船舶船體建造檢驗節(jié)點控制分析
2018-11-13 19:39:26李中合
珠江水運 2018年18期
關鍵詞:控制策略
李中合
摘 要:把握好船舶船體建造檢驗的重要節(jié)點,是提升檢驗質(zhì)量及效率的關鍵,同時也是船舶建造質(zhì)量的前提保障。本文將對船舶船體建造檢驗節(jié)點控制方法進行詳細研究,首先分析船舶船體建造前的檢驗檢查工作要點,進而探討建造過程中的檢驗節(jié)點控制策略,包括CM節(jié)點精度檢驗、船體結構骨架檢驗、船舶外板刨縫檢驗、焊接質(zhì)量檢驗、船體密性試驗檢測、下水前檢驗和航行檢驗等,以期為工程實踐提供全面參考。
關鍵詞:船舶船體建造 檢驗節(jié)點 控制策略
1.前言
近幾年來,我國船舶建造領域發(fā)展迅速,相關檢驗標準不斷完善。在船舶船體建造檢驗過程中,由業(yè)主、船廠及專業(yè)檢驗機構共同完成船舶船體的檢驗工作。具體檢驗內(nèi)容較為復雜,需要在船舶船體建造的全過程中,及時開展相關檢驗工作,并做好分析和記錄,及時糾正問題,確保船舶建造質(zhì)量。在實際操作過程中,由于檢驗內(nèi)容多,容易出現(xiàn)疏漏,應通過采用檢驗節(jié)點控制方法,促進船舶船體檢驗的規(guī)范化和程序化發(fā)展。
2.船舶船體建造前的檢驗檢查工作要點
船舶船體建造前的檢驗檢查工作主要包括:
(1)船舶船體設計圖紙及相關資料的檢查工作,確保船廠設計方案能夠符合現(xiàn)行規(guī)范要求,并通過專業(yè)檢驗機構批準,獲得審圖意見書后,提早對不合理之處進行改進;
(2)對船廠生產(chǎn)條件進行檢查,包括生產(chǎn)環(huán)境、技術設備、主要設施、質(zhì)量控制制度等,確保船廠生產(chǎn)資質(zhì)能夠滿足項目要求;
(3)重點檢查船臺設施,由船廠提供船臺合格證明,確保其陸地耐壓部分長寬、耐壓強度等參數(shù)與生產(chǎn)任務相適應,并對船臺下沉進行測量和記錄,檢查胎架等設施。比如船底要與地面凈空高度不小于800mm,通過確保各項參數(shù)符合要求,確保建造過程的順利進行;
(4)由船舶建造師對船舶焊接工藝和技術條件等進行可行性論證,并由專業(yè)機構進行審批,確保技術方案的可實施性;
(5)建立一套完整的材料檢查和管理制度,對原材料入庫、存放、發(fā)放管理流程進行詳細設計,制定檢驗標準,為實際管理活動提供指導和約束;
(6)檢查焊接工人等各個專業(yè)施工人員的資質(zhì),比如在焊接隊伍中,抽查人數(shù)不應少于30%,并在業(yè)主或其代理人的監(jiān)督下進行檢查,將檢查結果記入船舶建造檔案,如果抽查過程中發(fā)現(xiàn)N人不符合技術要求,還要再額外抽查2N人,保證施工人員資質(zhì)符合要求;
(7)在正式開工前,認真填寫前期檢查意見和整改措施表,注明整改期限,在遺留問題未得到解決前,不能進行建造檢驗。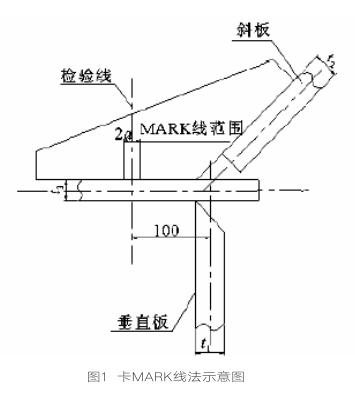
3.傳播船體建造過程中的檢驗節(jié)點控制策略
(1)CM節(jié)點精度檢驗
CM節(jié)點精度檢驗即船舶船體關鍵區(qū)域結構對位檢測,具體檢測方法包括卡板法、檢查線法、中心線位移法等。其中使用較多的是卡板法,該方法將船體卡板按照1:1比例制作成樣本,對其進行直接測量。采用卡板法對船體關鍵區(qū)域結構進行檢測,不僅可在焊接前裝配檢測中運用,還可以在焊接結束后的質(zhì)量檢驗中運用。卡板法具體包括卡結構法和卡MARK線法等,其中使用較多的卡MARK線法示意圖如圖1所示。在其檢測過程中,只需要檢驗結構構件在卡板上標記的MARK線范圍即可,能夠實現(xiàn)對船體結構對位的有效檢測,較為快捷。但在檢測過程中,必須確保垂直板定位的精確性,否則會影響檢測精度。
(2)船體結構骨架檢驗
在船體結構骨架檢驗過程中,檢驗人員需要仔細對照施工圖,確保設計方案的落實情況,完全根據(jù)設計圖紙進行放樣。該階段的檢驗任務主要是對船舶船體結構骨架的各銜接部分尺寸進行檢測,包括結構骨架形式、鋼板拼接形式等,確保其符合設計要求。在對船底板尺寸檢測過程中,要確保實際拼接情況以及接縫焊接質(zhì)量符合要求,保證船體結構的整體性。船體結構骨架對整個船舶船體建造質(zhì)量有重要影響,因此必須確保檢查數(shù)據(jù)的準確性,真實反映船體各部分尺寸的拼接情況,使其能夠滿足實際使用需求。
(3)船舶外板刨縫檢驗
