模擬參數對橡皮成形TB5鈦合金凸彎邊起皺模擬的影響
2018-11-23 08:31:18孫永娜吳國清萬敏吳向東
精密成形工程 2018年6期
關鍵詞:有限元
孫永娜,吳國清,萬敏,吳向東
(1.中國航空發動機研究院,北京 101304;2.北京航空航天大學,北京 100191)
板料成形過程中常遇到的起皺問題會影響到零件的最終質量,尤其是高強度材料的應用導致板料成形過程中的起皺現象更加明顯[1]。TB5鈦合金(Ti-15V-3Cr-3Sn-3Al,Ti-15-3),是一種高強亞穩β型鈦合金,具有優良的冷成形性能,可在室溫下成形中等復雜的鈑金零件,并可通過時效處理達到較高強度[2—4]。由于TB5鈦合金固有的低塑性、高變形抗力、易發生回彈和失穩起皺等特點,采用冷成形制造復雜形狀的構件時有較大的困難。目前,對高強鈦合金TB5成形的研究還處于起步階段[5]。
近年來,有限元模擬技術(FEM)被用于板料成形的起皺、破裂以及表面質量問題等的控制和分析,然而,由于起皺的有限元模擬涉及到不穩定性、折疊以及邊界條件等非常復雜的問題,因此有限元模型建立方式的差別會對起皺模擬結果產生很大影響,即使幾何模型和材料模型都相同,但由于操作設置造成的起皺結果也有很大的不同[6]。盡管對有限元模擬起皺的單個影響因素的研究已經很多,但尚未對起皺結果的影響進行全面定量分析研究[7—9],因此,模擬參數對起皺模擬結果的全面分析勢在必行。
飛機中的翼肋、隔框等零件,多采用橡皮成形工藝來成形[10]。橡皮成形利用橡皮做半模,將金屬板料按照剛性凸模逐漸包覆,或按照剛性凹模充填實現零件制造的成形方法,具有效率高、工裝成本低、保護零件表面質量及綠色環保等優點[10—11]。
橡皮成形包含的3種基本彎邊形式,分別為凸彎邊、凹彎邊和直彎邊。由于板料的初始長度大于彎邊成形過程中任一時刻的凸緣長度及彎邊成形后零件的輪廓長度,因此在凸緣彎曲變形的同時,板內圓周方向因材料收縮而產生壓應力,當壓應力達到臨界應力時,便發生失穩起皺[12]。
到目前為止,針對凸彎邊起皺的研究主要集中在模具和板料的幾何結構及鋁合金板料的材料方面[13—14],而對鈦合金起皺的研究還較少。文中基于正交試驗設計,對橡皮成形 TB5鈦合金室溫下的凸彎邊起皺進行了有限元分析和試驗研究,對皺進行了量化分析,并對影響凸彎邊起皺的模擬因素進行了全面研究。
