淺談FMEA在鑄造質量管理中的應用
2018-12-05 12:28:20李文定
中國鑄造裝備與技術 2018年6期
李文定
(共享鑄鋼有限公司,寧夏銀川 750021)
FMEA是質量管理中經常會用到的一種管理工具,最早被應用到美國阿波羅登月計劃中,用于識別、分析和應對可能的風險。80年代被美國軍方確認為軍方規范,后來又被汽車行業指定用于產品的設計和過程制造中,大約90年代中期進入中國并被迅速推廣應用。
鑄鋼件從鑄造工藝設計到完工需要經歷40多個步驟,每一個步驟都很關鍵。尤其對于一些周期緊急的項目,因為質量缺陷導致的返修往往會占用大量的時間。通常遇到這種情況,可提前通過FMEA的實施來預測鑄件可能會出現的問題,從而采取措施來消除或減少潛在失效的發生,做到事半功倍。
1 FMEA介紹
1.1 FMEA定義及目的
FMEA可以描述為一組系統化的活動,其目的是:
(1)認可并評價產品生產過程中的潛在失效以及該失效的后果。
(2)確定能夠消除或減少潛在失效發生機會的措施。
(3)將全部過程轉化形成文件。
1.2 FMEA過程中幾個特性
嚴重性(SEV):指潛在失效模式對顧客的影響后果的嚴重程度評價指標,一般分1~10級,從無失效后果到無警告的嚴重危害后果。
可能性(OCC):指具體的失效起因或機理發生的頻度,分1~10級,從不可能發生失效到發生失效幾乎無法避免。
不可知性(DET):指失效的起因或機理可探測的程度,分1~10級,從肯定到幾乎不可能探測。
風險值(RPN):是事件發生的頻率、嚴重程度和檢測等級三者乘積,被稱為風險系數。其數值愈大潛在問題愈嚴重,用來衡量可能的工藝缺陷,以便采取可能的預防措施減少工藝的不穩定性,使工藝更加可靠。對于工藝的矯正首先應集中在那些最受關注和風險程度最高的環節。
1.3 FMEA的應用場合
(1)新設計、新技術或者新過程。FMEA的范圍是全部設計、技術或過程。
(2)對現有設計或過程的修改。FMEA的范圍集中于對設計或過程的修改及修改后所產生影響的分析。
(3)將現有的設計或流程應用于新的環境、場所。FMEA的范圍是新場地或者新環境對現有流程的影響。
2 FMEA在鑄造企業的應用
FMEA的特點是“事件發生前”的措施,而不是“事實出現后”的演練。為實現最大的價值,在鑄件生產之前,召集相關生產、質量及工藝人員通過頭腦風暴完成FMEA分析,能夠最容易、低成本的對產品或過程進行更改,從而最大程度的降低后期的產品缺陷及返修周期[1]。
鑄件的生產流程由多個步驟組成,在運用FMEA之前,必須先列出生產鑄件所經歷的制程功能。
下面就以烏東德水輪機轉輪葉片項目,利用FMEA來進行風險預測和防范。先列出烏東德水輪機葉片的鑄造流程如圖1所示。
將鑄造過程中可能失效的模式一一列出來并進行評分(表1),將RPN大于40的定義為存在風險的制程。從FMEA結果可知,熔煉工序存在風險。可以采用5M1E法來分析制程失效的原因(圖2)。
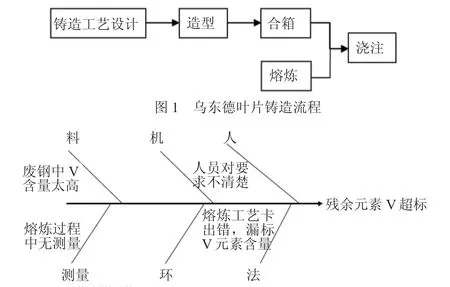
圖2 制程失效原因分析
通過以上分析,可以采取以下措施有針對性的來解決熔煉過程中的風險。
(1)人:人員對顧客要求不清楚,進行產前轉型培訓,明確顧客的要求。
(2)料:廢鋼中釩元素含量高,在熔煉過程中無法降低,通過建立廢鋼采購標準,控制原材料的入廠。
(3)法:熔煉工藝卡出錯,在產前召開技術交底會議,與顧客共同就過程文件進行審核。
(4)測量:熔煉過程中無測量,修改熔煉控制程序,必須在每次加料后測量。
通過采取以上措施,再次評估RPN=9*2*2=36,小于40,排除熔煉工序的風險。

表1 烏東德葉片鑄造流程FMEA
3 總結
FMEA作為APQP的五大工具之一,其全稱為潛在的失效模式及后果分析 (Failure Mode and Effects Analysis,簡記為 FMEA),是一種“事前的預防措施”,并由下至上。在設計及制造過程中被廣泛應用。熟練的掌握并運用FMEA管制方法,能幫助鑄造企業有效的降低不良率,提升產品質量,從而達到真正降低成本,提升制程質量的目的。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
