智能制造在安徽中煙蚌埠卷煙廠制絲生產(chǎn)線的應(yīng)用
2018-11-08 08:27:06王玉巧劉軍鋒
電子測(cè)試 2018年20期
王玉巧,劉軍鋒
(1.黃河科技學(xué)院,河南鄭州,450063; 2.云南昆船電子設(shè)備有限公司,云南昆明,650236)
1 智能管控系統(tǒng)構(gòu)架
如圖1所示,構(gòu)建了一套集先進(jìn)控制技術(shù)、工業(yè)互聯(lián)網(wǎng)、協(xié)同制造、垂直集成和網(wǎng)絡(luò)化的制絲生產(chǎn)線電控系統(tǒng)、集中監(jiān)控系統(tǒng)、生產(chǎn)管理系統(tǒng)(以下簡(jiǎn)稱制絲線管控系統(tǒng))。一方面蚌埠卷煙廠制絲信息建設(shè)需要采用面向工業(yè)智能制造的雙總線系統(tǒng)架構(gòu),通過(guò)信息網(wǎng)絡(luò)的扁平化,將PLC、智能儀表、檢測(cè)執(zhí)行器件、計(jì)算機(jī)等諸多迅速發(fā)展的技術(shù)產(chǎn)品通過(guò)工業(yè)互聯(lián)結(jié)合在一起,用方便靈活的硬件和軟件模塊化設(shè)計(jì),以適應(yīng)用戶各種不同特點(diǎn)的工藝控制要求和管理要求,即滿足工藝要求的精細(xì)化控制和滿足現(xiàn)代化的精益化管理;另一方面,通過(guò)雙總線服務(wù),實(shí)現(xiàn)對(duì)制絲車間相關(guān)系統(tǒng)的信息集成,包括協(xié)同管理系統(tǒng)、MES、生產(chǎn)數(shù)據(jù)監(jiān)視系統(tǒng)、無(wú)線定位作業(yè)系統(tǒng)、自動(dòng)化物流等系統(tǒng)。
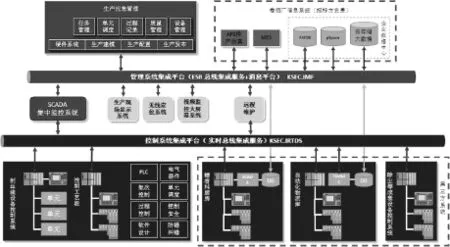
圖1 蚌埠卷煙廠易地技術(shù)改造制絲線管控系統(tǒng)架構(gòu)示意圖
2 系統(tǒng)功能
2.1 系統(tǒng)層級(jí)設(shè)計(jì)
制絲線管控系統(tǒng)主要分為設(shè)備層層級(jí)、控制層層級(jí)、車間層級(jí)的三層設(shè)計(jì),如圖2所示。
2.1.1 設(shè)備層設(shè)計(jì)
設(shè)備層主要包括管控系統(tǒng)負(fù)責(zé)控制的煙機(jī)設(shè)備、傳感器、儀器儀表、條碼、智能檢測(cè)設(shè)備等[1~2]。
2.1.2 控制層設(shè)計(jì)
控制層主要包括PLC控制系統(tǒng)和數(shù)據(jù)采集與監(jiān)視控制系統(tǒng)(SCADA)[3]。
⑴PLC控制系統(tǒng)
硬件部分:包括配電回路柜、PLC控制柜、現(xiàn)場(chǎng)分布式控制箱、現(xiàn)場(chǎng)操作站、現(xiàn)場(chǎng)執(zhí)行機(jī)構(gòu)、傳感器檢測(cè)機(jī)構(gòu)等設(shè)備。
軟件平臺(tái):PLC 編程組態(tài)軟件、操作站組態(tài)軟件及相關(guān)控制管理軟件。
信息交換途徑:現(xiàn)場(chǎng)總線網(wǎng)/工業(yè)以太網(wǎng)。

圖2 蚌埠卷煙廠制絲線管控系統(tǒng)智能制造標(biāo)準(zhǔn)體系結(jié)構(gòu)圖
⑵數(shù)據(jù)采集與監(jiān)視控制系統(tǒng)(SCADA)硬件組成:監(jiān)控服務(wù)器、數(shù)據(jù)庫(kù)服務(wù)器、應(yīng)用服務(wù)器、監(jiān)控計(jì)算機(jī)、工程師站、UPS電源、打印機(jī)和以太網(wǎng)網(wǎng)絡(luò)器件等設(shè)備[4]。
軟件平臺(tái):監(jiān)控組態(tài)軟件、數(shù)據(jù)管理軟件、網(wǎng)絡(luò)通訊軟件、生產(chǎn)數(shù)據(jù)管理軟件,同時(shí)考慮了與視頻大屏幕系統(tǒng)、LED顯示系統(tǒng)的系統(tǒng)接口[5]。
信息交換途徑:工業(yè)以太網(wǎng)/以太網(wǎng)。
