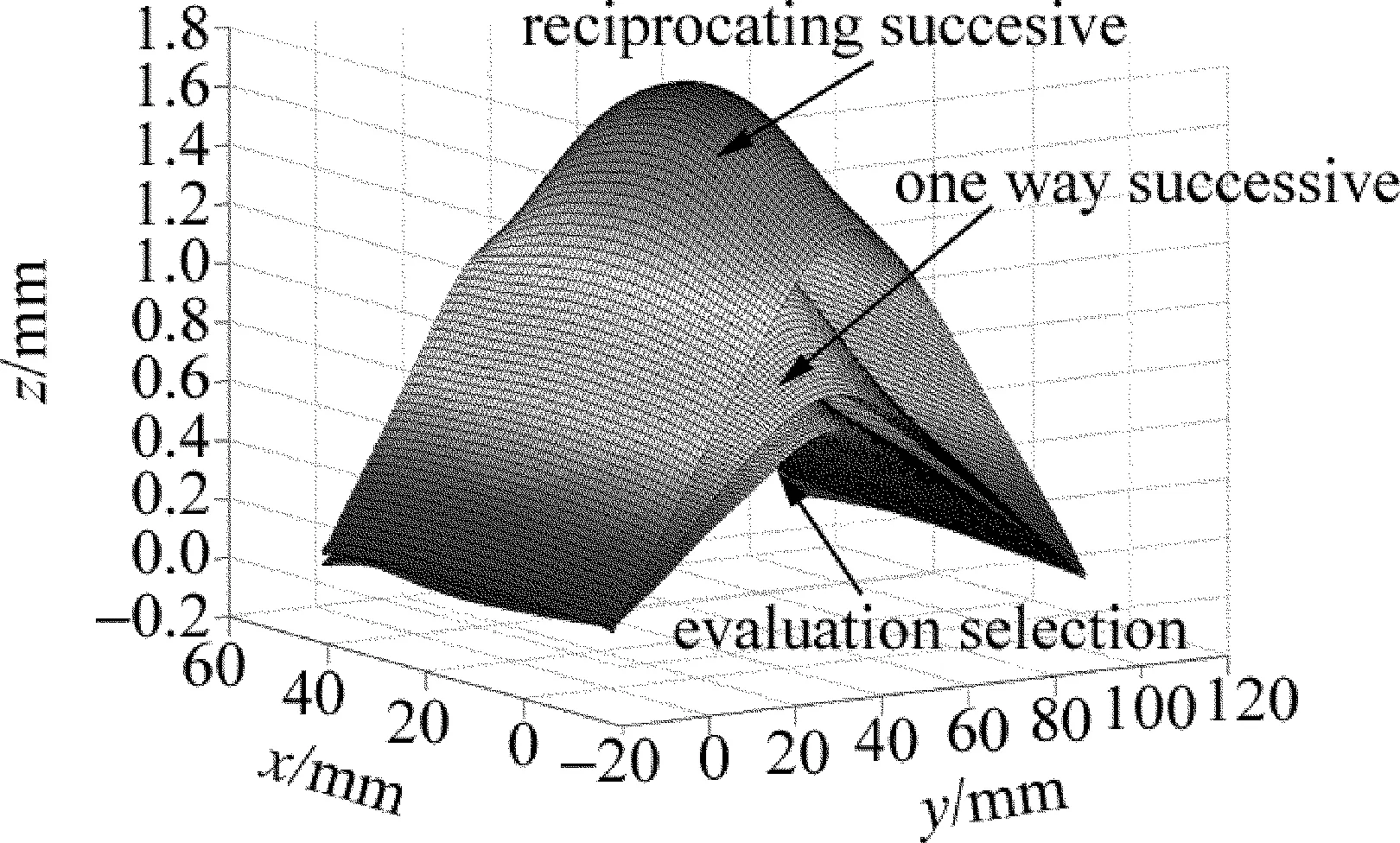
Fig.12 Cloud chart of deformation trend of 3 scanning methods
4 結 論
在激光熔覆再制造過程中,研究每一道激光掃描路徑的最佳位置,從而產生最好的組織形貌及最少的缺陷,以達到優化軌跡的目的,有重要意義。本文中應用有限元方法求解平面基材多道激光熔覆傳熱學模型的溫度場瞬態解,并通過基于熱電偶的測溫系統驗證了整個數值模擬過程的可靠性。
(1)提出了一種利用數值模擬方法來分析和評估基體瞬態溫度場,并根據評估準則選擇熔覆過程激光掃描順序的軌跡優化方法——評估選擇法。
(2)通過與單向逐次法及往復逐次法對比發現,評估選擇法有最均勻的溫度場,熔池周圍有最大的溫度梯度。同時顯微硬度結果及電鏡掃描分析證明評估選擇法能夠產生較大的熔覆層硬度及較小的組織尺度,并且從文中分析可知,其變形量僅為單向逐次法的0.66倍,為往復逐次法的0.45倍。
(3)但是本文中所提出的評估準則只有區域溫度最低和均勻程度最好,沒有考慮材料特性因素。不同材料應該針對其凝固及成形特點對應不同的評價準則,后續還需要進行大量的材料試驗及多層實驗分析。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15