船舶船體外板刨縫質(zhì)量主要影響船舶整體強度及焊接縫成型情況,在建造過程中,應加強對船舶船體外板刨縫檢查力度,具體應做好以下幾方面的檢驗工作:①檢查船舶船體外板縫間的縫口高低差,保證縫口高低差在0.1倍板厚以內(nèi),如果縫口高低差超出標準要求,則應對超出部分進行修正,如果偏差嚴重無法修正,則應重新組裝;②在刨縫檢查前,應在船體骨架、外板和甲板等部分進行開半圓處理,將其作為焊孔,從而保證船體完整度;③對刨縫深度進行檢查,確保其能夠滿足清根除渣標準,如果存在不滿足標準的部分,則應采用砂輪對其進行打磨。
(4)焊接質(zhì)量檢驗
在焊接質(zhì)量檢查過程中,首先要檢查焊接材料和焊接設備,確保焊接整體質(zhì)量能夠滿足設計要求。對于船舶船體的所有焊縫,首先要對其焊接外觀進行檢查。在焊接施工過程中,應對焊接操作進行現(xiàn)場監(jiān)督,確保焊接施工人員能夠嚴格按照焊接要求進行施工。如果檢驗人員發(fā)現(xiàn)焊接質(zhì)量問題,應及時申請專業(yè)檢驗機構對焊縫質(zhì)量進行進一步檢查,明確問題焊縫位置和探傷范圍。檢查過程中使用的檢測儀器要定期進行維護,確保其檢測精度符合要求。完成檢查后,及時填寫檢測報告,對其進行備案,為船體焊接施工質(zhì)量提供保障。
(5)船體密性試驗檢測
船體焊接質(zhì)量通過檢查后,應將船體各臨時開口進行密封,安裝密性構件,然后進行船體密性試驗檢測。在檢測過程中,試驗人員應根據(jù)相關檢測標準,把握好檢測流程,對每一個環(huán)節(jié)的操作準確性進行保證。特別是對于容易漏水的焊縫等部分進行密性實驗,首先要保證檢測區(qū)域的干燥性,然后進行壓水或充氣試驗,將相連接艙室進行分隔處理,以便更好的找到漏水點位置。在檢測過程中,發(fā)現(xiàn)缺陷要及時補救,并按照上述測試方法,對其進行再次檢測,確保船體密性能夠符合要求。
(6)下水前檢驗
完成傳播船體建造任務,依次對船舶船體進行主結構檢測、艙室完整性檢測和焊縫質(zhì)量檢測。其中,水下安裝工程完畢后,要對水下部分船體外板密性進行檢測,并完成船體主尺度測量工作,確保水尺和載重線標志勘劃無誤。然后對船體附件及附加結構進行檢查,確保所有附加部件全部安裝妥當,包括海底閥箱等。在附加構件安裝過程中,容易對船體結構造成破壞,也容易對管路、電纜和通風管等造成影響,因此應做好施工過程控制,并對相關設施進行檢查。最后將水線以下開口裝備及海底閥關閉,檢驗合格后,由驗船師通知船廠準備進行船舶下水作業(yè)。
(7)傾斜、系泊及航行試驗
船舶傾斜試驗主要是為了確定船舶重心,并對船舶穩(wěn)定性進行校核。在傾斜試驗結果滿足相關法規(guī)、規(guī)范要求,并進行系泊試驗合格后,方可進行航行試驗。系泊和航行試驗應在業(yè)主、船廠和專業(yè)檢驗機構均在場的情況下進行,根據(jù)通過批準的試驗檢測大綱進行操作,確保檢測結果的可靠性。主要對船舶和機電相關設備進行系泊試驗和航行試驗,詳細記錄試驗過程,從系泊和航行的試驗情況,判斷其各項指標是否能夠滿足實際要求。應測試船舶在各種可能出現(xiàn)的工況下的性能指標,與設計要求進行比對,確保船舶的實際使用效果能夠滿足業(yè)主要求。
4.結束語
綜上所述,船舶船體建造檢驗節(jié)點眾多,通過采用合理的檢測方法和控制策略,可以較為全面的掌握船舶船體質(zhì)量情況,確保其建造質(zhì)量能夠滿足設計要求。通過在船舶船體建造過程中,根據(jù)檢驗節(jié)點及時開展相關試驗檢測工作,可以提前發(fā)現(xiàn)船舶船體建造質(zhì)量問題,并采取相應措施進行消除。采用這種檢驗控制方法,可以確保質(zhì)量控制的有效性。
參考文獻:
[1]徐自旭.內(nèi)河船舶船體建造檢驗節(jié)點的控制策略分析[J].珠江水運,2017(03):89-90.
[2]吳志剛.淺談內(nèi)河船舶船體建造檢驗節(jié)點控制[J].中國水運(下半月),2012,12(02):11-12.
猜你喜歡
艦船科學技術(2022年8期)2022-06-05 07:37:02
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
山東工業(yè)技術(2016年15期)2016-12-01 05:31:37
通信電源技術(2016年1期)2016-04-16 04:57:26
電測與儀表(2016年20期)2016-04-11 11:38:24
通信電源技術(2016年5期)2016-03-22 01:09:38
電機與控制應用(2015年2期)2015-03-01 03:49:24
電測與儀表(2014年24期)2014-04-09 11:35:36
