窺視窗框的機械加工工藝淺談
2018-12-03 03:19:18楊會榮
中小企業管理與科技 2018年32期
楊會榮
(中核動力設備南京公司,南京 210000)
1 引言
隨著國家對清潔能源的需求越來越高,國家對核電的需求越來越多,對于國內的核電三代和四代的完善和工藝的先進性要求,對其組成的零部件的要求也越來越高。本文對核電快堆的窺視窗組件切削加工工藝的研究,解決制造中的難點,對于提高加工成品質量和產品合格率有重要意義,通過摸索加工過程形成一套成熟的加工工藝,來提高加工成品質量和產品合格率,對保證加工質量和控制加工進度,提高生產效率有重要意義。
2 機械加工簡介
機械加工是一種用加工機械對工件的外形尺寸或性能進行改變的過程,按被加工的工件的溫度狀體,分為冷加工和熱加工。一般在常溫下加工,不會引起工件的化學或物相變化,稱為冷加工。一般在高于或低于常溫狀態的加工會引起工件的化學或物相變化,稱為熱加工。熱加工常見有熱處理、鍛造、鑄造和焊接。冷加工按加工方式的差別又可分為切削加工和壓力加工。切削加工過就是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料層切去成為切屑,使工件獲得規定的幾何形狀、尺寸和表面質量的加工方法。通常情況下,窺視窗框的機械加工是指焊接、熱處理和切削加工。
3 窺視窗加工工藝要求
3.1 基本數據
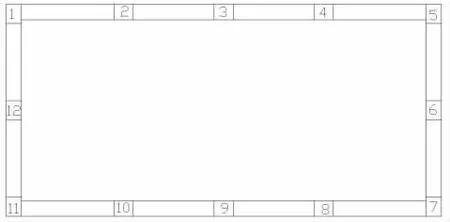
材質為不銹鋼,具體尺寸見圖1。

圖1
這種窺視窗組件9件為一套,圖1為尺寸最大的一件,每件的內框尺寸比下一件的外框尺寸大0.5mm。其加工要求為每件的平面度+0.1mm,上下兩個面的平行度為±0.05mm,槽和外端面平行度為±0.05mm,和上下端面垂直度為±0.1°,9件內積公差不得大于±0.2mm。
3.2 前期備料
用厚度為50mm的不銹鋼板,高壓水切割設備進行切割下料,下料寬度為40mm,如圖組對長度為1130mm,寬度為550mm的方框,長度公差為±2mm,寬度公差為±2mm,對角線公差為±4mm.連接部位采用雙面坡口,沒有鈍邊,全焊透結構。坡口采用機械加工方式成型。采用氬弧焊打底,電焊填充方式進行焊接。焊接前用無水丙酮清理焊接坡口兩側15mm范圍,并用不銹鋼鋼絲刷打磨出金屬原色,組對時留2mm間隙,先進行定位焊接,定位焊接的工藝和打底焊接的參數是一樣,每個斷口需焊兩個定位焊,定位焊長度為5~10mm,定位焊結束后測量長、寬和對角線尺寸是否符合公差尺寸要求,要考慮焊接收縮量。尺寸檢驗合格后,進行打底焊,打底焊每條焊縫要求一次連續完成。單面打底焊結束后,對焊縫表面進行檢查,發現缺陷不允許反復熔化的方法來消除缺陷,出現缺陷要用金屬磨頭清除缺陷,然后填充焊絲重新焊接。息弧后焊槍不能立刻離開,焊槍的瓷嘴要對準息弧的熔池,以延續惰性氣體保護,防止焊縫氧化。焊槍的瓷嘴的直徑為8~20mm,焊接過程中瓷嘴和工件之間的距離為8~12mm,鎢極伸出長度為5~6mm。在定位焊和打底焊時為了防止焊縫背面受空氣污染而氧化,因此背面必須采用保護罩充氣保護方式。為了防止氧化,保護氣體一般采用惰性氣體。一般背面保護氣體的流量要小于或等于焊槍的氣體流量。一面打底結束后,另一面焊縫表面進行檢查,對有缺陷的位置用金屬磨頭進行清除,然后填絲焊接。在修復的過程中背面同樣要進行惰性氣體保護。為了減少焊接變形,采用小電流多層焊接。在焊接過程中,采用正反兩面交替焊接方式。在焊接過程中發現變形大的,要進行低溫校型,低溫校型的加熱溫度為200℃,校型結束后等完全冷卻后再進行焊接。焊接全部結束后,焊縫磨平,焊縫進行100%UT,按照NB/T47013.2-2015 II合格進行無損檢驗。合格后進行消除焊接應力熱處理。熱處理工藝為隨爐升溫至1050℃±20℃。升溫速度為每分鐘不大于200℃。溫度升到1050℃保溫40~60min,緩慢冷卻,冷卻速度不大于每小時150℃,溫度降到200℃時,打開爐門進行空氣冷卻。在裝爐的過程中,要求熱處理爐底部要放置一塊厚度為50mm的鋼板,每個框設置12個支撐點.四個角各為一個支撐點,其余的位置如圖2所示,支撐板不小于50mm*40mm,厚度不小于10mm,材質為不銹鋼。
消應力處理結束后,在油壓機上進行平面整平,保證端面不平度不大于5mm。校平全部結束后,焊縫進行100%UT,按照NB/T47013.2-2015 II合格,進行無損檢驗。檢驗合格后,放置在空曠場地上,全部放平,進行一個星期時效處理。
3.3 加工過程中的質量控制措施
在C1690的CNC上以一個面四個角為一個平面基準用夾具進行固定,并用高度尺對四個角進行校準,高度誤差不超過1mm,對窺視窗框進行粗加工,每次的進刀量為0.5mm。轉速為300轉/min,行進速度為200mm/分鐘,每次進刀加工好一個端面后必須翻轉后加工另一個端面。翻轉后必須重新校正基準面,還是以一個面為基準,用千分尺進行校準,誤差不超過0.1mm。當端面加工余量有3mm時,槽的寬度2mm加工余量停止加工。把工件放置在空地上,全部放平進行一個星期的時效處理。
時效處理結束后,在C1690的CNC上用厭氧膠固定,對窺視窗框進行精加工,每次的進刀量為0.05mm。轉速為500轉/分鐘,行進速度為300mm/min,每次進刀加工好一個端面后用脫膠劑脫膠,脫膠結束后,要用手仔細檢查表面,檢查結束然后翻轉加工另一個端面。槽的加工工藝與端面相同。在端面留有1mm的加工余量時,進行鉆孔。鉆孔結束后進行三天的時效處理。
時效處理結束后,在C1690的CNC上用厭氧膠固定,對窺視窗框進行精加工,每次的進刀量為0.02mm。轉速為1600轉/min,行進速度為300mm/min,兩個端面最后一次加工的進刀量為0.02mm,轉速為2200轉/min,行進速度為0.5mm/min。每次進刀加工好一個端面后用脫膠劑脫膠,然后翻轉加工另一個端面。槽的加工工藝與端面加工相同。
3.4 外觀處理和運輸
機械加工結束后,用脫膠劑進行脫膠處理,處理毛刺。在運輸的過程中用專門的仿制框架進行垂直放置并固定好。
4 結語
通過對機械零件機械加工基本工藝的分析和典型工藝路線的設定及典型工裝設計和裝夾方式的改變,及時有效地解決窺視窗框的零件加工難題,保障了窗框的圖紙設計技術要求和生產工期要求,在生產中發揮了巨大作用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
