鋼橋正交異性橋面板U肋嵌補對接焊縫射線檢測
2018-11-07 03:35:10周一亮蔣虎斌宋平
中小企業管理與科技 2018年22期
周一亮,蔣虎斌,宋平
(江蘇法爾勝材料分析測試有限公司,江蘇 江陰 214400)
1 引言
國外某鋼橋正交異性橋面板U肋嵌補其焊接形式是:頂板節段與節段間環焊縫焊接完成后,在頂板下U肋內貼6mm鋼襯墊,裝配完成后,覆一塊U肋嵌補件,首先焊接U肋嵌補對接焊縫,然后焊接U肋與頂板角焊縫,見圖1。此類對接焊縫不同于一般對接縫,其焊縫的根部處于密封的空間內,是無法通過外觀檢測評判的。在此有兩種檢測方法,一是超聲波檢測,二是射線檢測。國外NDT專業人員認為超聲的人為因素較多,為了直觀地評判此類焊縫是否符合設計和規范要求,他們提出所有正交異性橋面板U肋嵌補對接焊縫均采用射線檢測控制焊縫質量。使用標準為EN1435-2002,標準圖十五圓筒體源在外側直線焊縫雙壁透視的拍照安置方法,而對于U肋這種不規則雙壁透視將如何進行射線檢測呢?為此,本文通過對正交異性橋面板U肋嵌補對接焊縫的射線檢測研究,按EN1435-2002 B級檢測要求,就如何選擇合適的透照方向,成像角度選擇等方面進行詳細的闡述。

圖1 U肋與頂板焊接形式
2 射線檢測
2.1 U肋嵌補對接焊縫結構
正交異性頂板U肋嵌補件結構見圖1,帶鋼襯墊的對接焊縫結構見圖3。
圖2 U肋嵌補件
圖3 嵌補對接焊縫
2.2 射線檢測設備選擇
U肋材質是355R,襯墊材質是355R。通過作圖,計算出透照厚度為25mm,根據其材料厚度,查標準見圖4可知,最高管電壓要求是300KV,在此選用XXQ-3005射線機。
圖4 電子管電壓最大值允許值
2.3 射線檢測布置
為有效地檢出焊接缺陷,特別是未熔合這類焊接缺陷,透照方向選擇是關鍵,射線機機頭盡可能保證垂直于嵌補對接焊縫,現場工況,需將射線機緊頂在頂板下表面。見圖5,計算得中間透照厚度25mm,下邊緣透照厚度24.3mm,透照厚度比1.03,基本滿足B級檢測要求。
圖5 透照示意圖
2.4 透照工藝
2.4.1 射線能量的選擇
X射線能量的首選條件是具有足夠的穿透力。X射線的穿透力取決于管電壓,在保證曝光量的前提下盡可能選用低電壓,在此選擇電壓280KV。
2.4.2 射線焦距的選擇
由于頂板下兩個U肋間距為292mm,射線機上升到頂板面,其焦點到頂板的距離是150mm,計算得源到膠片的距離是410mm。XXQ3005射線機其額定輻射角度是40°+5°,計算得一次透照長度為303mm,而焊縫長度為279,能滿足一次透照。一次選用焦距410mm。
2.4.3 檢測結果
U肋嵌補對接焊縫射線檢測完成后,對每張底片進行黑度測量,選取搭接標記內兩端黑度最小處,中間黑度最大處,見圖6。
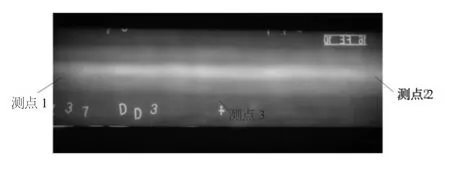
圖6 底片黑度測量位置
黑度計測量3個位置,測出其最小黑度值2.09,中心位置黑度達到2.54。
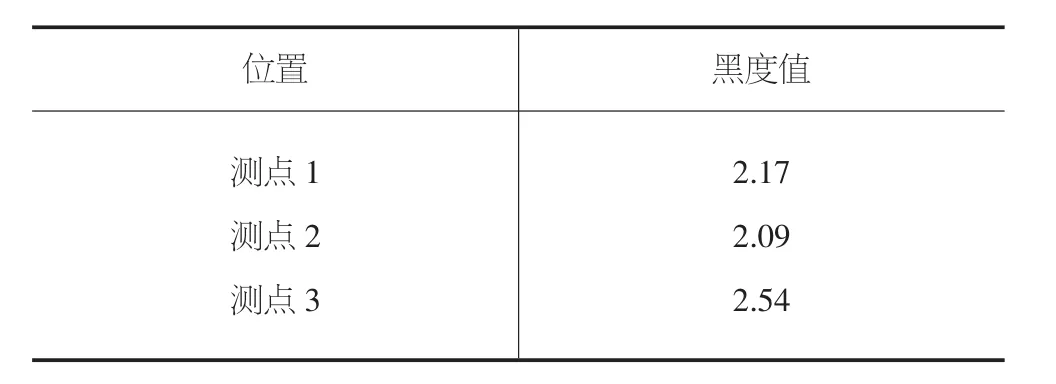
表1 底片黑度檢測數值
滿足標準B級檢驗規范允許的黑度值,見表2
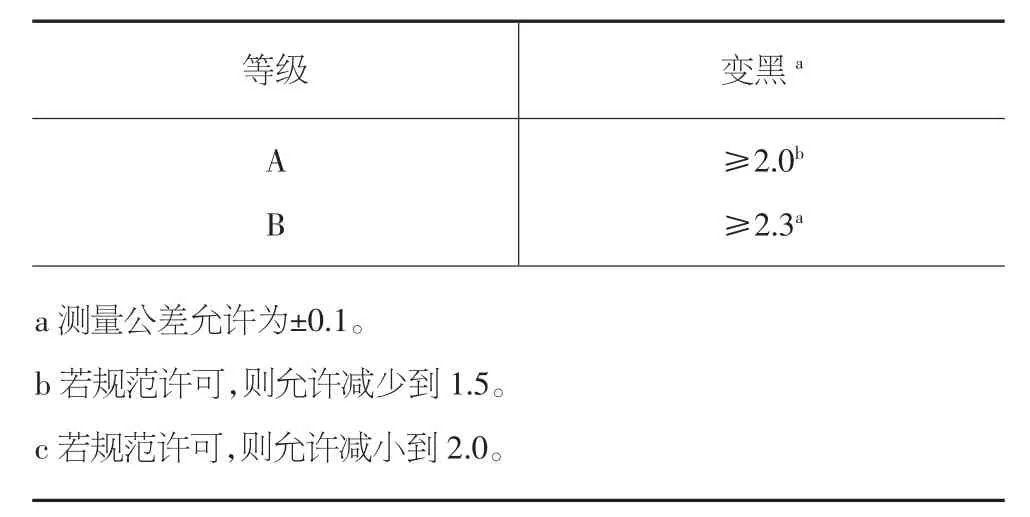
表2 透照圖像的黑度要求
3 結論
通過現場試驗,此種射線檢測方法基本能滿足國外業主NDE人員的要求,所檢底片質量合格,檢出結果得到業主的肯定。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
