等溫水移熱變換裝置生產運行總結
2018-11-08 11:46:14趙文華
氮肥與合成氣 2018年10期
關鍵詞:系統
趙文華,王 輝
(安徽昊源化工集團有限公司,安徽阜陽 236000)
1 概況
安徽昊源化工集團有限公司(以下簡稱昊源化工)的一、二期航天爐項目,采用航天粉煤加壓氣化技術,變換一期采用絕熱變換工藝,在建設階段通過對變換爐和工藝管線的改造,減小了整個變換的系統阻力,節能降耗明顯;二期變換進一步技術創新,于2014年4月首次將等溫水移熱應用到中壓變換技術并一次開車成功。目前運行穩定,節能降耗顯著。
2 工藝流程及設備
2.1 氣路流程簡述
2.1.1 合成氨
粗煤氣從氣化工段進入系統后,經S-22001除去少量夾帶水及大部分灰塵;進入E-22001與出 R-22001變換氣換熱后,在V-22001A/B中脫除粉塵及氧硫化碳、氧氣等有害氣體。出V-22001A/B氣體與過熱蒸汽混合后,進入 R-22001進行變換反應,出R-22001氣體中CO的體積分數為4.9%~6.5%,溫度控制在300 ℃左右進入E-22001與粗煤氣進行換熱,換熱后的變換氣進入E-22002加熱冷凝液,使出系統冷凝液溫度控制在215 ℃以上。出E-22002氣體與中壓過熱蒸汽混合后,進入R-22002進行二次變換反應,并將CO干基體積分數控制在0.4%以下,出口氣體溫度控制200 ℃左右。