功能:該層采用當(dāng)前主流C/S客戶服務(wù)器模式,向上連接生產(chǎn)管理層計(jì)算,獲取生產(chǎn)計(jì)劃、物料調(diào)度信息、配方數(shù)據(jù)信息,向下采集現(xiàn)場(chǎng)設(shè)備的狀態(tài)及各種生產(chǎn)數(shù)據(jù),并歸檔和上報(bào),完成對(duì)現(xiàn)場(chǎng)生產(chǎn)線設(shè)備的監(jiān)控操作等。
2.1.3 車間層設(shè)計(jì)
車間層主要包括車間應(yīng)急管理系統(tǒng)和工廠制造執(zhí)行系統(tǒng)(MES)。
(1)車間生產(chǎn)管理系統(tǒng)
硬件組成:由數(shù)據(jù)庫(kù)服務(wù)器、生產(chǎn)管理客戶機(jī)組成。
軟件平臺(tái):數(shù)據(jù)庫(kù)軟件及生產(chǎn)管理系統(tǒng)。
信息交換途徑:工業(yè)以太網(wǎng)/以太網(wǎng)。
(2)工廠制造執(zhí)行系統(tǒng)(MES)
面向卷煙廠制絲車間執(zhí)行層的生產(chǎn)信息化管理系統(tǒng)。
2.2 智能設(shè)計(jì)
制絲線管控系統(tǒng)在滿足制絲線生產(chǎn)控制的基礎(chǔ)上,系統(tǒng)架構(gòu)還考慮了與其他系統(tǒng)的集成,其系統(tǒng)集成的主要內(nèi)容包括:通過(guò)軟硬件技術(shù),實(shí)現(xiàn)對(duì)智能單機(jī)控制系統(tǒng)、生產(chǎn)線控制工藝段、集中監(jiān)控系統(tǒng)、車間生產(chǎn)管理系統(tǒng)、廠級(jí)信息系統(tǒng)和MES,多個(gè)系統(tǒng)之間的集成。能夠根據(jù)控制系統(tǒng)的需求實(shí)現(xiàn)糖香料廚房、除塵及異味處理等控制系統(tǒng)的集成。根據(jù)項(xiàng)目特點(diǎn),實(shí)現(xiàn)與其他新興業(yè)態(tài)系統(tǒng)的集成。
3 應(yīng)用結(jié)果分析
3.1 設(shè)備控制系統(tǒng)
底層電控系統(tǒng)以SIEMENS公司PLC采用S71500系列高性能處理器為主控制器,主干控制網(wǎng)采用雙冗余星型結(jié)構(gòu),子網(wǎng)采用分布式星型子網(wǎng),并通過(guò)以ProfiNet為主干網(wǎng)絡(luò)、ProfiBus_DP/PA為輔助網(wǎng)絡(luò),滿足整個(gè)制絲車間自動(dòng)化控制系統(tǒng)的通訊需求,并在此基礎(chǔ)上實(shí)現(xiàn)對(duì)智能設(shè)備或傳感器的數(shù)據(jù)的采集,信息的交互,最終通過(guò)人機(jī)界面實(shí)現(xiàn)對(duì)設(shè)備的控制[10]。
設(shè)備控制系統(tǒng)作為制絲線管控系統(tǒng)中最重要的的系統(tǒng),擔(dān)負(fù)著整條生產(chǎn)線按工藝要求正常生產(chǎn)出合格產(chǎn)品,為企業(yè)帶來(lái)經(jīng)濟(jì)效益的關(guān)鍵使命。一方面,設(shè)備控制系統(tǒng)通過(guò)先進(jìn)的網(wǎng)絡(luò)通訊技術(shù)和柔性化構(gòu)件技術(shù),形成整個(gè)控制系統(tǒng)的整體結(jié)構(gòu),另一方面,控制系統(tǒng)通過(guò)主控處理器和輸入輸出節(jié)點(diǎn),控制著整個(gè)制絲線的運(yùn)行。
3.2 集中監(jiān)控系統(tǒng)
集中監(jiān)控系統(tǒng)主要完成對(duì)生產(chǎn)過(guò)程的實(shí)時(shí)監(jiān)視與控制,同時(shí)采集生產(chǎn)數(shù)據(jù)、報(bào)警數(shù)據(jù)、過(guò)程數(shù)據(jù)進(jìn)入大數(shù)據(jù)平臺(tái)以供MES或者ERP系統(tǒng)使用。系統(tǒng)首先通過(guò)管理網(wǎng)絡(luò)從生產(chǎn)管理系統(tǒng)中獲取和生產(chǎn)過(guò)程相關(guān)的配方信息、工藝標(biāo)準(zhǔn)信息、生產(chǎn)計(jì)劃信息和作業(yè)任務(wù)信息,然后通過(guò)監(jiān)控網(wǎng)絡(luò)將生產(chǎn)指令信息、控制參數(shù)信息下達(dá)到設(shè)備控制系統(tǒng)中,操作生產(chǎn)線完成生產(chǎn)過(guò)程。