1 皺的定量試驗
1.1 皺的量化
在凸彎邊成形過程中,起皺是阻礙成形的最嚴重問題,因此建立皺紋的評定標準非常重要。由于凸彎邊邊緣處的壓應力最大[12],因此定義凸彎邊邊緣處皺紋的最高處到理論外形的高度,即峰高為皺紋的衡量標準(見圖1)。當一個彎邊有幾個不同的皺紋時,定義皺紋高度中的最大值為考察對象。
圖1 皺紋示意Fig.1 Diagram of wrinkling
在有限元模擬的后處理結果中,可以測量節點的空間位置(見圖1)。沿著皺紋定義路徑,提取出一系列點的坐標,并把這些測量結果輸入 MATLAB,對輸入網格的節點坐標進行計算,從而獲得從皺紋到理想曲面的最大高度。模擬結果和實際結果采用統一的零件放置方式,即凸彎邊與水平面垂直放置,頂面與水平面平行,對皺紋從左到右依次標記為皺紋1,2,3。
1.2 試驗
由于彎邊高度越大起皺現象越明顯,本研究設計零件的彎邊高度較大。零件幾何尺寸為:凸彎邊半徑為140 mm,彎邊高度為15 mm,彎曲角為90°,周向角為74°(見圖2)。
圖2 零件示意Fig.2 Diagram of part
試驗在北航研究中心的單動壓力機YD28Q-550Q上進行。該壓力機最大壓力為5500 kN,采用可編程控制器(PLC)伺服控制系統。該壓力機可以通過控制沖頭的速度從而調節施加在橡皮上的壓力。基于該壓力機和試驗中所需相關模具、工裝,建立起適合橡皮成形的工藝試驗環境。所用的橡皮容框直徑為240 mm,高為100 mm,最大工作壓力可達100 MPa。
對1.2mm厚的TB5鈦合金板材進行研究。根據幾何零件設計模具和板料展開尺寸,選取板料初始半徑為155 mm。試驗裝置示意見圖3。
圖3 試驗裝置示意Fig.3 Diagram of experimental model
為減小成形過程的摩擦,在試驗開始前,對板料和凸模進行清洗并涂上潤滑油。試驗采用與有限元模擬中相同的模具幾何結構。試驗開始前,工作臺和橡皮容框固定,將凸模放置在容框內,板料兩側用銷釘定位于凸模上,板料上面放置硬度為70A Shore的橡皮。按照一定的加載方式和加載速度使沖模緩慢下行,通過橡皮傳遞壓力,迫使板料與凸模逐漸貼合而成形。
