一種確保母鉸軸耳板內(nèi)開檔精度的工藝方法
2018-11-15 13:15:14季小波王詠梅
現(xiàn)代制造技術(shù)與裝備 2018年10期
田 楊 季小波 王詠梅
(南通中遠(yuǎn)重工有限公司 工藝部,南通 226000)
本設(shè)計介紹了某堆取料機(jī)塔架下部母鉸軸耳板的制作方法,其也適用于門座機(jī)、海工吊等類似結(jié)構(gòu)的制作,總設(shè)計如圖1所示。
堆取料機(jī)塔架下部母鉸軸耳板的設(shè)計
1.1 臂架的鉸軸的選擇
塔架下部與臂架的鉸軸連接,公母鉸軸耳板間的單邊配合間隙僅為3mm,需要提升母鉸軸耳板內(nèi)開檔精度尺寸(理論值86mm)。塔架下部母鉸軸耳板(件140、件261)的板厚為45mm,要求與主板(件198)的對接焊縫為全熔透焊,母鉸軸耳板裝焊后會產(chǎn)生較大的角變形。
1.2 母鉸軸耳板的選擇
由于母鉸軸耳板的寬度尺寸小(最寬處為550mm),因此變形量有限,如采用油壓機(jī)等機(jī)械方法矯正變形,容易造成焊縫撕裂。無法保證母鉸軸耳板的內(nèi)開檔精度尺寸。兩片母鉸軸耳板的內(nèi)開檔尺寸為80mm,裝焊完成后,現(xiàn)有的數(shù)控鏜銑床無法對其加工,不能保證母鉸軸耳板的內(nèi)開檔精度尺寸。經(jīng)過分析后,采用以下方法對母鉸軸耳板的內(nèi)開檔尺寸進(jìn)行加工。
