基于機(jī)器視覺(jué)的PCB板自動(dòng)貼裝系統(tǒng)設(shè)計(jì)
2018-11-14 06:40:38邸偉峰董志劼王世勇
自動(dòng)化與儀表 2018年10期
關(guān)鍵詞:系統(tǒng)
邸偉峰,李 迪,董志劼,王世勇
(華南理工大學(xué) 機(jī)械與汽車(chē)工程學(xué)院,廣州 510640)
電聲器件是電子元器件大家族的重要成員之一,主要指揚(yáng)聲器、揚(yáng)聲器系統(tǒng)、傳聲器、耳機(jī)、受話器、送話器、送受話器組、各類(lèi)通信帽和拾音器等以及相關(guān)附件。電聲器件是電聲換能及聲信號(hào)的接收、記錄、加工、重發(fā)和測(cè)量技術(shù)不可或缺的器件,在影視、廣播、擴(kuò)聲和軍事領(lǐng)域有著廣泛的應(yīng)用。在高速發(fā)展的信息時(shí)代,視聽(tīng)產(chǎn)品占有重要的地位,越來(lái)越受到廣大消費(fèi)者和社會(huì)各界的關(guān)注[1]。
PCB板的貼裝是電聲器件加工制造的關(guān)鍵環(huán)節(jié)。由于電聲器件種類(lèi)繁多,形狀大小各異,目前多采用人工方式進(jìn)行貼裝,貼裝效率低,而且工人的熟練程度會(huì)影響貼裝的一致性。隨著自動(dòng)化的發(fā)展,開(kāi)始出現(xiàn)機(jī)械固定的貼裝方式,效率有所提升,但由于治具的單一性,加工不同的電聲制品時(shí)需要更換治具,調(diào)整機(jī)械部分,成本高昂,耗時(shí)耗力,且器件的定位精度難以保證,導(dǎo)致廢品率高。
為了解決上述問(wèn)題,本文設(shè)計(jì)了一套基于機(jī)器視覺(jué)的適用于多種電聲制品的PCB板自動(dòng)貼裝系統(tǒng),通過(guò)優(yōu)化定位、標(biāo)定方式提高了產(chǎn)品的加工精度和質(zhì)量,進(jìn)而提高生產(chǎn)的經(jīng)濟(jì)效益。該系統(tǒng)已于2018年3月在中山某電聲公司正式投入使用。
1 系統(tǒng)整體設(shè)計(jì)
1.1 系統(tǒng)設(shè)計(jì)要求
典型的電聲器件底板與PCB板實(shí)物如圖1所示。貼裝要求是PCB板的外輪廓要與底板的凹槽相互重合,對(duì)位缺口對(duì)準(zhǔn)。系統(tǒng)設(shè)計(jì)要求如下:依靠視覺(jué)定位,無(wú)需額外夾具;能夠適應(yīng)多種工件,工件隨機(jī)擺放;貼裝誤差小于±0.1 mm,貼裝效率高于1200 p/h。

圖1 典型電聲器件底板與PCB板Fig.1 Typical chassis of electroacoustic device and PCB board
1.2 系統(tǒng)構(gòu)成
視覺(jué)自動(dòng)貼裝系統(tǒng)由視覺(jué)系統(tǒng)和運(yùn)動(dòng)系統(tǒng)組成。視覺(jué)系統(tǒng)包括工業(yè)相機(jī)、鏡頭、光源、光源控制器、PC機(jī)以及光源支架;運(yùn)動(dòng)系統(tǒng)包括SCARA機(jī)器人、點(diǎn)位運(yùn)動(dòng)控制卡、皮帶傳動(dòng)裝置以及真空吸附裝置[2]。視覺(jué)自動(dòng)貼裝系統(tǒng)組成如圖2所示。依托皮帶為基本輸送設(shè)備,結(jié)合進(jìn)料氣缸分離底板、SACRA機(jī)器人取放料、視覺(jué)系統(tǒng)定位為主體的裝配生產(chǎn)線,可完成電聲制品的PCB板貼裝任務(wù)。總體框架如圖3所示。
1.3 工作流程
整個(gè)系統(tǒng)的操作流程主要分為5個(gè)部分,包括建立PCB和底板模板、視覺(jué)系統(tǒng)標(biāo)定、相機(jī)采圖和圖像處理、機(jī)器人吸取貼裝和漏貼重貼檢測(cè)等,流程如圖4所示。