試驗所得零件見圖4a。由圖4a可以看出,該零件共有3個呈對稱分布的皺紋,這3個皺紋都是從彎曲倒角處開始起皺的。對成形后的零件皺紋峰高進行測量,測量結果見圖4b,中間的皺最大,峰高為4.92 mm,皺1和皺2分別為4.52 mm和4.46 mm。
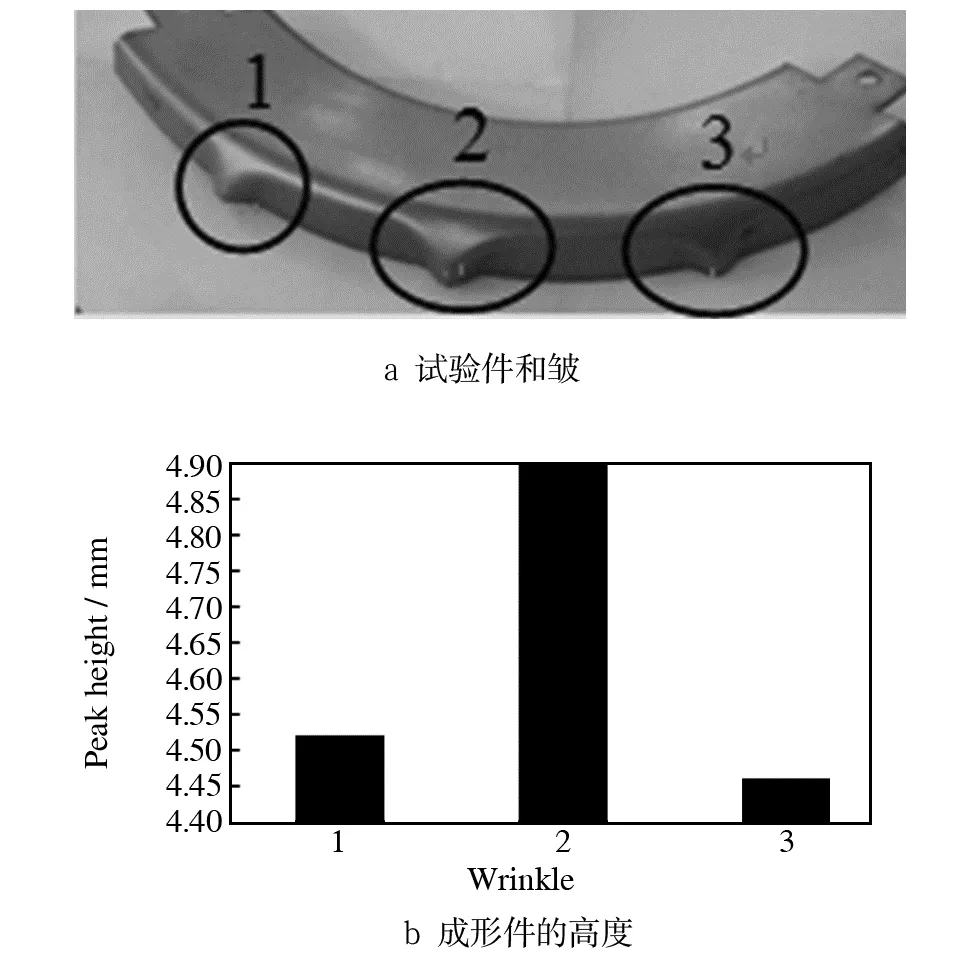
圖4 皺的順序及試驗結果Fig.4 Sequence of wrinkle and experiment result
2 有限元模擬
2.1 試驗設計
有限元模擬將力的加載方式簡化為對橡皮表面施加均布載荷,通過橡皮的變形導致板料成形,因此均布載荷的加載方式和加載時間直接影響到力的作用。加載時間和加載方式關系到施加在橡皮上的力,而且影響到有限元模擬的時間,摩擦因數涉及到接觸問題,而板料單元的網格劃分影響到板料和模具幾何形狀的精確描述。
研究基于 ABAQUS/Explicit軟件對橡皮成形TB5鈦合金的凸彎邊成形過程進行有限元模擬,該算法最大的缺點在于求解結果是條件穩定的,所以利用動力顯式解法求解橡皮成形這類準靜態過程時,時間步長的選取是影響計算時間的關鍵因素。
對有限元模擬結果有重要影響的三水平四因素的模擬參數被進行如下設置:加載時間為0.01,0.03,0.05 s;加載方式為smooth,tabular,Equally Spaced;與橡皮之間的摩擦因數為0.2,0.4,0.6;板料的網格的劃分為水平 1、水平 2、水平 3。其中,板料網格三水平劃分的不同在于:水平1的周向網格和彎邊方向上網格大小均為3 mm;水平2的周向上網格大小為2 mm,彎邊方向上網格為1.5 mm;水平3的周向網格和彎邊方向上網格均為1 mm。
如果選取完整的排列方式(34),需要做 81次模擬,這幾乎是不可能的。在工程領域,常用正交設計表進行科學設計。正交設計能用較少的試驗來獲取所有參數的影響并能獲取優化的結果[15—17]。針對本研究最合適的正交設計表是L9(34),該正交設計表通過9次試驗安排上述三水平的四個因素(81次試驗的11%)。
2.2 有限元建模
為了全面評估有限元模擬參數對模擬結果的影響,采用商用有限元軟件ABAQUS/Explicit對上述試驗進行有限元模擬。成形力通過橡皮表面施加在板料上。采用可忽略溫度的非線性準靜態方法進行有限元模擬。
