檢查孔設置不當引起的設備失效分析
2018-11-29 03:03:56余福東
大型鑄鍛件 2018年6期
余福東
(德陽市特種設備監督檢驗所,四川618000)
奧氏體不銹鋼具有優異的延展性、韌性、焊接性、耐蝕性、抗氧化性和無低溫脆性等優點,在石油化工、建筑、汽車、家電、食品飲料和生化制藥等領域得到了廣泛的應用,其消耗量占世界不銹鋼消費總量的70%[1]。
奧氏體不銹鋼可以在特定的腐蝕環境下工作,常被用來制作石油、化工、制藥等領域需要優異抗腐蝕性能的設備。對于奧氏體不銹鋼設備來說,導致其失效的原因主要有點腐蝕、晶間腐蝕、應力腐蝕及縫隙腐蝕,其中最常見的失效方式為應力腐蝕開裂,約占所有腐蝕失效事故的80%以上[1],應力腐蝕失效是當今工程斷裂事故的三種主要失效形式之一[2],幾乎所有的金屬材料都有可能發生應力腐蝕開裂,其開裂部位沒有明顯的塑性變形,發生泄漏和損壞往往是突發性的,常給企業帶來重大的損失。長期以來,人們對應力腐蝕的產生機理進行了大量研究并提出了許多學說或設想,但由于應力腐蝕的涉及面太廣,同時受研究人員知識面、實驗技術和其它學科技術的限制,導致分析結果具有片面性和局限性,始終沒有一個完善而統一的認識。目前眾多研究認為應力腐蝕開裂可以分為兩大類,即陽極溶解型和氫致開裂型[3-6]。一般通過調整發生應力腐蝕開裂的三個必需要素來防止應力腐蝕開裂,實際處理方法則需要根據具體情況來確定。
1 失效設備概述
低變氣冷卻器屬于為聯堿生產配套的氨合成工段,該設備為臥式列管式換熱器,規格為?700 mm×8 mm×7517 mm,其材質和工作參數見表1。2013年6月,設備操作人員發現低變氣冷卻器的反支座B墊板的排氣孔有氣體逸出,隨即停用該設備并對其進行修理。低變氣冷卻器結構示意圖見圖1。
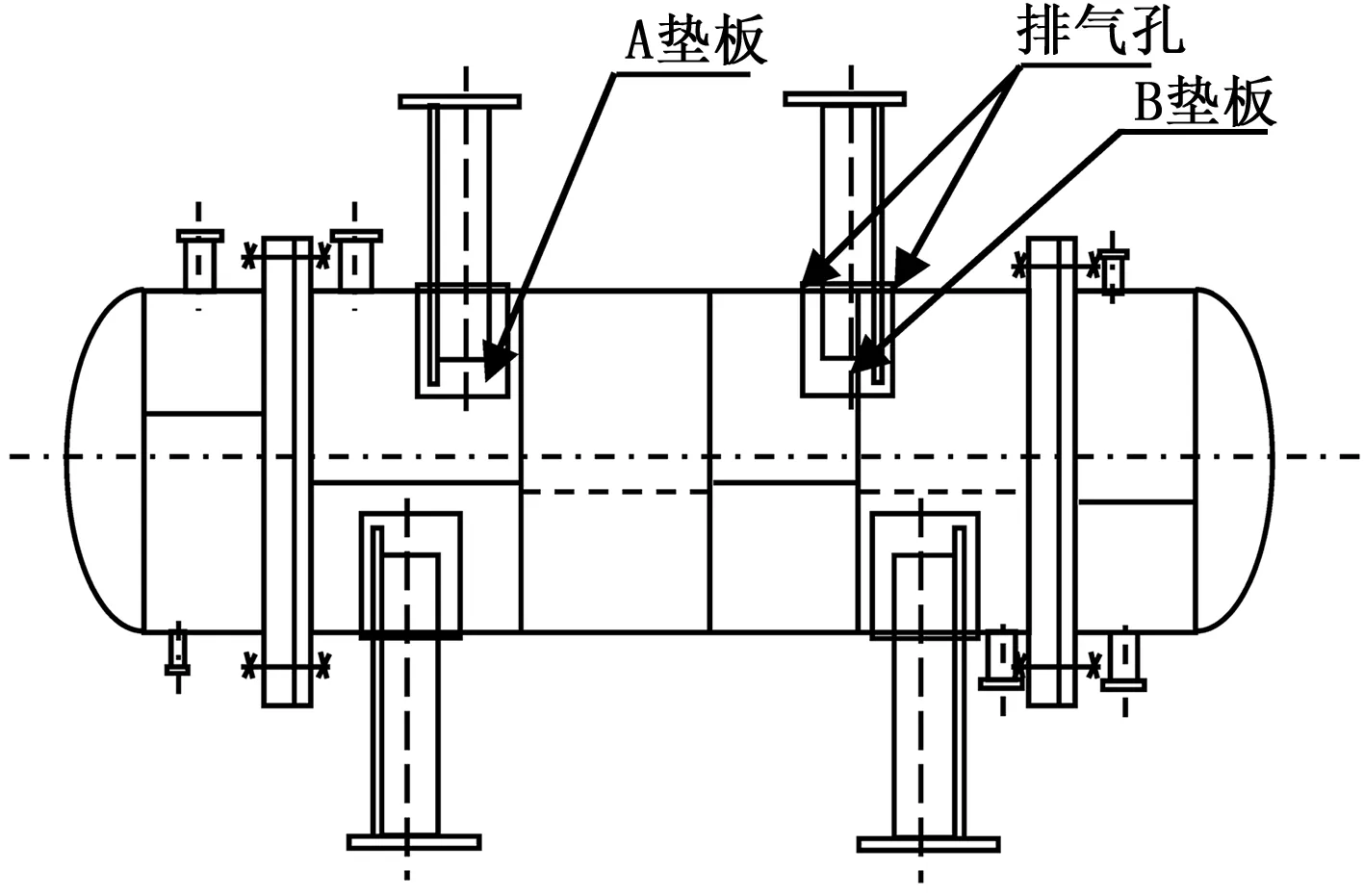
圖1 低變氣冷卻器結構示意圖Figure 1 Structural sketch of low transformation gas cooler
查閱低變氣冷卻器的存檔資料,該設備泄漏位置的環焊縫在制造過程中經100%射線檢測,全部底片評定為Ⅰ級,環焊縫沒有制造缺陷。存檔資料內的工藝、記錄都符合設計、制造標準及安全法規的要求。

表1 低變氣冷卻器材質及工作參數Table 1 Material and operation parameters of low transformation gas cooler
2 低變氣冷卻器的失效分析及處理措施
