激光選區(qū)熔化成形件表面粗糙度控制
2018-11-29 03:03:56王昌飛門正興杜青泉鄭金輝馬亞鑫
大型鑄鍛件 2018年6期
關(guān)鍵詞:方法
王昌飛 門正興 杜青泉 鄭金輝 唐 越 馬亞鑫
(1.成都雍熙聚材科技有限公司,四川610021;2.成都航空職業(yè)技術(shù)學(xué)院機(jī)電工程學(xué)院,四川610021;3.二重(德陽)重型裝備有限公司,四川618013)
激光選區(qū)熔化(selective laser melting,SLM)金屬3D打印技術(shù)采用高能量密度激光器作為熱源,通過激光照射實現(xiàn)單層金屬粉末熔化后快速凝固,再用金屬粉末覆蓋已成形區(qū)域,如此過程反復(fù)最終形成零件[1]。目前,單激光SLM設(shè)備成形零件最大成形尺寸為300 mm×300 mm×300 mm,多激光SLM設(shè)備最大成形尺寸為500 mm×500 mm×530 mm,成形零件尺寸精度20~50 μm,表面粗糙度10~50 μm。與其他金屬零件成形方法相比,SLM金屬3D打印技術(shù)成形特點是快速成形力學(xué)性能接近鍛件、形狀復(fù)雜的中小型零件,特別是包含復(fù)雜內(nèi)部結(jié)構(gòu),如空腔、柵格、多孔、內(nèi)流道等結(jié)構(gòu)的零件的制造,是目前最為重要、應(yīng)用最為廣泛的中小型金屬零件3D打印成形方法[2-3]。