集中監(jiān)控系統(tǒng)的硬件平臺(tái)采用虛擬化服務(wù)器技術(shù),主干網(wǎng)絡(luò)結(jié)構(gòu)采用高度冗余的光纖星網(wǎng),監(jiān)控軟件采用Wincc軟件,結(jié)構(gòu)采用C/S結(jié)構(gòu)的模式。所有底層I/O信息點(diǎn)將由I/O服務(wù)器進(jìn)行實(shí)時(shí)采集,中控室監(jiān)控計(jì)算機(jī)將根據(jù)所監(jiān)控的范圍通過(guò)以太網(wǎng)絡(luò)從I/O服務(wù)器獲取實(shí)時(shí)I/O信息,同時(shí)通過(guò)監(jiān)控網(wǎng)絡(luò)和I/O服務(wù)器將生產(chǎn)指令信息、參數(shù)設(shè)定信息寫入對(duì)應(yīng)工藝段的主控PLC或單機(jī)控制系統(tǒng)的PLC中。
3.3 無(wú)線定位系統(tǒng)
因此,針對(duì)蚌埠卷煙廠此次易地技改項(xiàng)目,在蚌埠卷煙廠聯(lián)合工房車間內(nèi)部署一套無(wú)線定位系統(tǒng),實(shí)現(xiàn)整個(gè)聯(lián)合工房車間內(nèi)無(wú)線定位和設(shè)備管理的要求。利用WLAN相關(guān)技術(shù)實(shí)現(xiàn)蚌埠卷煙廠聯(lián)合工房車間機(jī)組的智能化巡檢,保障蚌埠卷煙廠車間巡檢作業(yè)的規(guī)范化、專業(yè)化和安全管理。
3.4 生產(chǎn)管理系統(tǒng)
制絲線生產(chǎn)管理系統(tǒng)是企業(yè)管理和生產(chǎn)執(zhí)行的交互層,它是制絲車間的生產(chǎn)信息中心、指揮中心、分析中心和業(yè)務(wù)中心。
首先,制絲線生產(chǎn)管理系統(tǒng)通過(guò)互聯(lián)網(wǎng)ERP系統(tǒng)或者廠級(jí)MES系統(tǒng)獲訂單信息、生產(chǎn)計(jì)劃、物料信息以及工藝控制技術(shù)標(biāo)準(zhǔn)、產(chǎn)品的質(zhì)量檢測(cè)標(biāo)準(zhǔn)、生產(chǎn)設(shè)備的維修和保養(yǎng)計(jì)劃信息等。
其次,生產(chǎn)管理系統(tǒng)可以從廠級(jí)MES系統(tǒng)接收或在本系統(tǒng)制定生產(chǎn)計(jì)劃。根據(jù)企業(yè)的生產(chǎn)安排和生產(chǎn)線的狀態(tài)信息、物料信息和設(shè)備故障信息來(lái)執(zhí)行或制定制絲車間各生產(chǎn)線、工藝段/工序單元的生產(chǎn)任務(wù),并把生產(chǎn)任務(wù)下達(dá)到對(duì)應(yīng)的工藝段/工序單元上。集中監(jiān)控系統(tǒng)接收到生產(chǎn)任務(wù)指令后下發(fā)至PLC,并根據(jù)生產(chǎn)任務(wù)信息設(shè)置生產(chǎn)參數(shù),再通過(guò)監(jiān)控系統(tǒng)來(lái)確保生產(chǎn)任務(wù)的順利執(zhí)行。
生產(chǎn)管理系統(tǒng)具備車間級(jí)MES系統(tǒng)的部分功能,與廠級(jí)MES系統(tǒng)、ERP系統(tǒng)或其子系統(tǒng)互通有無(wú),優(yōu)勢(shì)互補(bǔ)。
4 結(jié)論
蚌埠卷煙廠新廠制絲新增2條 5000kg/h葉線、1 條2000kg/h 梗絲生產(chǎn)線、1條膨脹煙絲生產(chǎn)線。實(shí)現(xiàn)制絲生產(chǎn)的精細(xì)化加工、個(gè)性化定制、柔性制造、智能化控制、數(shù)字化管理,動(dòng)態(tài)調(diào)度和庫(kù)存管理,滿足生產(chǎn)和管理要求的制絲管控系統(tǒng)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中華手工(2017年2期)2017-06-06 23:00:31
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
中外會(huì)展(2014年4期)2014-11-27 07:46:46
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
