某回轉體鑄件的差壓鑄造工藝改進
2018-12-05 12:28:18宗紹迎薛永軍
中國鑄造裝備與技術 2018年6期
關鍵詞:工藝
宗紹迎,薛永軍
(山西汾西重工有限責任公司,山西太原 030027)
對于薄壁、結構復雜的大型回轉體鑄件,采用差壓鑄造進行生產是目前保證鑄件內在質量的首選工藝。在差壓鑄造工藝制定過程中,必須根據鑄件壁厚結構、合金液成分、澆注溫度、鑄型冷卻速率、排氣條件等具體情況,設計合理的澆注系統及澆注工藝參數。差壓鑄造不僅適用于砂型鑄造,而且也適用于金屬型。一般差壓鑄造僅限于回轉體型薄壁鑄件,而此次生產的鑄件除了壁薄以外,在該薄壁殼體的頂部存在一個大平面結構,大大增加了鑄造的難度。本文對鑄件工藝的制定及工藝改進進行了分析,最終生產出合格的鑄件。
1 鑄件結構特點
某鑄件的結構如圖1所示,鑄件為大直徑回轉體結構,外徑為500mm,高度為300mm,壁厚為10mm,鑄件為盲孔類鑄件,鑄件的一端為形狀復雜的大凹形面,厚度為25mm,在鑄件凹形面一側,有4個對稱均布的R45,厚度為90mm的大凸臺,另一端為敞口,在鑄件的薄壁部位有一個圓柱形凸臺,輪廓尺寸為?90mm,高度為100mm。鑄件要求用ZL114A鑄造,按HB6578要求進行100%探傷,驗收級別為Ⅱ級;鑄件要求進行內壓氣密、外壓強試驗,氣密試驗壓力為0.15MPa,保壓15min不得有滲漏、變形,外壓力水壓試驗,壓力為2MPa,保壓45min不得有滲漏、變形等。
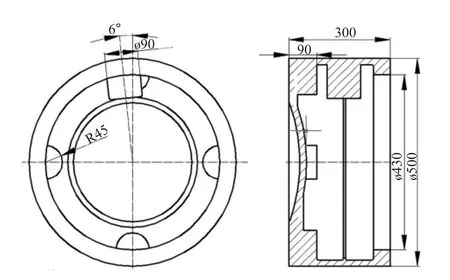
圖1 鑄件結構圖
2 鑄件工藝性分析
某鑄件為大直徑薄壁回轉體結構,適合采用差壓鑄造工藝進行生產,從外壁來看,直徑為?500mm,高度為300mm,根據差壓澆注的澆道設置原則,宜采用縫隙式內澆道進行設置。對于壁厚為10mm的鑄件,內澆道的有效補縮距離約為單側200mm,因此,對該鑄件均布設置4個縫隙內澆道,能夠實現對鑄件薄壁部位的有效充型和凝固補縮,保證鑄件組織的致密度。將縫隙內澆道盡可能對準鑄件的厚大部位,實現澆道對鑄件厚大部位的有效補縮,保證厚大部位的鑄造質量。四個對稱均布的R45,厚度為90mm的大凸臺,在此工藝下,只能對其中4個凸臺實現補縮。保證大平面的組織致密是進行鑄造工藝設計的難點,縫隙內澆道對頂端25mm厚度凹形面的有效補縮距離約為200mm,因此,只有周圍均布的4個縫隙內澆道不能完全實現對頂端大平面的有效補縮,需要在中心設置內澆道單獨對大平面進行補縮。
3 鑄造工藝方案的確定
鑄件的鑄造工藝如圖2所示,工藝方案與工藝分析一致,在外模上設置4個縫隙內澆道,在鑄件的厚大部位,包括4個R45,厚度為90mm的大凸臺,大小?90mm,高度為100mm的大型凸臺,設置冷鐵,加快該部位的冷卻速度,增加鑄件的組織致密度。在鑄件凹形面的中心部位,增加一個內澆道,實現對中心部位的補縮凝固。
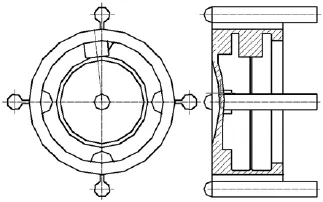
圖2 鑄造工藝圖
4 實際效果
在這種工藝下,鑄件存在兩處影響鑄件質量的缺陷:頂端大平面靠近?90mm,高度為100mm的大型凸臺部位在探傷過程中部分鑄件存在顯微縮松;在氣密、強試過程中有滲漏現象。
5 鑄造工藝改進

圖3 改進后的鑄造工藝圖
經過對工藝的認真分析,發現在頂端大平面的顯微縮松處于平面中間內澆道不能實現補縮的部位,只有靠外圍的縫隙內澆道進行補縮,但該內澆道要實現對大型凸臺的補縮,使其對頂端平面的補縮效果有限,是導致該部位縮松缺陷的主要原因。因此,在其他澆道補縮效果滿足要求時,應該適當調整中間內澆道的位置,使其偏向大型凸臺一側100mm,保證鑄件的大平面的組織致密度,又不影響鑄件整體的凝固補縮效果。經過上述工藝優化,鑄件的探傷、水壓試驗等都滿足了產品的使用要求。
6 結論
(1)采用差壓鑄造工藝可以實現對鑄件的澆注成型,并且能夠滿足鑄件的探傷、氣密、強試等要求。
(2)采用冷鐵與澆道相結合的鑄造工藝,能夠實現對鑄件厚大部位的補縮凝固,獲得組織致密的鑄件。
(3)在有相對大的熱節存在的差壓鑄造工藝中,要充分考慮局部熱節對整個鑄件補縮效果的影響。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