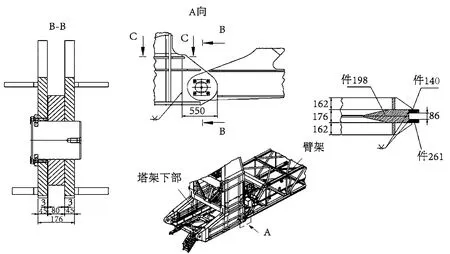
圖1 堆取料機(jī)塔架下部母鉸軸耳板設(shè)計
2 工藝步驟
2.1 坡口成型尺寸
件140和件261板厚方向均加放5mm的機(jī)加工余量,件198板厚方向加放9mm余量。件140、件261與件198對接處的坡口設(shè)計如圖2所示。
以件198的中心為基準(zhǔn)線,裝配件140板厚方向外側(cè)留有2mm余量,板厚方向內(nèi)側(cè)留有3mm余量。件140的水平不超過0.5mm,件140的內(nèi)側(cè)面距離基準(zhǔn)線40.5mm,件140的坡口方向如圖3所示。
2.2 焊接流程
焊接過程中應(yīng)將組合件多次翻身,以便兩側(cè)焊縫對稱焊接,焊接時電流為200~230A,電壓為29~31V。采用多層多道焊,減少角變形量。焊接完成后適度矯正,保證件140的角變形不超過2mm,件140的整體水平不超過2mm,如圖4所示。
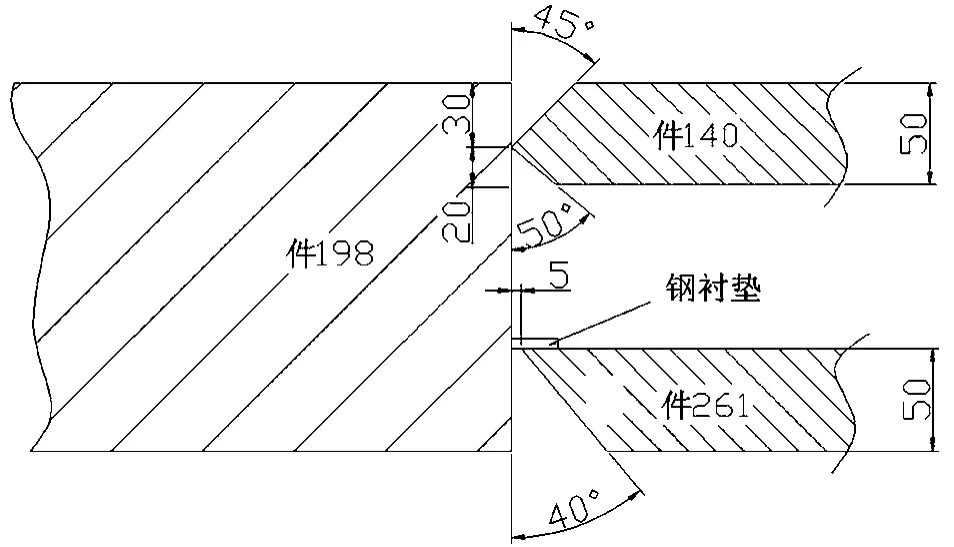
