基于LS_DYNA鋁合金切削毛刺仿真分析
2018-11-30 02:54:20中信戴卡股份有限公司河北秦皇島066011蔡衛(wèi)民劉鳴華于志遠(yuǎn)王亞軍
金屬加工(冷加工) 2018年11期
關(guān)鍵詞:模型
■ 中信戴卡股份有限公司 (河北秦皇島 066011) 蔡衛(wèi)民 劉鳴華 于志遠(yuǎn) 王亞軍
鋁合金輪轂是汽車的重要零部件,鋁車輪是汽車輕量化非常理想的選擇之一。在鋁車輪正面切削加工過(guò)程中,極易產(chǎn)生毛刺,去除毛刺耗費(fèi)大量的人力物力,影響加工效率,且毛刺去除不凈,邊角處易產(chǎn)生漆膜腐蝕,影響外觀質(zhì)量。因此有必要對(duì)毛刺產(chǎn)生機(jī)理進(jìn)行分析并探尋解決方案。
1.鋁合金切削有限元模型
(1)幾何模型:在L S_DYNA中建立鋁合金樣塊及刀具的切削模型,如圖1所示。其中鋁合金樣塊長(zhǎng)a=5mm、高b=2.5mm、寬c=2.5mm,終邊角度α=45°,刀具切削深度h=0.3mm。刀具前角為8°,后角為7°,刀具切削速度v=25m/s。

圖1 鋁合金切削模型
(2)材料模型:由于所用刀具為鉆石刀片,其硬度遠(yuǎn)大于鋁合金,所以刀具采用剛體模型020-rigid,其材料參數(shù)如表1所示。

表1 刀具材料參數(shù)
由于切削過(guò)程金屬一般要發(fā)生大應(yīng)變和高溫升,發(fā)生彈塑性流動(dòng),所以本文鋁合金樣塊采用015-Johnson cook模型,該材料模型是一個(gè)能反映應(yīng)變率強(qiáng)化效應(yīng)和溫升軟化效應(yīng)的理想剛塑性強(qiáng)化模型,其應(yīng)力表達(dá)式如下:
σ=[A+B(εpl)n][1+Cln(εpl/ε0)](1-Tm)
式中,σ為等效應(yīng)力;A、B分別為材料的初始屈服應(yīng)力和應(yīng)變硬化常數(shù);C、n、m分別為材料特征因數(shù)、加工硬化指數(shù)、熱軟化因數(shù);εpl為等效塑性應(yīng)變;ε0為等效塑性應(yīng)變率;T為溫度。
鋁合金材料參數(shù)如表2所示。

表2 鋁合金材料參數(shù)
(3)邊界條件:為模擬真實(shí)切削過(guò)程,對(duì)鋁合金樣塊底部進(jìn)行全約束,限制其所有自由度。利用剛體邊界條件,設(shè)置刀具沿切削方向的速度為25m/s,持續(xù)時(shí)間為0.3ms。
(4)摩擦接觸模型:侵蝕接觸用于當(dāng)一個(gè)或兩個(gè)表面的單元在接觸時(shí)發(fā)生材料失效,接觸依舊在剩余的單元進(jìn)行的情況。在切削過(guò)程中,鋁合金被切削部分單元失效,產(chǎn)生切屑被移除,刀具與鋁合金樣塊之間設(shè)置節(jié)點(diǎn)對(duì)面的侵蝕接觸,刀具與切屑之間設(shè)置單面的侵蝕接觸。