承壓類設備在使用過程中發生泄漏或爆炸失效的情況并不多見,多數缺陷都會在定期檢驗或檢修中被發現和修復。由于定期檢驗或檢修一般都是在設備停車期間進行,因此在檢驗中發現設備存在問題,通常都會面臨維修時間受限的問題。因此如何快速、有效地確定設備失效的原因,并采用適宜的處理措施是檢驗檢測工作中的當務之急。
2.1 失效分析路線
低變氣冷卻器的失效分析路線簡圖見圖2。
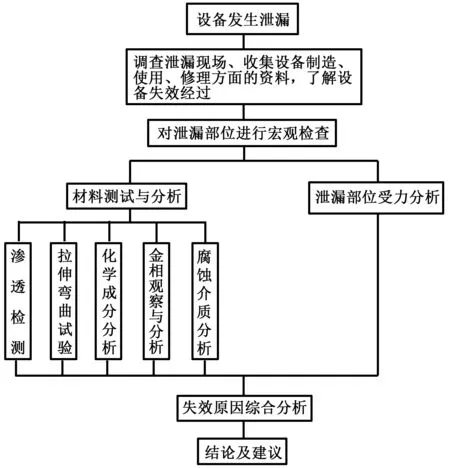
圖2 低變氣冷卻器的失效分析路線簡圖Figure 2 Block diagram of failure analysis on low transformation gas cooler
2.2 宏觀檢查及分析
墊板覆蓋位置的筒體上有1條環焊縫。采用砂輪機打磨的方式將泄漏處的墊板取下,可看見墊板覆蓋下的筒體環焊縫已在設備制造時被磨平,使用超聲波測厚儀測得墊板覆蓋下的低變氣冷卻器筒體厚度與墊板外側的筒體厚度均為7.5 mm,筒體無腐蝕減薄和變形。在墊板內表面有兩處沖刷痕跡,說明殼程筒體有兩處貫穿性缺陷,筒體表面有肉眼可見的裂紋。通過詢問修理人員及現場觀察低變氣冷卻器結構,發現該設備反支座墊板的排氣孔被設置在墊板最高處,該結構會導致液體積聚在墊板間隙內。
2.3 裂紋的宏觀、微觀形態觀察及分析
裂紋主要分布在失效筒體的中上部且多數裂紋垂直于焊縫,見圖3(a)。圖3(a)中黑框位置是已磨平的環焊縫,黑圈位置為收弧或補焊位置。圖3(b)所示為裂紋垂直于角焊縫(失效筒體下部)。可見裂紋主要分布在墊板覆蓋下筒體的中上部,下部裂紋較少且長度很短,其中環焊縫開裂現象最嚴重,貫穿性裂紋均位于已磨平的環焊縫及其熱影響區上。筒體內表面滲透檢測僅發現兩處較短的裂紋,其長度遠小于筒體外表面對應位置裂紋的長度,同時在筒體表面存在點腐蝕形成的紅點。


(a)失效筒體中上部(b)失效筒體下部圖3 失效筒體裂紋分布Figure 3 Analysis on failure shell cracks
角焊縫周圍的裂紋分布于角焊縫內側筒體母材上,多數裂紋垂直于角焊縫長度方向,在個別位置呈同心圓分布。排氣孔附近的筒體環縫及熱影響區存在大量裂紋,多數裂紋的擴展方向垂直于環焊縫,最長的兩條裂紋(導致泄漏的裂紋)的開裂方向幾乎垂直貫穿環焊縫及其兩側熱影響區。
殼程筒體外表面裂紋端部形態見圖4,對裂紋端部進行金相檢查,可以看見裂紋呈樹枝狀擴展,主裂紋旁有微裂紋分支,裂紋較窄,尖端很尖銳,通過穿晶方式擴展。
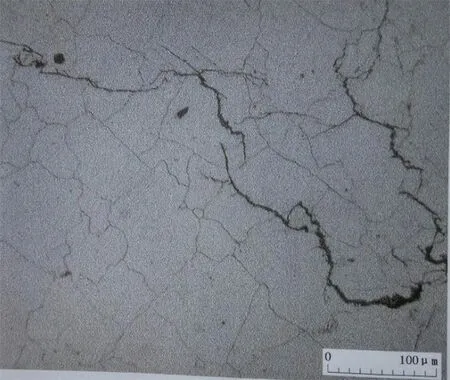
圖4 殼程筒體外表面裂紋端部形態Figure 4 Crack end shape on the outer surface of shell pass
滲透檢測結果分析:
通過對比內外表面裂紋的數量及長度,可以判斷本次失效是由于外表面的裂紋沿厚度方向擴展至筒體內壁后,殼程介質沿缺陷泄出導致設備失效。
裂紋形態具有應力腐蝕裂紋的特征。檢測發現多數裂紋都垂直于焊縫,符合焊接殘余應力通常沿焊縫方向的應力比垂直方向的應力大的特征[7],呈同心圓分布的裂紋是由于該位置處于焊縫的收弧或補焊位置,導致該位置形成以收弧或補焊點為中心的拉應力,進一步佐證了開裂的應力主要來源于焊接殘余應力。
2.4 力學性能及成分分析
經試驗檢測,角焊縫外側筒體材料的化學成分和拉伸性能均滿足GB/T 4237—2015《不銹鋼熱軋鋼板和鋼帶》的要求。化學成分見表2,拉伸試驗結果見表3。對彎曲試樣進行180°背彎和面彎試驗,試樣表面無裂紋,說明材料具有良好的塑性。測試結果表明材料的化學成分和力學性能滿足材料制造標準的要求,該材料為合格材料。

表2 低變氣冷卻器殼程筒體化學成分(質量分數,%)Table 2 Chemical compositions of shell pass for low transformation gas cooler (mass fraction, %)
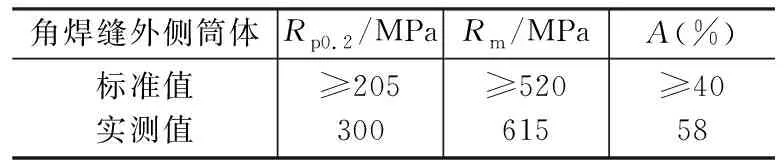
表3 低變氣冷卻器殼程筒體拉伸試驗結果Table 3 Tension test results of shell pass for low transformation gas cooler
2.5 腐蝕介質來源分析
由于裂紋始于筒體外表面且殼程介質為低變氣(工作時為氣態,不含水),因此可以判斷本次腐蝕介質與殼程介質無關。通過詢問該廠設備管理及操作人員,現場查看周圍類似條件的不銹鋼設備,都未發現有開裂現象,排除因周圍環境含應力腐蝕敏感介質引起的應力腐蝕開裂的可能。現場檢查泄漏位置,墊板間隙內未發現有腐蝕性液體存在。由于企業急于維修,將墊板揭開后便立即對泄漏面進行打磨并進行滲透檢測,未能對墊板內的殘余物質取樣分析,只能通過從與發生泄漏的墊板結構相似的另一塊墊板尋找腐蝕介質,現場取樣時發現這塊墊板旁有管程溢出的冷卻水流過,將該墊板的最低處磨開并用針管將墊板底部液體抽出,經過化學分析測得其氯離子含量達188 mg/L,使用數字式pH計測得其pH=7.8。通過咨詢工藝及設備管理人員后得知,檢修時通常都會有冷卻水流入到反支座墊板內,且冷卻水內含有大量的氯離子(查閱企業2013年5月管程冷卻水介質的分析記錄,該設備管程冷卻水的最高氯離子濃度為340 mg/L)。
通過以上敘述可知,導致低變氣冷卻器腐蝕開裂的腐蝕介質主要來自于設備檢修期間從管程溢出的含大量氯離子的冷卻水。
2.6 失效原因分析