圖2 坡口設(shè)計
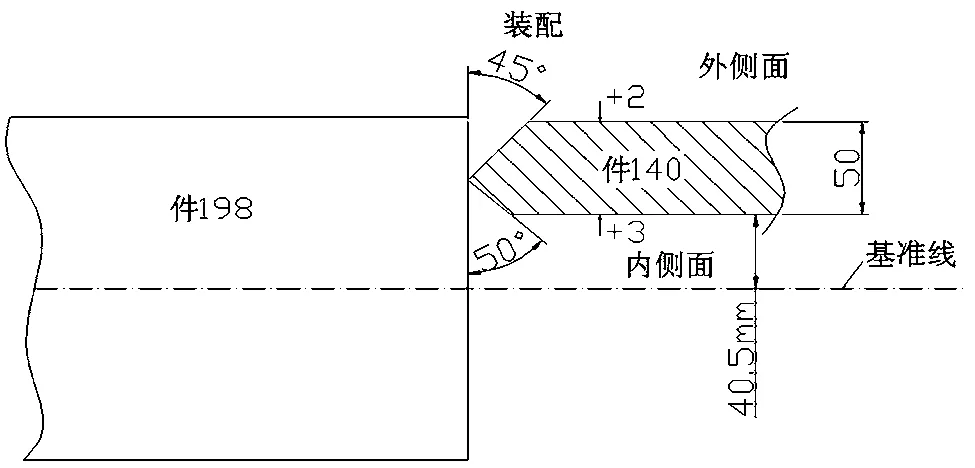
圖3 件140坡口方向
2.3 零件加工流程
使用鏜銑床加工件140內(nèi)側(cè)面和外側(cè)面、件198外側(cè)面。機(jī)加工后,件140板厚不小于45mm,件140與件198外側(cè)齊平,件140內(nèi)側(cè)距基準(zhǔn)線43.5mm。加工區(qū)域如圖5所示。
以件140已加工的內(nèi)側(cè)面為基準(zhǔn)面,定位裝配件261,件261至件140的開檔定位尺寸為87mm(在原設(shè)計圖要求尺寸基礎(chǔ)上增加1mm),件261板厚方向的5mm余量留在外側(cè),裝配完成后,用加強(qiáng)扁鐵將件140和件261固定連接,件261的水平不超過0.5mm。
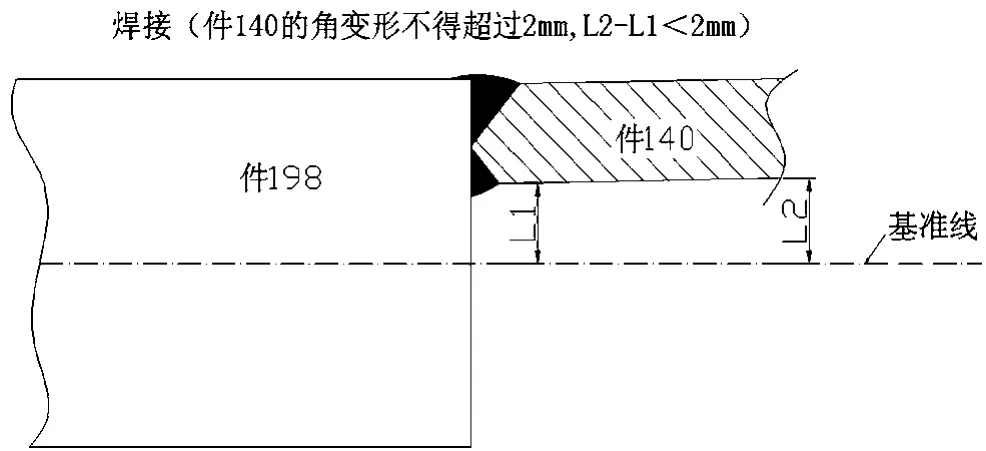
圖4 焊接位置示意圖
焊接件261的電流為200~230A,電壓為29~31V,采用多層多道焊,拆除連接固定的加強(qiáng)扁鐵,火工適度矯正,最終件261與件140內(nèi)開檔可滿足86mm,滿足了母鉸軸連接耳板內(nèi)開檔的精度尺寸要求,確保后續(xù)公、母鉸軸耳板的配合安裝。