出R-22002的變換氣分兩路:一路進入E-22003加熱冷凝液,另一路進入E-22004加熱除氧水。E-22003及E-22004出來的變換氣匯集后,進入S-22002分離夾帶冷凝水,再進入E-22005加熱脫鹽水。出E-22005變換氣進入S-22003分水后,經E-22006冷卻降溫至40 ℃以下進入T-22001洗氨,出T-22001變換氣去后工序。
2.1.2 甲醇
粗煤氣從氣化工段進入系統后,經廢熱鍋爐降溫進入S-22001分水除塵;除塵分水后半水煤氣進入E-22001與出 R-22001氣體進行換熱,在V-22001A/B中脫毒除塵。出V-22001A/B氣體進入R-22001進行變換反應,反應后的CO干基體積分數為18%~20%,溫度在230 ℃左右,進入E-22001與半水煤氣換熱,換熱后進入E-22002加熱冷凝液,使出系統冷凝液溫度控制在215 ℃以上。出R-22002的變換氣分兩路:一路進入E-22003加熱冷凝液,另一路進入E-22004加熱除氧水。管道PGa22008A、B上分別裝有調節閥,并根據E-22003出口冷凝液溫度控制閥門開啟大小。
2.2 變換系統主要設備
變換系統主要設備情況見表1。
3 生產運行情況
3.1 變換裝置運行情況