圖2 視覺(jué)自動(dòng)貼裝系統(tǒng)組成Fig.2 Visual automatic placement system

圖3 總體框架Fig.3 Overall architecture

圖4 操作流程Fig.4 Operation flow chart
2 視覺(jué)系統(tǒng)
視覺(jué)系統(tǒng)在視覺(jué)自動(dòng)貼裝系統(tǒng)的主要功能是對(duì)電聲器件底板、PCB板的圖像定位,并將圖像坐標(biāo)轉(zhuǎn)化成機(jī)器人坐標(biāo)。為了能夠保證貼裝精度,需要考慮以下幾個(gè)問(wèn)題。
2.1 底板、PCB板識(shí)別定位
2.1.1 基于形狀的模板匹配
形狀匹配是模板匹配中一種常見(jiàn)方式,該方式有多種可用于搜索的形狀特征,其中基于形狀邊緣特征的方式最為常見(jiàn)[3-4]。在進(jìn)行形狀匹配之前,先提取邊緣,作為形狀匹配的搜索特征。
邊緣提取算法一般分為3種:基于灰度梯度的邊緣提取算法、Laplacan算法和Canny算法[5]。本文選用Canny算法作為邊緣提取的算法。Canny邊緣提取算法的定義為對(duì)圖像f(x,y)進(jìn)行平滑預(yù)處理后得到 f(x,y)*Gα(x,y),α 表示相應(yīng)的尺度系數(shù),矢量的模長(zhǎng)Mα和角度 Aα計(jì)算公式如式(1)和(2)所示:
當(dāng)Aα角度上的模長(zhǎng)最大時(shí),就求得Canny算法提取的邊緣點(diǎn)[6-7]。該算法提取邊緣的效果如圖5所示。

圖5 Canny算法邊緣提取效果Fig.5 Canny algorithm edge extraction effect
由于邊緣信息是以二值信息的方式儲(chǔ)存在圖像中,通過(guò)評(píng)價(jià)邊緣相似程度,就可根據(jù)物體輪廓對(duì)物體進(jìn)行識(shí)別。常見(jiàn)的評(píng)價(jià)邊緣相似程度的方法有Hausdorff方法、正交矩和形狀不變矩、Zernike矩等方法。選用具有平移、旋轉(zhuǎn)、縮放不變性的Hu矩,利用其特性作為目標(biāo)位置搜索的粗定位,再使用Zernike矩等不具有旋轉(zhuǎn)不變性的算法進(jìn)行最終的角度定位,可以快速準(zhǔn)確地完成形狀匹配[8]。
2.1.2 PCB板識(shí)別定位
PCB板的識(shí)別定位主要包括PCB板的正反識(shí)別以及準(zhǔn)確定位。電聲器件上的PCB板如圖6所示,從圖中可以看出PCB板的外輪廓大小比較一致,而內(nèi)部的電路紋理和焊點(diǎn)的位置差異較大。最終的貼裝精度主要依據(jù)PCB板的外輪廓與電聲器件底板上的待貼裝位置的重合度,因此在創(chuàng)建形狀模板時(shí),應(yīng)該將PCB板的外輪廓作為邊緣信息,才能保證貼裝精度。但是外輪廓無(wú)法辨別PCB板正反面,導(dǎo)致誤匹配,需要增加一個(gè)輔助模板判斷PCB正反面。結(jié)合上述分析,提出雙模板匹配定位算法。
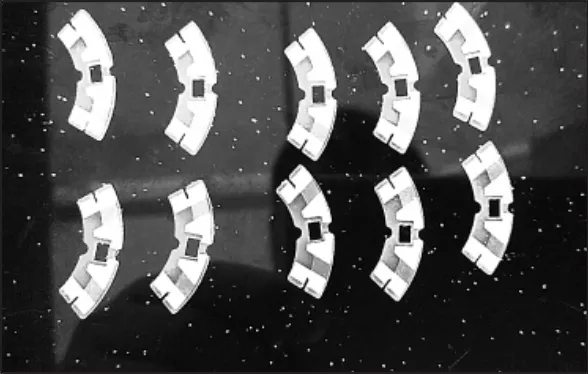
圖6 PCB板Fig.6 PCB board
雙模板匹配定位算法,即先將內(nèi)部電路紋路和焊點(diǎn)部分作為邊緣信息,進(jìn)行圖像分割,建立內(nèi)部模板;再將外部輪廓作為邊緣信息,進(jìn)行圖像分割,建立外部模板,如圖7(a)所示;然后對(duì)內(nèi)部模板進(jìn)行粗定位,找到工件大致位置;最后依靠外部模板進(jìn)行精定位,精確找到目標(biāo)位置,如圖7(b)所示。該定位算法經(jīng)驗(yàn)證,準(zhǔn)確率達(dá)到99.5%。
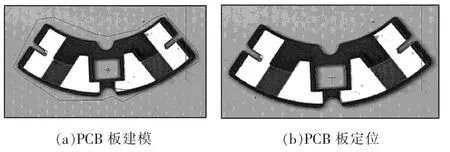
圖7 PCB板建模定位Fig.7 PCB board modeling and positioning
2.1.3 底板識(shí)別定位
底板識(shí)別定位的關(guān)鍵問(wèn)題是如何保證PCB板模板與底板模板中心的一致性[9]。本文采用在線對(duì)位模板中心的方法,通過(guò)輪廓提取技術(shù),統(tǒng)一了PCB板和電聲器件底板模板的匹配原點(diǎn)。
操作流程:先制作PCB的圖像模板,提取出PCB板的模板輪廓和中心,然后將該模板輪廓和中心映射到底板上面,調(diào)節(jié)模板輪廓位置直至與底板待貼裝位置重合,如圖8(a)所示,然后建立底板的模板,如圖8(b)所示,從而實(shí)現(xiàn)準(zhǔn)確對(duì)位[10]。