加工件261的外側(cè)及件198的外側(cè)后,件261與件198外側(cè)齊平,件261板厚不小于45mm,件198板厚不小于177mm。加工區(qū)域如圖8所示。
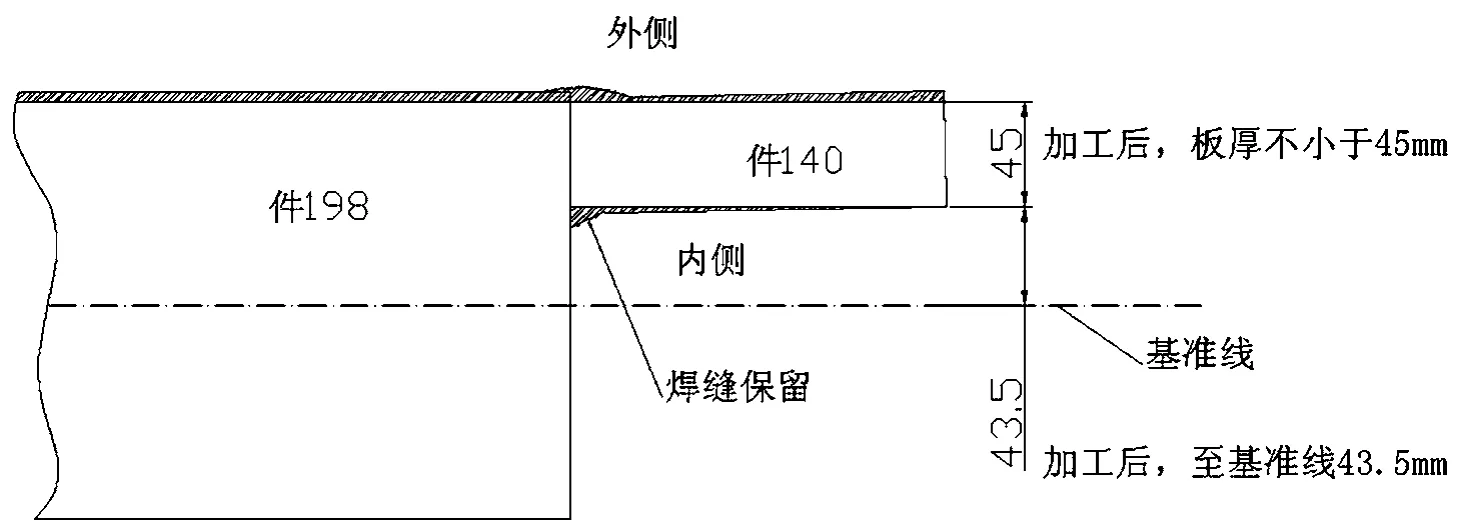
圖5 加工區(qū)域(陰影線內(nèi)為加工區(qū)域)
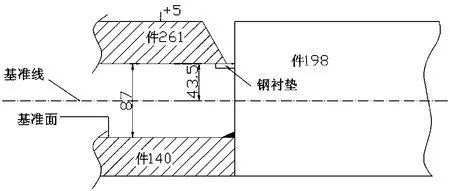
圖6 零件內(nèi)側(cè)加工圖
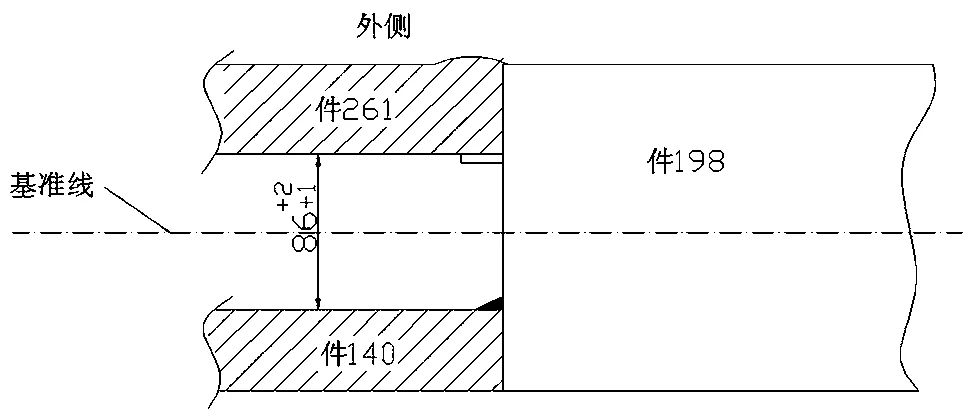
圖7 公、母鉸軸耳板的配合
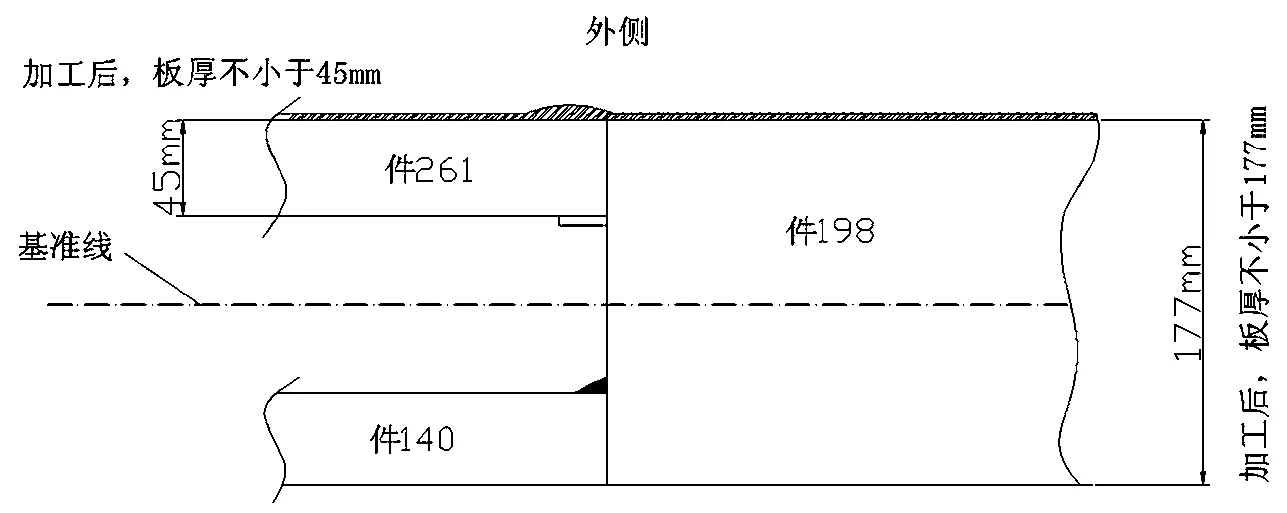
圖8 零件外側(cè)加工圖(陰影部分為加工區(qū)域)
3 結(jié)語
該工藝方法經(jīng)過實(shí)踐證明是可行的,且施工的綜合費(fèi)用較低,具有良好的社會和經(jīng)濟(jì)效益。因此,該方法可廣泛運(yùn)用在類似結(jié)構(gòu)上,適合推廣。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36