表面粗糙度是評價機(jī)械零件質(zhì)量的重要指標(biāo),與零件的測量精度、配合關(guān)系、振動噪聲、疲勞強(qiáng)度等方向關(guān)系密切[4-5]。目前,基于SLM成形零件的表面粗糙度低于成熟的零件精密成形方法(Ra<2.5 μm),需要進(jìn)行進(jìn)一步機(jī)械加工、噴砂和電解拋光等后處理方法才能達(dá)到使用要求,降低了SLM成形效率及使用范圍,是SLM金屬零件3D打印成形方法廣泛應(yīng)用的主要瓶頸之一。
1 SLM成形零件表面粗糙度分布
分層制造作為3D打印成形方法最大的成形特點,也造成了3D打印成零件不同特征面粗糙度有較大差別,而且影響因素也不盡相同。就SLM成形方法而言,以成形設(shè)備基板為基準(zhǔn),成形零件上平面、上傾斜面、下傾斜面、垂直面四種典型面如圖1所示。
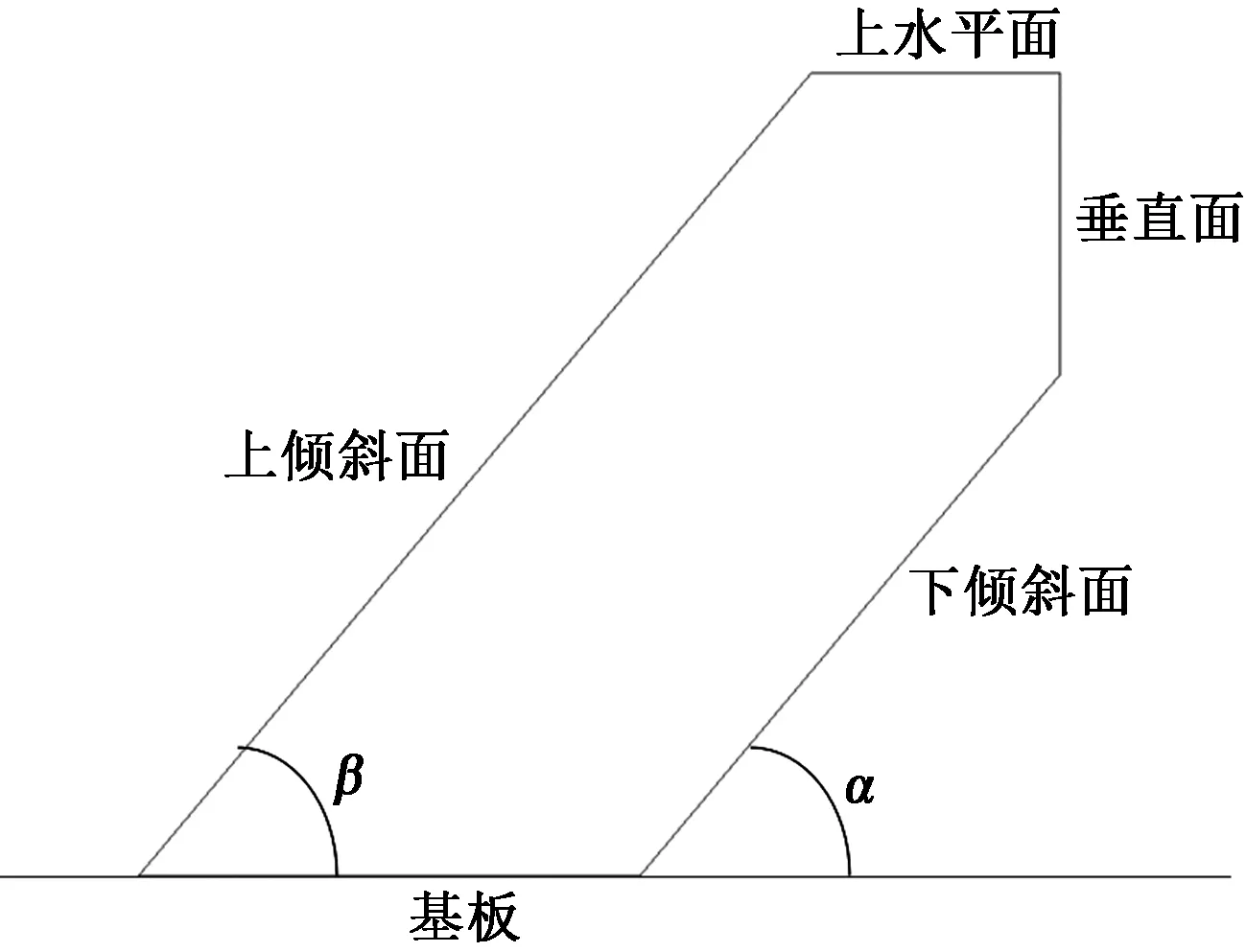
圖1 SLM成形典型面示意圖Figure 1 Sketch of typical surface formed by SLM
1.1 上水平面
SLM成形零件上水平面與基板平行,由鋪粉后激光一次掃描成形,一般情況下可在表面明顯觀察到激光掃描痕跡。根據(jù)SLM成形單熔道成型研究[1],金屬粉末在單道次激光熔化、快速凝固后上表面形狀為近半圓形,而多道次激光熔化存在激光的搭接,粉末快速凝固后零件上表面微觀形貌如圖2所示。在平面足夠小的情況下,同一掃描平面粗糙度可達(dá)到3 μm左右。而一般情況下,零件上平面的粗糙度在5~50 μm之間,隨著成形平面面積以及加工零件高度的增加,表面粗糙度惡化。造成零件上平面粗糙度惡化的主要原因是SLM成形過程中引起的翹曲、收縮、球化以及零件變形等宏觀缺陷。

圖2 SLM成形上表面微觀形貌示意圖Figure 2 Sketch of micro shape for upper surface formed by SLM