橡皮成形過程中,橡皮為超彈性體,采用8節點六面體線性減縮積分單元(C3D8R),并且采用增強的沙漏控制方法來控制超彈性的變形;板料為彈塑性變形體,采用4節點減縮積分殼單元(S4R);凸模視為剛體,采用4節點殼單元。
橡皮成形過程中采用罰函數法定義接觸方法,應用庫倫摩擦模型定義摩擦。與橡皮接觸面采用通用接觸(General Contact),摩擦因數取三水平分別為0.2,0.4,0.6。板料和模具之間的接觸為面-面接觸(surface-to-surface),摩擦因數為0.1[18]。模具水平放置,各個邊界條件完全約束。
2.3 材料
在橡皮成形過程中,板料經歷了大應變塑性變形,因此在模擬橡皮成形過程時,需要達到破裂屈服點的真實應力-應變數據來正確定義板料模型。在有限元模擬中假定材料是各向同性以及均勻分布的。通過單向拉伸試驗確定的1.2 mm厚的TB5鈦合金板料的真實應力應變曲線見圖5。
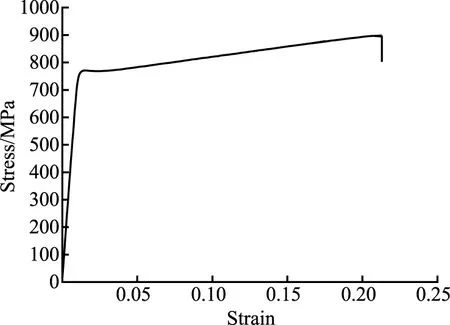
圖5 TB5鈦合金的真實應力-應變Fig.5 True stress-strain curve of TB5 titanium alloy
在 ABAQUS中,采用應變勢能(U)來衡量橡皮的應力應變值。采用Mooney-Rivlin模型來描述橡皮材料模型。假定材料接近可壓縮。采用與試驗一致的橡皮材料進行試驗獲取有限元模型所需的 C10和C01。
3 結果與分析
在正交試驗表L9(34)的基礎上,進行了9次有限元模擬。有限元模擬皺紋的峰高見表1。表1中還列出了各個試驗所得到的皺紋數量,試驗結果皺紋數量為3個。然而,網格剖分方式的水平3的模擬結果的皺紋數量卻不同,因此,網格剖分方式是影響皺紋數量多少的首要因素。在下述分析中,水平3的網格剖分方式不被考慮。
為了衡量各個因素對模擬結果的影響,對正交試驗結果進行極差分析(見表2),從而確定了最佳的模擬因素組合。由于考察對象為起皺,因此,使皺的峰高最小的因子水平為最佳選擇,即加載時間為0.03 s,加載方式為Tabular,與橡皮之間的摩擦因數為0.4,網格剖分采用周向2 mm,彎邊方向為1.5 mm。對起皺影響大小的因子先后順序為:板料網格—加載方式—摩擦因數—加載時間。
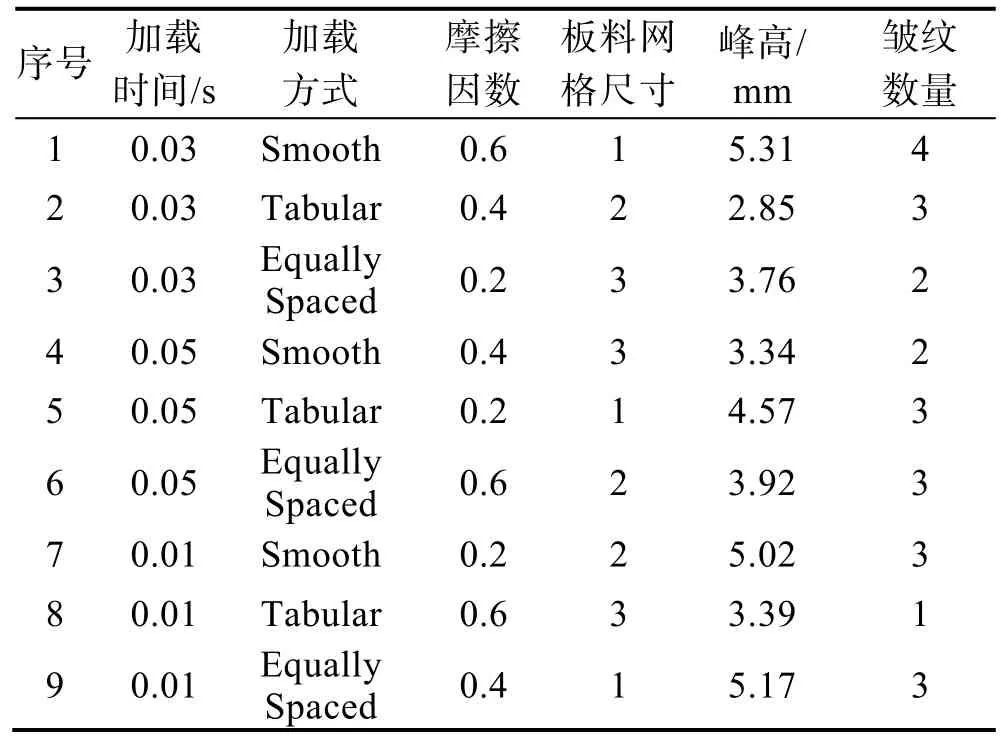