圖8 在線模板對(duì)位和底板建模Fig.8 Online template alignment and chassis modeling
該方法可以快速便捷地完成模板原點(diǎn)統(tǒng)一,準(zhǔn)確度高,調(diào)整方便。
2.2 視覺(jué)系統(tǒng)標(biāo)定
2.2.1 相機(jī)標(biāo)定理論
相機(jī)標(biāo)定是機(jī)器視覺(jué)系統(tǒng)應(yīng)用于實(shí)際工業(yè)生產(chǎn)中的一項(xiàng)重要步驟。通過(guò)相機(jī)標(biāo)定,可以獲得圖像平面信息與空間信息的位置映射關(guān)系,進(jìn)而可得到機(jī)器人的運(yùn)動(dòng)信息[11]。
視覺(jué)系統(tǒng)標(biāo)定的核心思想是將像素坐標(biāo)映射到機(jī)器人坐標(biāo)系中,即建立相機(jī)與機(jī)器人的坐標(biāo)關(guān)系矩陣,也稱(chēng)手眼矩陣。相機(jī)固定在工作平面上方,且其成像平面UV面平行于機(jī)器人坐標(biāo)系的XY平面和機(jī)械手末端執(zhí)行端平面,并把世界坐標(biāo)系建立在機(jī)械人坐標(biāo)系上。在這種情況下,相機(jī)坐標(biāo)系與機(jī)器人坐標(biāo)系是平行平面的對(duì)應(yīng)關(guān)系,因此其標(biāo)定計(jì)算可以簡(jiǎn)化成對(duì)機(jī)器人坐標(biāo)系和相機(jī)坐標(biāo)系間的位移旋轉(zhuǎn)求解[12]。機(jī)械手坐標(biāo)系與相機(jī)坐標(biāo)系位置關(guān)系如圖9所示。

圖9 機(jī)械手坐標(biāo)系與相機(jī)坐標(biāo)系Fig.9 Manipulator coordinate system and camera coordinate system
相機(jī)坐標(biāo)系和機(jī)械手坐標(biāo)系之間的對(duì)應(yīng)關(guān)系,如式(3)所示。

式中:(u0,v0)為圖像的像素中心點(diǎn),也稱(chēng)主點(diǎn);(u,v,1)T是齊次圖像坐標(biāo);(xw,yw)T是齊次機(jī)械手坐標(biāo);θ為不考慮Z向時(shí),相機(jī)坐標(biāo)系與機(jī)械手坐標(biāo)系逆時(shí)針旋轉(zhuǎn)的角度;(x0,y0)T為不考慮 Z向坐標(biāo)時(shí), 相機(jī)坐標(biāo)系原點(diǎn)指向機(jī)械手坐標(biāo)系原點(diǎn)的平面向量;kx與ky分別表示兩個(gè)坐標(biāo)系X、Y軸縮放比例。式(3)可以簡(jiǎn)化為

