汽車開關門手感及聲品質提升
2018-11-21 02:30:42胡崢楠劉天才湯小生
汽車工程師 2018年10期
關鍵詞:設計
胡崢楠 劉天才 湯小生
(吉利汽車研究院)
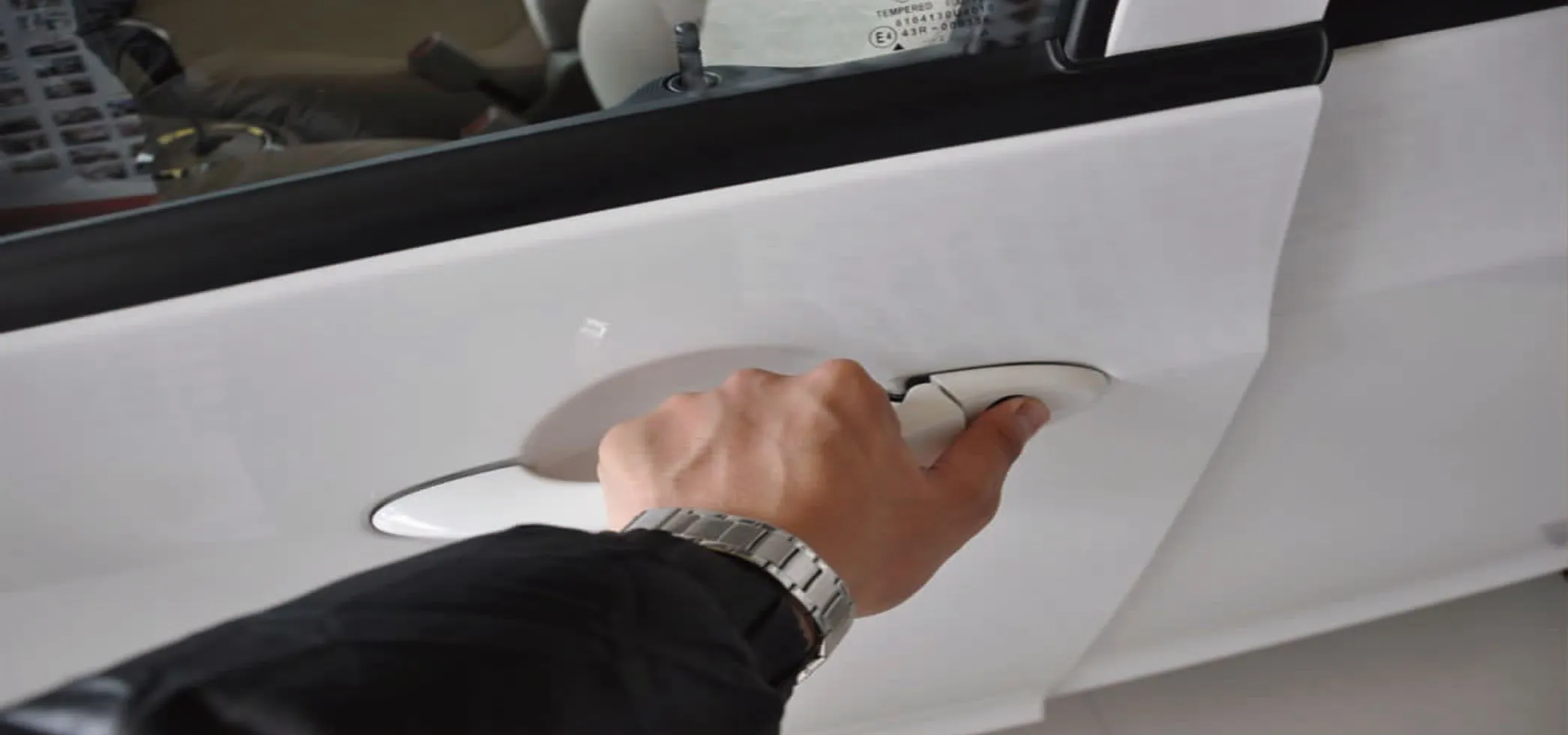
在車輛選購過程中,人們一般會在品牌、價格、空間、動力、油耗、外觀及配置等影響因素中,根據個人的實際需求進行選擇,但除了上述主流因素外,車輛精細化設計的諸多細節,也潛移默化地影響著消費者的判斷,開關門品質便是其中之一。乘客在下車開啟車門時,如車門開啟力過小,開啟擋位不清晰,會給人一種廉價感,且在大風天容易造成人員受傷,引起客戶抱怨;如開啟力過大,會造成老人、小孩下車不方便,且在狹小空間內不易控制開啟角度,引起客戶抱怨。因此,車門系統整體開關品質的控制對車輛的品牌形象及客戶的使用感受都有著重要影響。
1 車門系統的組成
汽車車門系統主要由鈑金件及車門附件兩大系統組成,其中鈑金件為車門系統的基礎[1],為車門附件提供安裝位置及支撐,同時其需要滿足安全碰撞等法規要求,對零件強度要求較高;附件系統主要為功能件,實現車門運動、鎖止及密封等相關功能,附件系統的設計合理性對開關門品質影響較為關鍵。圖1示出車門系統的簡要組成。
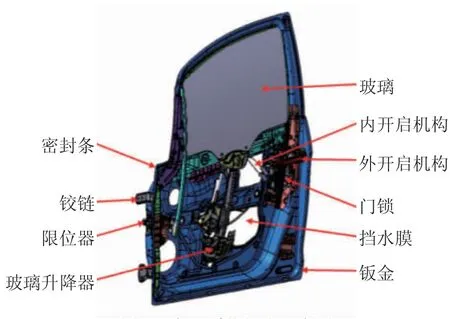
圖1 車門系統組成示意圖
2 開關門品質主觀評價要素
2.1 開啟關閉力
車門系統設計時,具有厚重感的車門更容易給人一種安全感及豪華感,但車門較重,開關相對費力;而較輕薄的車門則更易給人一種廉價感,但開關省力。因此,綜合考慮車門在使用過程中的開啟關閉力,是開關門品質精細化設計的重要組成部分。
2.2 聲品質