通過滲透檢測和金相顯微鏡觀察到的裂紋形態明顯具有的應力腐蝕裂紋的特征,裂縫的分布符合焊接殘余應力的分布規律。采取排除的方式,同時結合缺陷部位的腐蝕環境,也可以判斷裂紋為應力腐蝕裂紋。
導致低變氣冷卻器產生應力腐蝕開裂的原因和過程為:目前容器反支座墊板的設計一般都是直接采用支座墊板的標準結構和尺寸,而支座墊板一般安裝在容器底部,因此其排氣孔(檢查孔)都開在墊板中央或靠近中央位置,這樣在支座安裝后排氣孔(檢查孔)正好位于或接近筒體的最低處。該設備的設計人員未在墊板上設置檢查孔,焊接人員、檢驗人員在發現墊板無檢查孔后,仍按習慣將焊縫上的排氣口留在墊板中間位置,導致反支座墊板的排氣孔處于墊板最高位置,該結構可能導致墊板間隙內積液。設備在停車檢修時,管程的含氯離子冷卻水流入反支座墊板間隙且不能排出,此時泄漏位置的殼程筒體雖然承受較大殘余應力,但由于溫度較低,且冷卻水pH=7.8,并不會產生應力腐蝕[8-10]。設備運行后,間隙內的冷卻水達到殼程筒體發生應力腐蝕開裂的臨界溫度(45~50℃)[11],失效位置在焊接殘余應力、冷卷形成的殘余應力和內壓產生的應力的聯合作用下,發生應力腐蝕開裂。由于低變氣冷卻器泄漏位置的工作溫度為80~90℃,液態水蒸發較快,當水蒸發完后應力腐蝕便會停止。該設備是露天放置,使用過程中會有雨水滲入,失效位置會經歷多次雨水或冷卻水浸泡(潤濕)到蒸發的過程,應力腐蝕間斷進行,并在設備運行10年后,造成筒體開裂失效。由于排氣口較小,雨水只能從排氣口內滲入墊板,每次滲入的水量有限,只能潤濕筒體中上部的部分區域,導致該位置反復潤濕的次數最多,應力腐蝕開裂現象最嚴重。
墊板覆蓋部位的實際應力分布比較復雜,主要由焊接殘余應力、一次薄膜應力、冷卷后的殘余拉應力等組成。焊接殘余應力方面,陳虎等使用有限元軟件對奧氏體不銹鋼鑲塊封閉焊模型焊縫進行模擬分析后認為在環焊縫起焊/收弧區域熱影響區和焊縫的環向存在較大的拉應力,且多出現在鑲塊側,最大應力接近200 MPa[12]。另有資料表明,在厚度不大的壓力容器結構中,平行和垂直于焊縫方向都有焊接應力,且通常平行于焊縫方向的應力比垂直方向的應力大。同時焊接殘余應力與周圍的拘束環境和焊接順序都有關系,應力分布不均勻且是拉應力,最大值可達材料的屈服強度[7]。一次薄膜應力方面,該設備設計壁厚為8 mm,實測厚度為7.5 mm(在鋼板制造標準允許的偏差范圍內),若只考慮一次總體薄膜應力,按GB/T 150計算其工作壓力下筒體徑向最大應力為96 MPa,由于一次薄膜應力未考慮厚度造成的影響,因此實際由于工作壓力產生的外表面的拉應力遠小于96 MPa。冷卷形成的殘余拉應力方面,姜根發應用彈塑性理論分析了鋼制壓力容器筒體在冷卷成型時產生的殘余應力,通過彈性線性強化體計算得到筒體外壁最大殘余應力能達到屈服強度的0.36倍[13],考慮到奧氏體不銹鋼良好的韌、塑性,筒體外壁的殘余應力會遠小于屈服強度。