表1 L9(34)設計表和計算結果Tab.1 Experimental table L9(34) and calculated data
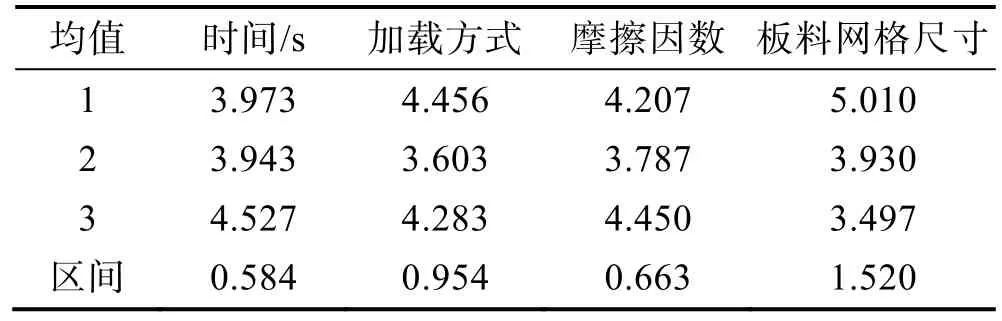
表2 極差分析Tab.2 Analysis of range
對模擬結果有3個皺的峰高進行分析(見表3)。試驗5雖然也有3個皺,但3個皺的大小趨勢和實際的不同。水平2的網格剖分方式,中間的皺為最大皺,兩端的相對較小,與實際的大小分布趨勢一致。
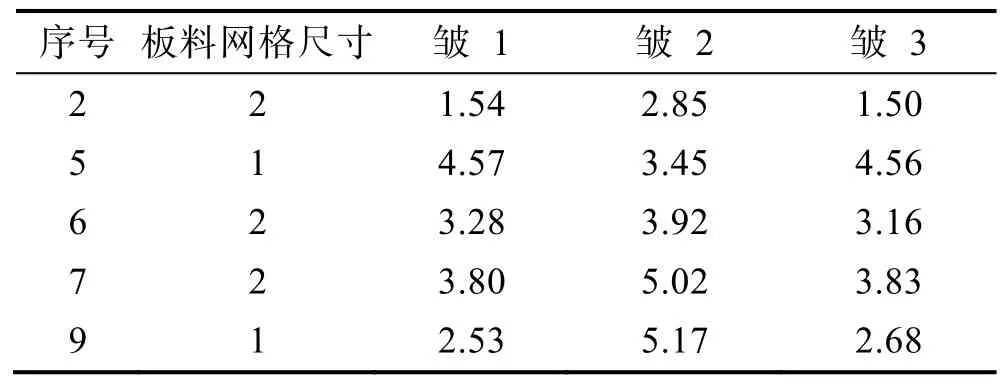
表3 皺的峰高Tab.3 Peak height of wrinkles mm
將正交試驗設計的試驗2、試驗6、試驗7以及試驗9的模擬結果與試驗結果對比見圖7。由圖7可以看出,試驗7的模擬結果與試驗結果的峰值比較接近,皺2的峰值模擬結果比試驗結果大0.1 mm,而對于皺1模擬結果比試驗結果小0.72 mm,對于皺3,模擬結果比試驗結果小0.63 mm。相對于中間的皺,即皺2來說,試驗9的峰高比試驗的峰高大0.25 mm,然而對于皺1和皺2卻比試驗結果小2 mm。而模擬方案6和7的模擬結果與試驗結果相差相對較大。可見對于零件中間的皺而言,模擬結果與試驗結果誤差很小。
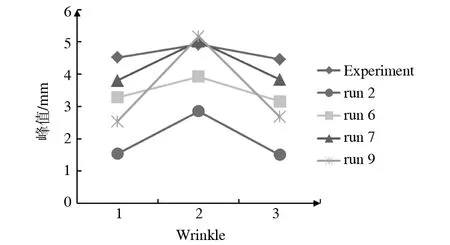
圖7 皺紋比較Fig.7 Comparison of wrinkles
4 結論
1)TB5鈦合金在室溫下有良好的冷成形性性能,能在室溫下用橡皮成形成形出凸彎邊零件,但在成形過程中有起皺問題。
2)采用正交設計表 L9(34),基于 ABAQUS/Explicit軟件,全面研究了有限元模擬參數對凸彎邊起皺模擬的影響。通過對加載時間、加載方式、摩擦因數以及網格劃分等四因素進行極差分析,得出網格劃分是影響起皺模擬的最重要的因子。
3)在獲取模擬節點坐標和非線性擬合的基礎上,定量分析了凸彎邊起皺,為起皺的定量分析提供了衡量指標。
4)在極差分析的基礎上,通過有限元模擬結果和試驗結果的對比,選擇了有限元模擬起皺的最佳參數組合。對于凸彎邊的最大皺紋來說,有限元模擬結果和試驗結果相差很小,但對于另外兩個皺來說,模擬結果偏小。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18