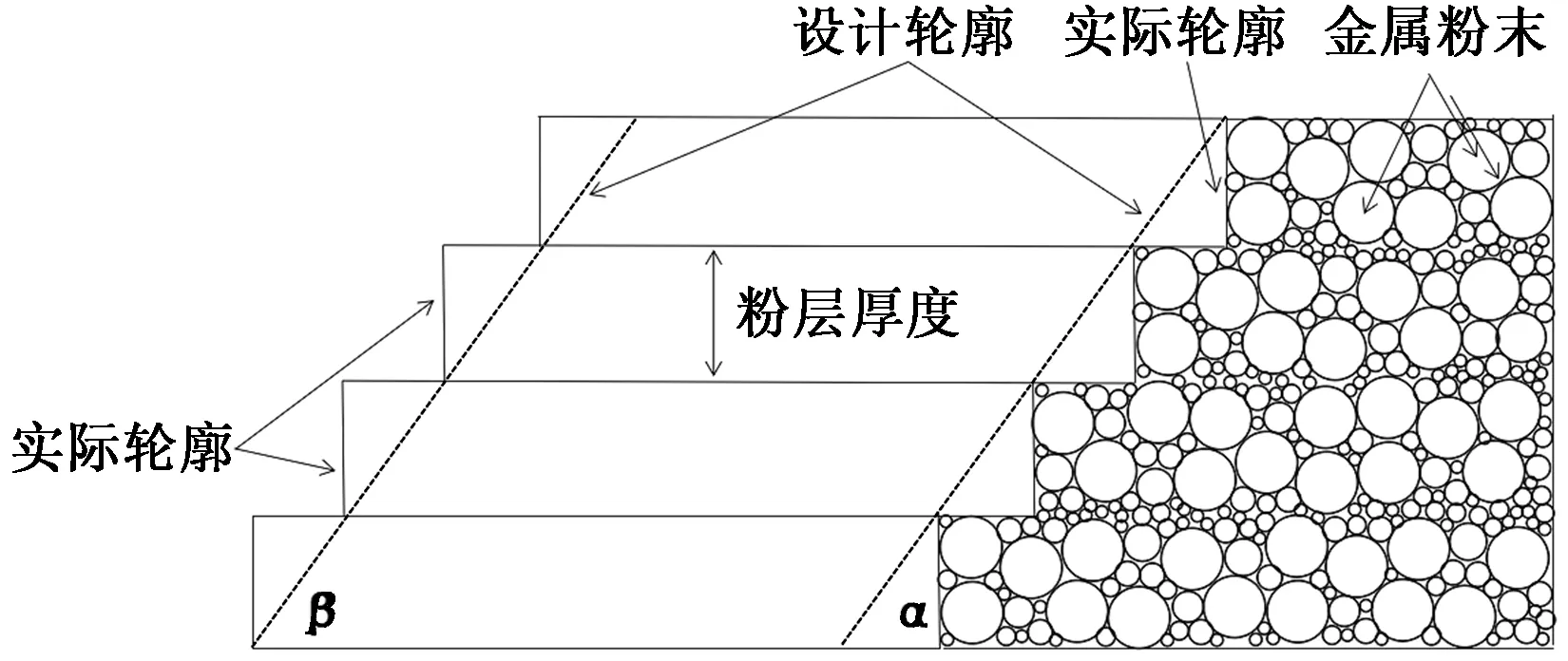
圖3 SLM成形傾斜面微觀形貌示意圖Figure 3 Sketch of micro shape for inclined surface formed by SLM
1.2 下傾斜面
下傾斜面最大的特點是其下部支持為松散的金屬粉末,因此也稱為懸垂結(jié)構(gòu)。下傾斜面與基板夾角α存在極限值α0,當(dāng)傾斜角小于α0時,懸垂結(jié)構(gòu)會產(chǎn)生塌陷或嚴(yán)重變形,必須設(shè)計支持才能實現(xiàn)零件的成形。根據(jù)SLM成形設(shè)備不同α0在25°~45°之間。理論上下傾斜面表面呈現(xiàn)臺階狀,粗糙度只由傾斜角和粉層厚度兩個因素決定。實際生產(chǎn)中,下傾斜面是SLM成形零件表面質(zhì)量最差的面,主要原因是下傾斜面存在嚴(yán)重的粉末粘附現(xiàn)象。金屬粉末的熱傳導(dǎo)率只有已凝固材料的1/100左右,因此在相同激光條件下,金屬粉末支撐區(qū)熔池遠(yuǎn)大于凝固材料支持區(qū)熔池,導(dǎo)致熔池粘附較多的粉末。SLM成形傾斜面微觀形貌示意圖如圖3所示。
1.3 上傾斜面及垂直面
上傾斜面最大的特點是其下部支持為已凝固的金屬材料,上傾斜面與基板夾角β沒有限制。當(dāng)β為90°情況時即為垂直面。與下傾斜面類似,上傾斜面表面也呈現(xiàn)臺階狀,增大傾斜角以及降低粉層厚度可以提高上傾斜面表面粗糙度。上傾斜面的表面粗糙度遠(yuǎn)高于下傾斜面,其中垂直面表面粗糙度最好。
SLM成形零件表面理論粗糙度由傾斜角度和鋪粉厚度兩個因素決定。傾斜角越大,鋪粉層厚越小,傾斜面的表面粗糙度越小。