式中:H為該模型下的平面單應(yīng)矩陣。
通過(guò)代入3組及其以上像素坐標(biāo)和機(jī)械手坐標(biāo),利用最小二乘法就可以求解出矩陣H。
2.2.2 標(biāo)定操作
由于相機(jī)畸變的影響,由相機(jī)標(biāo)定方法計(jì)算得到的一組標(biāo)定矩陣不能保證對(duì)所有像素點(diǎn)進(jìn)行較好的修正,為了提高標(biāo)定精度,本文采用了分區(qū)域的標(biāo)定方法。
標(biāo)定流程描述如下:
(1)自制一塊帶有4個(gè)黑圓的標(biāo)定板,如圖10所示,標(biāo)定板厚度與工件厚度一致。
圖10 自制標(biāo)定板Fig.10 Homemade calibration plate
(2)將底板相機(jī)的視野分為左、中、右三塊區(qū)域,在左邊區(qū)域放置標(biāo)定板,如圖11所示。

圖11 分區(qū)域標(biāo)定Fig.11 Subregional calibration
(3)通過(guò)圓形擬合算法,提取標(biāo)定點(diǎn)中心坐標(biāo),得到各個(gè)位置的圖像坐標(biāo);然后移動(dòng)SCARA機(jī)器人,使機(jī)器人Z軸末端的吸嘴依次對(duì)準(zhǔn)標(biāo)定點(diǎn),得到各個(gè)位置的機(jī)械坐標(biāo)。
(4)最后得到四組世界坐標(biāo)和圖像坐標(biāo)的點(diǎn)對(duì),對(duì)這些點(diǎn)對(duì)進(jìn)行計(jì)算就可以得到該區(qū)域標(biāo)定數(shù)據(jù)。
(5)再將標(biāo)定板分別放置到其它區(qū)域,重復(fù)以上操作,當(dāng)右區(qū)域標(biāo)定完畢,整個(gè)標(biāo)定過(guò)程完成。
3 實(shí)驗(yàn)驗(yàn)證
3.1 平臺(tái)的搭建
本系統(tǒng)的貼裝實(shí)驗(yàn)在如圖12所示的視覺(jué)自動(dòng)貼裝平臺(tái)進(jìn)行。平臺(tái)采用2個(gè)海康威視MV-CA060-11GM型黑白工業(yè)相機(jī),分辨率為3072×2048,2個(gè)配套的海康威視HF系列MVL-HF1628M6MP型鏡頭,焦距16 mm,相機(jī)安裝高度550 mm;光源采用白色面板光源(自制),發(fā)光面積900 mm×400 mm;運(yùn)動(dòng)控制部分,采用東芝THL400機(jī)器人進(jìn)行吸附、貼裝;采用深圳旗眾智能QZMC1000型四軸點(diǎn)位運(yùn)動(dòng)控制卡控制傳送裝置進(jìn)料出料。視覺(jué)自動(dòng)貼裝系統(tǒng)界面如圖13所示。