聲音的評價標準一般包含聲壓等級、響度及尖銳度[2]。聲音大小對人耳的影響,如圖2所示。優良的車門系統在開啟及關閉過程中,應無明顯的金屬撞擊形成的脆響,而應給人一種沉悶厚重的聲音,理想的聲音品質對開關門品質的提升尤為重要。
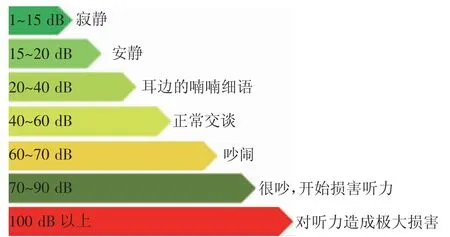
圖2 聲音大小對人耳的影響
3 開關門品質優化設計關鍵點
3.1 限位器擋位及功能設計
限位器擋位的設計一般為2擋或3擋設計,擋位的選擇與車門的開度相關聯。為滿足車門的更大開度,實現更好的上下車方便性,通常選擇3擋限位器,在擋位工作原理限位臂上設計不同程度的凹槽,限位器盒體在限位臂上滑動時,與限位臂主體為過盈配合,滑動至限位臂凹槽時,脫出凹槽需要較大的力,從而實現限制車門自由移動的目的。圖3和圖4分別示出限位器剖面結構及運動狀態。

圖3 車門限位器剖面結構
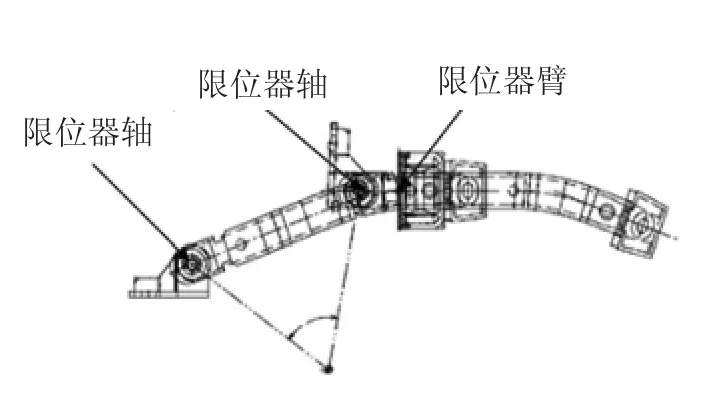
圖4 車門限位器運動狀態
根據限位器的實現原理,由于限位器凹槽的設計及限位器盒體內部結構與限位臂配合形式的不同,限位能量的大小及擋位清晰感也不盡相同,因此,合理地選擇限位器的內部配合形式是提升開關門品質的重要因素。目前限位器的基本配合形式,如表1所示。
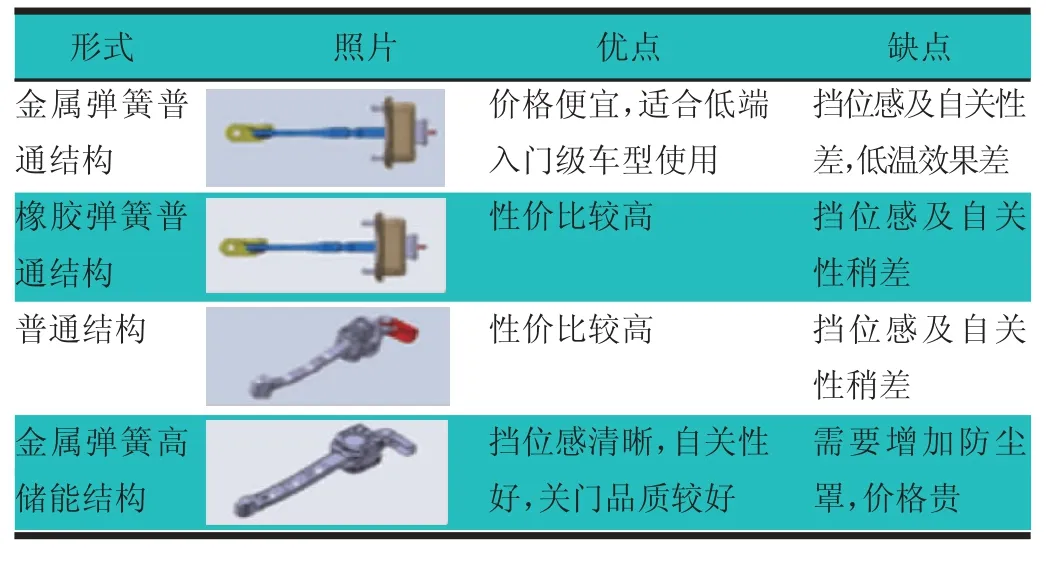
表1 車門限位器形式及優缺點
為滿足開關門力的質感,綜合性能表現,在滿足布置要求的情況下,優先選用高儲能結構限位器。
3.2 鉸鏈形式及傾角設計
鉸鏈設計對開關門品質影響的因素為鉸鏈的剛度及傾角。目前市場上車門鉸鏈主要有沖壓鉸鏈、型鋼鉸鏈、L型鉸鏈3種,如表2所示。其中,型鋼鉸鏈強度較高,不易造成車門抖動,因此設計時,盡量選用型鋼鉸鏈。
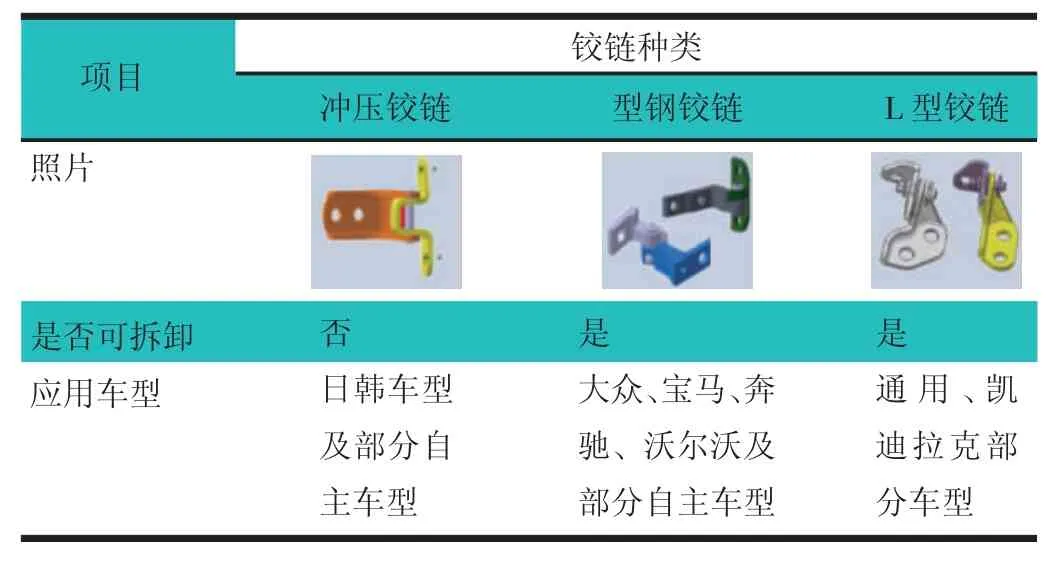
表2 車門鉸鏈主要類型