綜上所述,通過對失效部位及設備進行宏觀檢查,觀察筒體表面裂紋的宏觀和微觀形態、裂紋分布,分析腐蝕介質及其來源,并結合現有理論和研究成果進行綜合分析后認為:低變氣冷卻器泄漏的原因是反支座墊板覆蓋下的筒體發生應力腐蝕開裂,而導致發生應力腐蝕的腐蝕介質來自于管程的含氯離子冷卻水,應力主要來自焊接殘余應力。本次應力腐蝕開裂的機理為陽極溶解型應力腐蝕開裂。裂紋的形成和擴展可以用點腐蝕-滑移-溶解模型來解釋。由于不銹鋼板表面總是不均勻的,存在如非金屬夾雜、空穴、外來損傷、氧化膜中的裂隙等不完整的位置,這些位置比其它位置更容易從周圍介質中吸附各種物質,而氯離子也更容易從這些位置透過保護膜。這些位置吸附的氯離子與金屬發生水解反應并形成侵蝕性環境導致點腐蝕形核并最終發展為點蝕孔。點腐蝕形核或點蝕孔形成后,蝕孔兩側(垂直于拉應力方向)會出現最大應力,該位置產生塑性變形并在變形部位形成一定程度的滑移臺階,在應力和腐蝕介質的聯合作用下不斷發生金屬鈍化-保護膜破裂的反應,導致裂紋不斷擴展。同時由于該類奧氏體不銹鋼在開裂時產生的形變會導致部分奧氏體相轉變為馬氏體相,由于馬氏體相的腐蝕點位低于奧氏體相且馬氏體相的陽極溶解速度比奧氏體相大,因此馬氏體相容易被選擇性溶解并發展成應力腐蝕裂紋[14-16]。
在分析設備失效的原因后,判斷另一塊反支座墊板下的筒體也會產生應力腐蝕開裂。通過滲透檢測發現另一塊反支座墊板也有應力腐蝕開裂現象,但由于其覆蓋位置的筒體上沒有環焊縫,其殘余應力較小,因此它的筒體應力腐蝕開裂程度遠低于發生泄漏位置的筒體。
2.7 處理措施及效果
由于該設備在正常工況下不會發生應力腐蝕開裂,因此采用常規的焊接工藝即能滿足設備安全運行。與原設計單位協商后,決定對泄漏部位筒體采取挖補的方式予以更換,有關修理過程和要求按照GB/T 151和有關法規的要求進行,為防止再次發生積液的情況,在墊板最低處留一小段不焊,同時調整反支座位置,使反支座墊板不覆蓋本次修理位置的方案進行修理。該設備從2013年8月維修處理完成后,一直安全運行,未再出現設備開裂現象。
3 結論
本文采用有限的檢驗檢測手段并結合現有理論分析了設備的失效原因,分析結果表明失效的主要原因是反支座墊板的檢查孔(排氣孔)設置不當,管程的含氯離子冷卻水流入反支座墊板間隙且不能排出,當設備開始運行且冷卻水的溫度達到冷卻器殼體發生應力腐蝕開裂的臨界溫度后,冷卻器殼體發生應力腐蝕開裂。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