(5)熱力耦合模型:本文采用熱力耦合分析模型,考慮切削過(guò)程刀具、鋁合金樣塊及切屑之間的熱量產(chǎn)生及熱量傳導(dǎo),保證能量的穩(wěn)定性。
2.鋁合金切削毛刺形成過(guò)程分析
在刀具切削過(guò)程中,刀具前刀面對(duì)切削層金屬產(chǎn)生擠壓和摩擦作用,當(dāng)產(chǎn)生的切應(yīng)力達(dá)到鋁合金材料的屈服強(qiáng)度時(shí),金屬材料發(fā)生剪切滑移,并沿前刀面逐漸流出,形成切屑。由圖2可以看出,仿真產(chǎn)生的切屑呈連綿不斷的帶狀,稱之為帶狀切屑,這與鋁合金的材料性質(zhì)和實(shí)際加工狀況一致。切削層從開(kāi)始變形到形成切屑有一個(gè)過(guò)渡平面,稱之為剪切面,剪切面與切削速度方向的夾角為剪切角。
終邊角度為65°時(shí),毛刺形成過(guò)程如圖2所示,在刀具切入鋁合金樣塊的過(guò)程中,毛刺極其微小,與現(xiàn)場(chǎng)加工狀態(tài)相符,對(duì)于鋁車輪表面質(zhì)量沒(méi)有顯著影響,故可以忽略不計(jì)。當(dāng)?shù)毒吲R近樣塊終端時(shí),由于終端沒(méi)有約束作用,樣塊塑性變形逐漸增大,切削層沿滑移線開(kāi)始滑移,如圖2a所示。
隨著刀具繼續(xù)切削,切削層沿滑移線繼續(xù)滑移,剪切角逐漸變小,且切削層繞樣塊終端某支點(diǎn)開(kāi)始旋轉(zhuǎn),如圖2b所示。隨著刀具繼續(xù)切削,切削層繼續(xù)旋轉(zhuǎn),且切削層與刀具接觸部位開(kāi)始產(chǎn)生裂紋,發(fā)生斷裂,如圖2c所示。
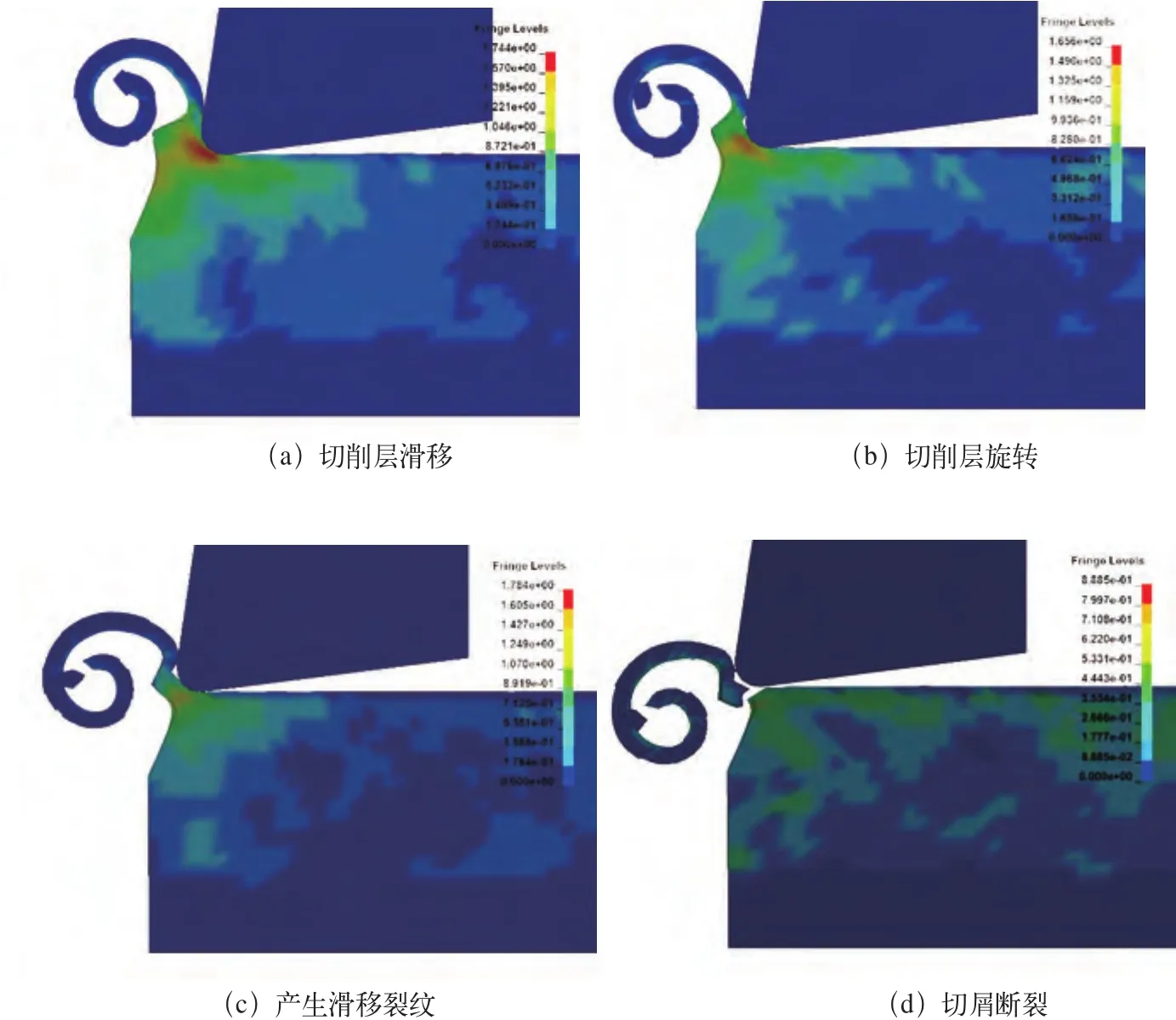
圖2 毛刺形成過(guò)程(終邊角度65°)
隨著刀具繼續(xù)切削,裂紋逐漸擴(kuò)展,直至切削層與鋁合金樣塊完全分離,同時(shí)在樣塊終端形成毛刺,且由于滑移線與樣塊終端斜面存在差異,所以毛刺存在一定程度的尖角。毛刺的大小主要采用毛刺高度和毛刺根部厚度進(jìn)行評(píng)價(jià),該毛刺存在尖點(diǎn),且毛刺根部厚度較大,對(duì)漆膜覆蓋產(chǎn)生影響,需人工去除。
影響毛刺形成和大小的因素主要有:工件材料和工件結(jié)構(gòu)、切削用量、刀具參數(shù)、加工方式等,其中鋁合金車輪加工采用車削方式,刀具參數(shù)和切削用量已根據(jù)鋁車輪質(zhì)量要求調(diào)整至較優(yōu),所以本文主要通過(guò)改變工件結(jié)構(gòu),驗(yàn)證終邊角度和出刀圓弧對(duì)于毛刺產(chǎn)生和大小的影響規(guī)律。