經過3年多的運行,昊源化工航天爐二期運行日趨穩定,等溫水移熱變換裝置實現了安全、穩定、長周期、滿負荷、優質運行。裝置自開車以來的運行及負荷情況見表2。
3.2 主要指標和運行數據
2017年5月19日—22日的主要指標和運行數據見表3。2017年9月17日—24日的等溫變換系統阻力統計情況見表4。
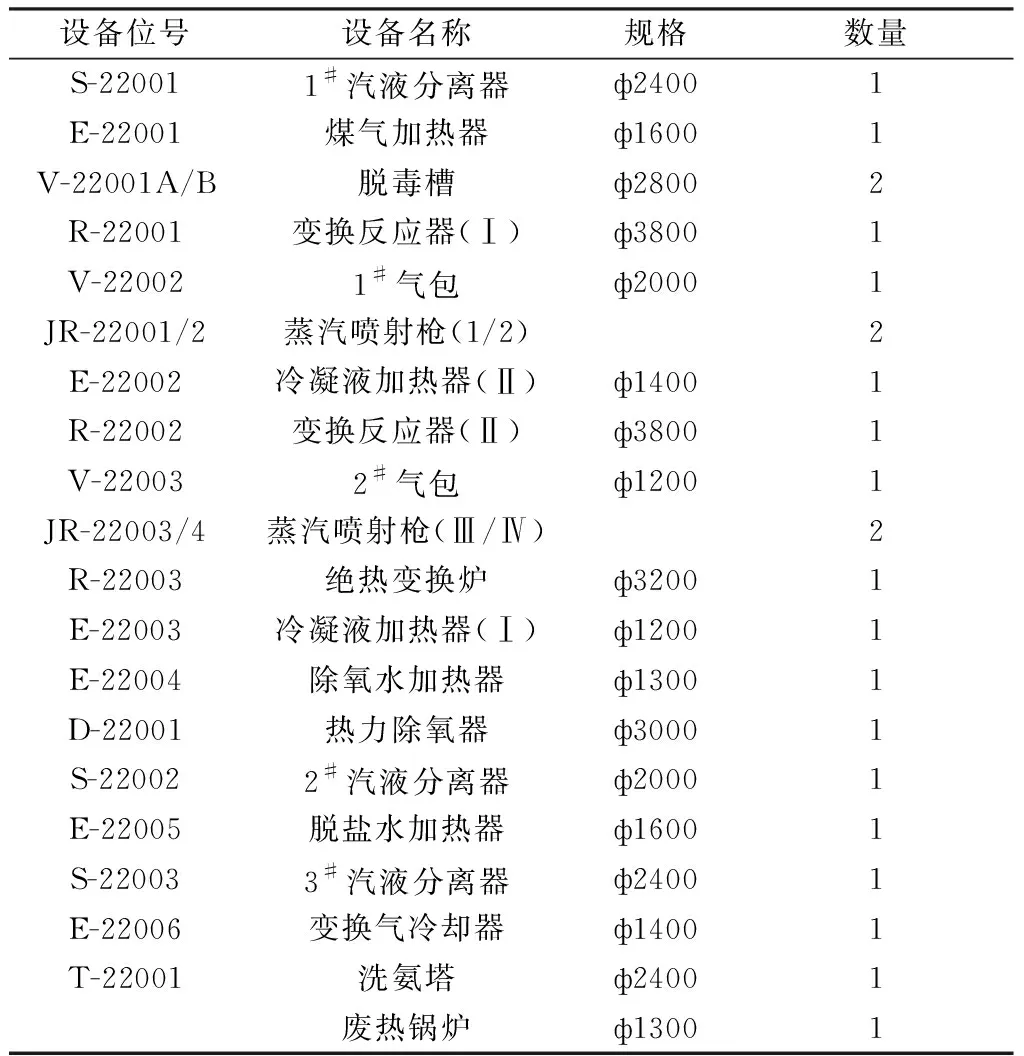
表1 變換系統主要設備及數量
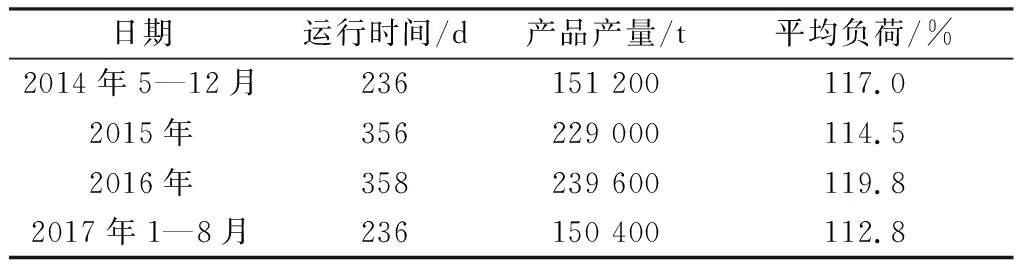
表2 生產運行情況
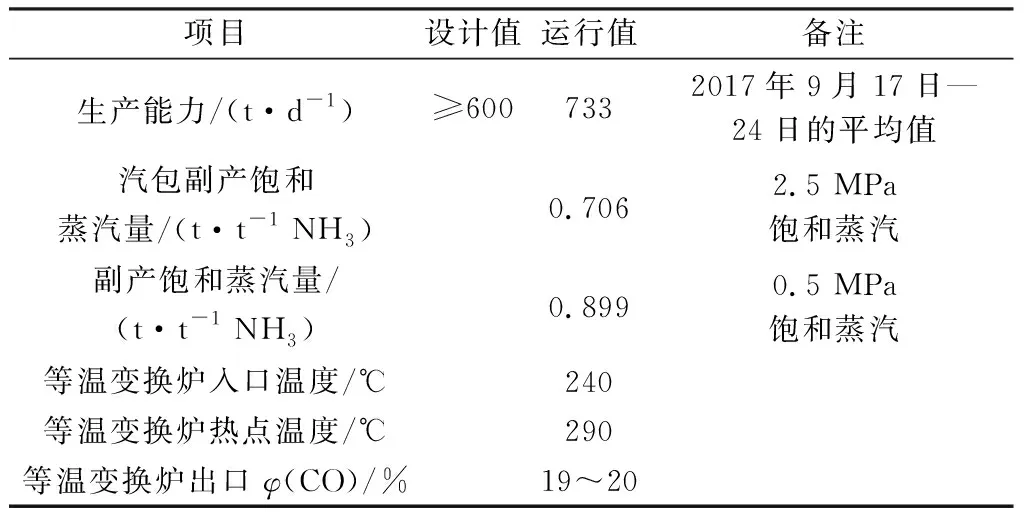
表3 主要設計指標和運行數據
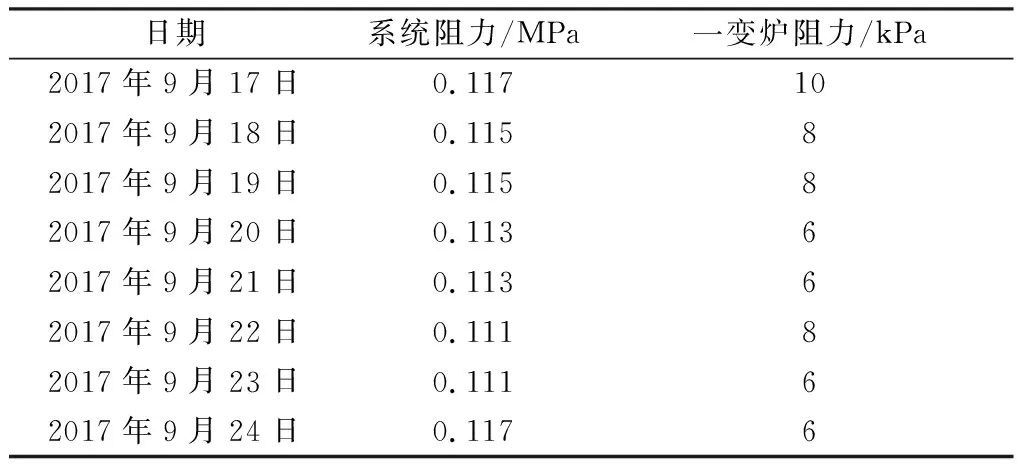
表4 等溫變換系統阻力統計數據
由表4可知:系統平均阻力為0.114 MPa,一變爐平均阻力為8 kPa。
4 等溫水移熱變換爐
4.1 變換爐結構
等溫變換爐包括設備殼體、氣體分布筒、集氣中心管、換熱管束等。變換爐換熱管內走水,換熱管間裝觸媒,觸媒床層為軸徑向結構[1]。等溫變換爐與汽包配套使用,等溫變換爐裝置見圖1。
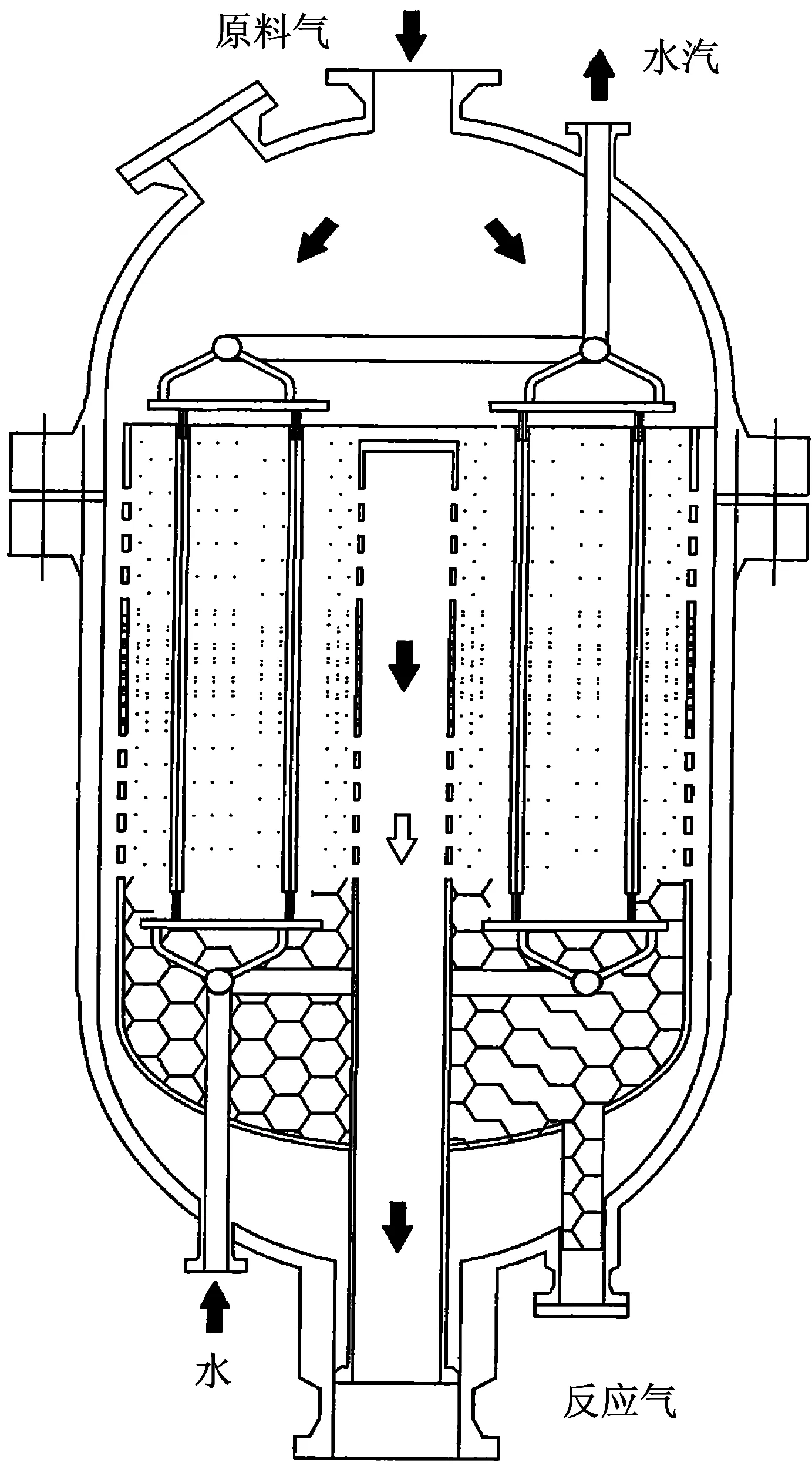
圖1 等溫變換爐裝置示意圖
4.2 變換爐運行的特點