鉸鏈軸線傾角的設計是為了使車門在限位器未限位的情況下具備一定的自關性,從而減小車門的關閉力。按照一般的設計要求,在滿足與造型面間隙的情況下,內傾角要求為 0~3°,后傾角要求為 0~1.5°。
3.3 密封條壓縮負荷設計
密封條是車門系統品質提升的關鍵零件,密封條的數量、斷面、材質的選擇均對車門整體系統的品質具有較大影響。對于現代車門的設計,1道密封條的形式對限位器等無密封保護作用,易造成限位器進灰塵,引起開關門卡滯異響等問題,已逐漸不能滿足使用要求。為提升開關門品質,選用2道密封條的形式,即車門密封條與門框密封條配合使用。門框密封一般為主密封,門框密封條的壓縮量為6 mm左右。為確保門框密封的效果,應合理定義密封面。密封面的寬度一般定義為20 mm左右,密封面應平滑光順,無突然變化,面與面之間用大圓角過渡,圓角半徑一般應大于50 mm。車門密封為輔助密封,密封條的壓縮量一般定義為3~5 mm;同時要考慮門洞焊接面與門框密封面之間的距離,一般定義為12~16 mm。密封條與密封面之間應有明確的位置關系(即密封條有明確的變形方向性),以確保密封條的使用壽命與良好的密封效果。可以額外再增加1道門縫密封條,這樣對聲品質也有部分提升。
對密封條的材質選擇應進行區分,安裝結構可以選擇較硬的材質,如密實體橡膠,壓縮泡位置應為海綿體橡膠或其他軟制材料。在保證密封條的壓縮量滿足防塵、防水的密封性能的條件下,應控制密封反力,使得車門的關閉力在合理的范圍內呈線性分布。
3.4 門鎖解鎖力及靜音設計
現代汽車的門鎖設計不僅需要滿足法規中對車門保持件的要求,如載荷1、載荷2及耐慣性要求等硬性指標,門鎖自身的聲品質及操作力也是衡量鎖體好壞的重要評價標準。為滿足日益嚴格的聲品質要求,對鎖體的咬合、限位等逐漸增加了靜音處理。例如,通過對鎖舌進行包塑改進、對棘輪和棘爪增加包塑處理,棘爪增加限位緩沖塊以及阻尼結構等[3],優化行駛聲及關門聲;門鎖的開啟力及關閉力一般設計在20~30 N。