目前關(guān)于SLM成形零件粗糙度的研究主要集中在零件規(guī)則外表面方面。對于零件內(nèi)表面粗糙度,特別是異形孔洞、仿生結(jié)構(gòu)以及小直徑異形流道的內(nèi)表面粗糙度研究還非常少,有待我們進(jìn)一步的開展研究。
2 SLM成形零件表面粗糙度影響因素
提高增材制造金屬零件表面粗糙度是國內(nèi)外學(xué)者研究的重要方向。圖4所示為影響SLM成形零件表面粗糙度的主要因素,主要分為零件特征、設(shè)備性能、粉末材料、工藝參數(shù)以及后處理方法五個方面。
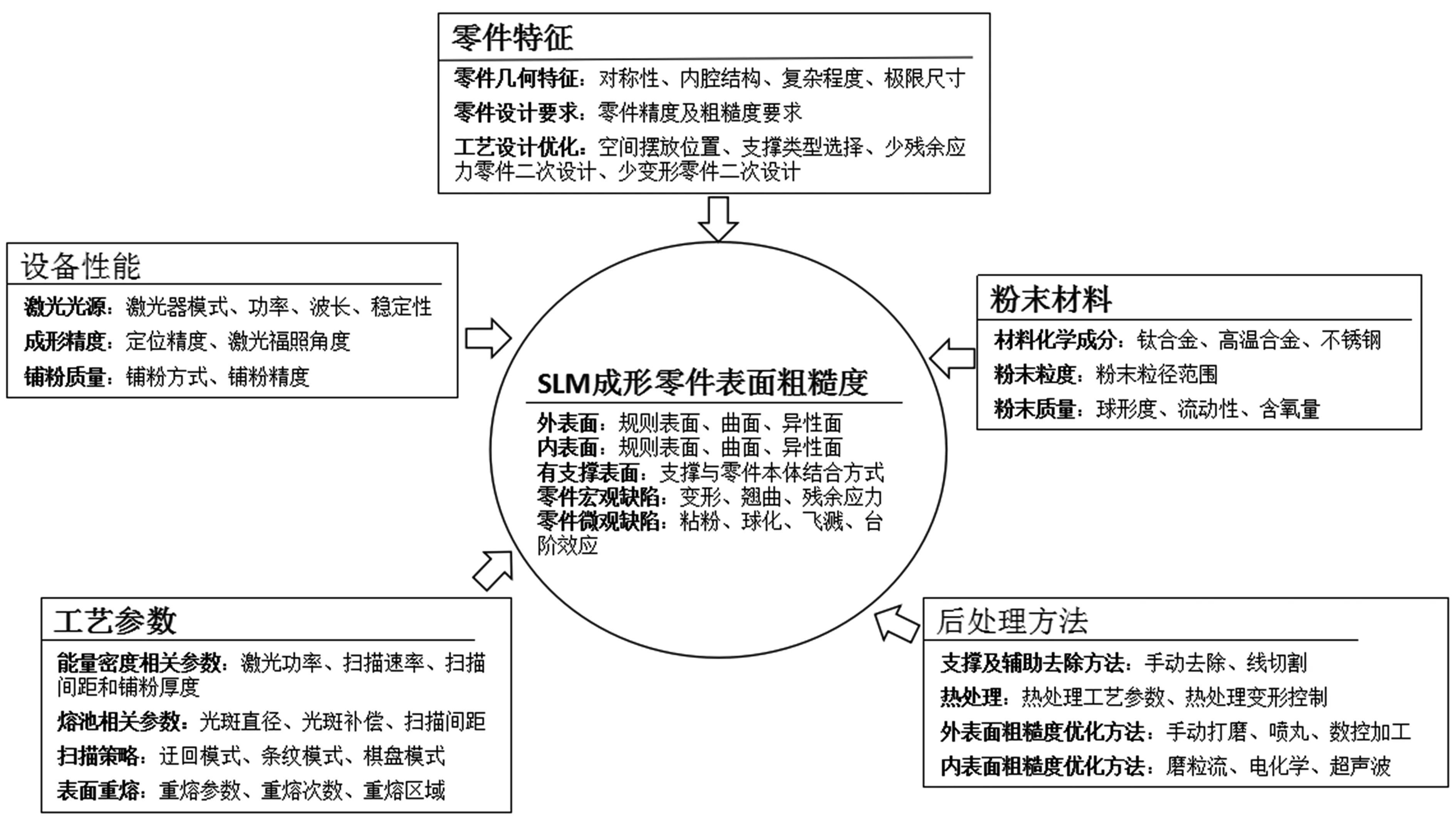
圖4 SLM成形零件表面粗糙度影響因素Figure 4 Influencing factors of surface roughness for SLM formed parts

圖5 激光重熔過程示意圖Figure 5 Sketch of laser re-melting process
分層制造的生產(chǎn)方式?jīng)Q定了SLM成形零件表面粗糙度分布,在不考慮零件變形以及制造缺陷的情況下,SLM成形零件表面粗糙度有以下特點:
(1)上水平面粗糙度主要與單道次激光熔化表面形貌與多道次搭接表面形貌相關(guān),粗糙度較好。
(2)對于無需支持的傾斜面,垂直面粗糙度最優(yōu),上傾斜面居中,而下傾斜面最差,傾斜表面粗糙度隨著傾斜角減小以及層厚增加而惡化。
(3)對于需要支持的傾斜面以及下底面,零件表面粗糙度主要取決于支持形式以及后處理方式。