3.終邊角度對(duì)于毛刺尺寸的影響
終邊角度分別選取25°、45°、65°、90°,不同終邊角度下的毛刺形態(tài)如圖3所示,不同終邊角度下的毛刺大小如圖4所示。
由圖3和圖4可以看出,不同終邊角度下,毛刺形態(tài)及大小均存在明顯差異,隨著終邊角度的增大,毛刺高度和毛刺根部厚度均逐漸增大,且增大不存在相應(yīng)的線性關(guān)系。
當(dāng)終邊角度為25°時(shí),出刀側(cè)毛刺形態(tài)較平緩,毛刺的高度和根部厚度分別為0.04mm和0.23mm,毛刺較小且毛刺不存在突起尖角,基本不會(huì)對(duì)漆膜覆蓋及外觀狀態(tài)產(chǎn)生明顯影響。
當(dāng)終邊角度為45°時(shí),出刀側(cè)毛刺存在向上翹起的尖角,毛刺的高度和根部厚度分別為0.1mm和0.27mm,影響漆膜覆蓋,但毛刺尺寸較小,去除難度不大。
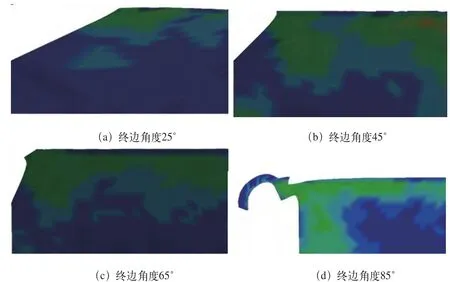
圖3 不同終邊角度下的毛刺形態(tài)
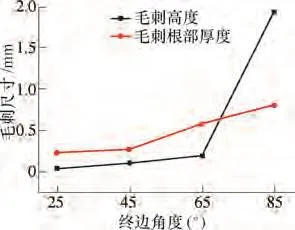
圖4 不同終邊角度下的毛刺大小
當(dāng)終邊角度為65°時(shí),出刀側(cè)存在較為明顯的擠壓變形,毛刺基本呈三角形狀態(tài),毛刺最高點(diǎn)與出刀點(diǎn)存在一定距離,毛刺的高度和根部厚度分別為0.19mm和0.59mm,對(duì)漆膜覆蓋產(chǎn)生明顯影響,且由于毛刺根部尺寸較大,毛刺去除較難。
當(dāng)終邊角度為85°時(shí),毛刺與切屑粘連在一起,并未完全分離,毛刺的高度和根部厚度分別為1.95mm和0.8mm,由于該毛刺根部很大,用普通毛刺刀去除不便,且對(duì)毛刺刀壽命產(chǎn)生嚴(yán)重影響,在實(shí)際的生產(chǎn)實(shí)踐中應(yīng)盡量避免該種造型。
4.結(jié)語(yǔ)
本文建立了鋁合金切削毛刺的有限元模型,對(duì)毛刺產(chǎn)生機(jī)理進(jìn)行分析,并探尋出刀處終邊角度對(duì)于毛刺大小的影響規(guī)律。研究結(jié)果表明,終邊角度會(huì)對(duì)毛刺的形態(tài)及大小產(chǎn)生重要影響,因此在造型的設(shè)計(jì)階段應(yīng)重點(diǎn)考慮造型對(duì)毛刺的影響,在可能的情況下對(duì)產(chǎn)品出刀側(cè)進(jìn)行倒角,且倒角≤45°為宜。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19