圖12 實(shí)驗(yàn)平臺(tái)Fig.12 Experiment platform
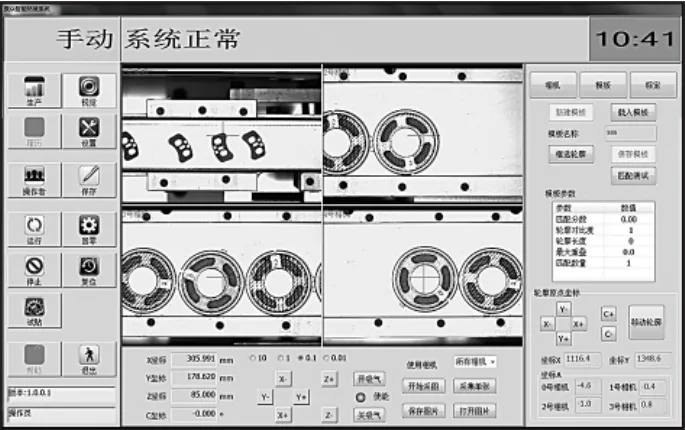
圖13 視覺(jué)自動(dòng)貼裝系統(tǒng)界面Fig.13 Visual automatic placement system interface
3.2 實(shí)驗(yàn)數(shù)據(jù)及分析
3.2.1 精度測(cè)試
將特征點(diǎn)的圖像坐標(biāo)進(jìn)行矩陣運(yùn)算得到機(jī)械坐標(biāo)的計(jì)算值,通過(guò)計(jì)算值與實(shí)際值對(duì)比進(jìn)行誤差分析[10]。取10個(gè)加工樣品的數(shù)據(jù),分析并計(jì)算,結(jié)果見(jiàn)表1。由表1可知,該實(shí)驗(yàn)條件下定位誤差位于±0.1 mm范圍內(nèi),滿足貼裝的要求。
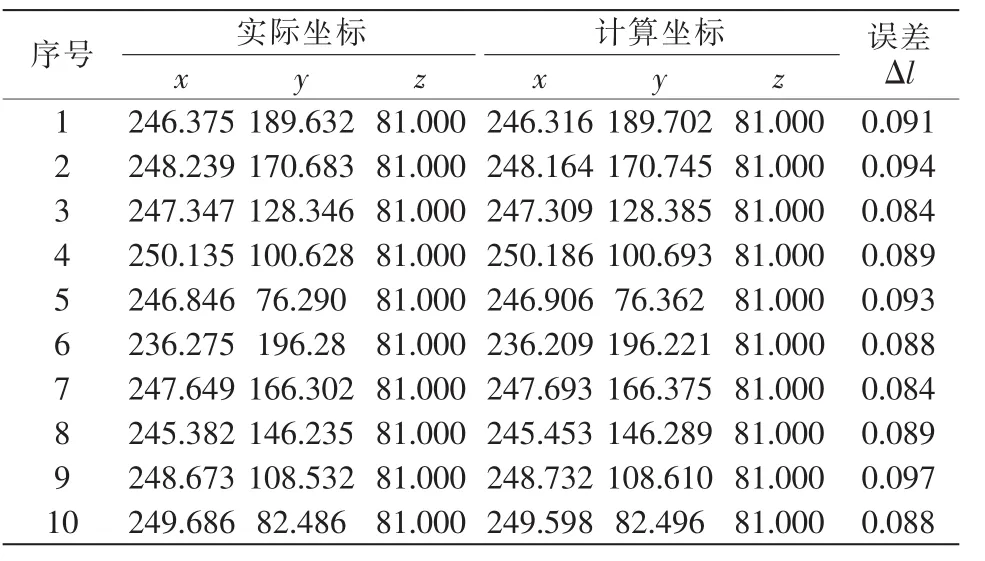
表1 精度測(cè)試表Tab.1 Accuracy test table
3.2.2 效率測(cè)試
取10個(gè)小時(shí)的加工個(gè)數(shù)的數(shù)據(jù),記錄并計(jì)算,結(jié)果見(jiàn)表2。由表2可知,該實(shí)驗(yàn)條件下,每小時(shí)的貼裝個(gè)數(shù)大于1200個(gè),滿足貼裝的效率要求。

表2 效率測(cè)試表Tab.2 Efficiency test table
3.2.3 貼裝效果
貼裝效果如圖14所示,PCB板精準(zhǔn)的貼裝在了電聲器件的底板上,貼裝質(zhì)量良好。

圖14 貼裝樣品Fig.14 Mount sample
4 結(jié)語(yǔ)
本系統(tǒng)將機(jī)器視覺(jué)技術(shù)應(yīng)用到電聲制品貼裝領(lǐng)域,通過(guò)視覺(jué)定位保證了電聲制品底板和PCB貼裝精度小于±0.1 mm,效率大于1200 p/h,很好地完成多種電聲制品的PCB自動(dòng)貼裝任務(wù),貼裝精度、貼裝速度均達(dá)到了設(shè)計(jì)目標(biāo)。本系統(tǒng)有效解決了電聲制品依賴人工貼裝的問(wèn)題,提升了電聲器件制造行業(yè)的自動(dòng)化水平。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(xiāo)(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