3.5 內外開啟力及聲控制
車門內外開啟手柄是人手操作的直接接觸零件,因此人們對此處反饋的聲及力的大小更為敏感。手柄總成在設計時,行程及開啟力參數應與鎖體相匹配,即手柄開啟力可線性變化且與鎖體開啟力相近,不應出現開啟力突變現象。例如:在300 N密封反力的情況下,鎖體開啟力為25 N,手柄設計開啟力上限值應在30~35 N,如超過50 N則臺階感明顯。為獲得更好的開啟手感,外開手柄拉鉤與底座配合位置可采用POM護套,增加自潤滑性,防止出現耐久卡澀現象。
手柄在回位過程中,易與鈑金發生撞擊,產生撞擊聲。在設計手柄結構時,限位結構應增加減振膠墊,在不影響外觀尺寸的前提下,盡量增加膠墊厚度,以增強緩沖作用。同時,為避免密封墊與緩沖墊產生粘連聲,可采用雙料注塑密封墊,或在緩沖墊上增加凸點結構,避免大面積接觸粘連,如圖5所示。

圖5 車門手柄密封墊示意圖
3.6 其他細節優化設計
除上述主要優化點外,還包含以下可提升點,如采用一體式成型車門,減小關車門時窗框的抖動量;增加玻璃與導軌的加持面積,使得玻璃下降到底或在下降途中無振響;在密封條頂部設計緩沖結構,降低玻璃上升沖頂聲等。
4 結論
現今,汽車已成為生活中不可或缺的部分,人們對汽車設計品質的要求也是與日俱增,尤其是對于國產汽車的要求更是嚴苛。為滿足不同客戶的使用需求,扎實做好每個細節品質的把控,既是一個企業的做事態度,也決定了其在汽車發展的歷史舞臺上的行走距離。開關門品質的控制是一項復雜的系統匹配工作,是一輛精品車型不可或缺的重要一環。文章針對一些基本影響要素,提出了優化措施,更多的細節控制,需要每個汽車設計人員在實際工作中去實踐。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04