(1)不易超溫。根據航天爐出口CO含量高、水汽比大的特點,CO和水的含量都高時變換反應推動力大,第一變換爐熱點溫度難以控制易超溫。進行改造后,有效地減少了超溫次數,增加了觸媒的使用周期,提高了經濟效益[2]。
(2)生產形勢多元化。單一的生產工藝流程很容易受市場的影響,發展單系統、多流程的生產工藝是煤化工生產的必然趨勢。工藝流程多元化為二期航天爐等溫水移熱變換工藝結合市場行情設計改造的一套系統,既適合生產合成氨,又可作為生產甲醇的工藝流程。
(3)增設二變爐和三變爐進出口大閥和副線。S2201液相排污出口調節閥組前配DN100的管線到P-22005泵進口管線(生產甲醇時使用該管線直接將S2201液相排污,經P-22005泵輸送到氣化碳洗塔塔釜段)。
(4)降阻力。 采用水移熱等溫變換技術,變換氣徑向通過催化劑,變換爐阻力減小。采用水移熱等溫變換技術,減少了換熱設備的使用,同時減少了催化劑裝量,不再以催化劑裝量來控制催化劑床層溫升。系統內的調溫副線閥門管線放大。
5 結語
自2014年4月26日運行至今,昊源化工二期航天爐配套項目等溫變換裝置運行穩定,變換裝置未發生故障停車,觸媒床層無飛溫現象,整個床層溫度穩定,裝置操作彈性大,副產蒸汽含量高,設備阻力小,等溫變換爐的運行基本達到了預期的效果。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