在實際情況中,特別是幾何尺寸較大的零件,零件表面粗糙度受零件變形、翹曲等缺陷影響很大,需要針對不同材料、制定合理的工藝參數(shù)以及掃描路徑才能得到改善。目前,激光重熔方法在改善零件表面粗糙度方面效果最為明顯。激光重熔是對已成形表面或區(qū)域再進(jìn)行激光掃描的過程,如圖5所示。合理的激光重熔工藝能有效提高零件表面粗糙度。激光重熔方法不僅提高零件表面質(zhì)量也可以提高零件致密度,缺點是增加了成形時間。綜合考慮,目前一般采用的激光策略為:1)成型過程只對每一層的外部輪廓進(jìn)行激光重熔,從而提高傾斜面粗糙度;2)對零件上水平面進(jìn)行激光重熔,從而提高零件上表面粗糙度。
3 結(jié)束語
采用后處理方式,特別是切削加工方式,提高SLM方法成形零件表面粗糙度,大幅增加了零件制造的周期和成本,降低了SLM方法作為金屬零件快速成形的優(yōu)勢,因此提高SLM方法成形零件本身的表面粗糙度對金屬材料3D打印大面積推廣以及工業(yè)化應(yīng)用意義重大。提高SLM方法成形零件表面粗糙度首先應(yīng)從零件設(shè)計入手,在零件設(shè)計初期就考慮到SLM成形方法特性,從而避免較大平面、需要支撐等結(jié)構(gòu)的出現(xiàn)。其次,在數(shù)值模擬分析的幫助下制定合理的成形工藝參數(shù),從宏觀和微觀角度同時提高零件表面粗糙度。提高SLM成形設(shè)備質(zhì)量以及新的SLM+成形技術(shù)不斷發(fā)展也能大幅提高零件表面粗糙度,SLM+銑削加工、SLM+磨削加工等加工方法使得免后處理、免裝配零件及機(jī)械機(jī)構(gòu)成為可能。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
