HXn5機車主輔發電機滑環安裝工藝研究
2018-12-06 06:17:34中車戚墅堰機車有限公司蔣新艷何井祥
電子世界 2018年22期
關鍵詞:工藝
中車戚墅堰機車有限公司 蔣新艷 何井祥
HXn5機車主輔發電機滑環安裝按照原有工藝,熱套成功率低,嚴重影響生產節點。本文主要對HXN5機車主輔發電機滑環的安裝工藝進行研究,介紹滑環熱套工藝的改進。
0 引言
HXn5型機車是公司引進消化吸收國外先進設計和制造技術為中國干線鐵路研制的大功率交流傳動內燃機車。2018年該型機車首次進入C6修修程。機車的C6修修程要求全面分解檢修,進行性能參數測試,恢復機車性能,與國內既有機車的大修修程相當,是機車壽命期內最為重要的一項修程,也是公司未來重要的國內專業修理公司的新的重要任務、公司的重要業務增長點,意義重大。根據鐵路機車主輔發電機高級修維修資質審查要求,主輔發電機作為大部件,需具備高級修能力,并進行檢修資質審查。
滑環是主輔發電機中的重要部件。滑環組裝與轉軸之間采用過盈配合連接,鋼質滑環和滑環轂之間的絕緣采用澆鑄式,有別于傳統工藝。接線柱上有絕緣套管,滑環表面車有右旋螺旋槽,4套滑環分別為主、輔助發電機轉子繞組勵磁供電,勵磁電纜聯線由轉軸上的凹槽穿過軸承連接勵磁繞組和滑環。(HXN5型大功率內燃機車[M].中國鐵道出版社,2009)
1 問題提出
電機新造及C5乃至C6修時,滑環采用熱套的方式與轉軸進行組裝,除我公司采用橫裝的方式外其他兩家新造及檢修公司均采用的豎裝方式進行安裝。橫裝的優點有,占用電機檢修場地少,檢修時間短。原來熱套工藝是165±5℃加熱6小時,轉軸采用一根導向柱進行熱套,熱套成功率低,不足50%(夏季比冬季熱套率低,不足40%)。滑環熱套失敗,反復拉拔滑環,易損壞滑環與轉軸,該滑環為進口件,不僅價格昂貴,而且采購周期長。因此有時現場為了不返工,只能提高滑環加熱溫度、延長加熱時間。由于受滑環中絕緣材料影響,長時間高溫環境下會加速絕緣老化,降低滑環絕緣,導致發生滑環短路故障。2017年就發生過因為滑環故障導致1起D21事故,兩起普查滑環故障,對鐵路行車組織造成了影響,也極大的影響了公司的聲譽。從檢修成本及公司聲譽考慮,滑環的安裝問題刻不容緩。
2 工藝研究
2.1 理論分析
查閱滑環相關資料,滑環使用壽命為20年(C6修程時已使用10年),絕緣等級為H級,允許爐溫加熱最高溫度為200℃。電機轉軸滑環檔直徑標準:
滑環安裝有兩種方式:一是熱套,即滑環放入烘箱中整體加熱,滑環升溫膨脹,內孔擴大到一定程度套至軸頭;另一種是冷壓,即室溫下用液壓的方式將滑環推入軸頭的方式。目前各檢修公司滑環安裝的工藝均為熱套,降低滑環加熱溫度及減少加熱時間可以降低滑環絕緣老化程度、延長滑環使用壽命。本文中主要對熱套工藝進行研究。為了保證滑環熱套成功率以及最大程度的降低滑環加熱溫度,在滑環允許加熱溫度范圍內,我們需要對滑環在各加熱溫度下熱套情況進行統計。
首先進行理論值計算:
膨脹量Δψ=0.000012×ψ×Δt
式中:Δψ-膨脹量mm;
0.000012為熱膨脹系數/℃(鋼質材的膨脹系數)(GB/T 4339-2008金屬材料熱膨脹特征參數的測定);
ψ-為加熱工件公稱直徑mm;
Δt-為加熱溫升℃。
根據滑環及熱套相關數據,取ψ=95.15mm,Δψ=0.101mm(滑環熱套過盈量為0.052~0.101mm),
則溫升Δt=0.101÷0.000012÷95.15≈88.5℃
根據經驗,熱套時膨脹量需留有余量,若放寬6絲,即取Δψ=0.16mm,則溫升Δt=0.16÷0.000012÷95.15≈140℃。
這是理論數據,實際數據會受材料成分、紋向、加熱溫度不均勻、熱膨脹系數本身誤差等影響而有偏差。
2.2 試驗驗證
按照140℃的溫差,到了夏季高溫時,滑環的加熱溫度至少要180℃。原滑環工藝熱套溫度最高170℃,冬季氣溫零度左右,滑環與轉軸間溫差大,因此熱套成功率較夏季高。對別的電機檢修公司進行調研,了解到滑環加熱溫度最高為220℃,但是高溫存在較大風險,并不可取。為了擴大轉軸及滑環溫差,即轉軸外徑及滑環內孔尺寸差,在滑環加熱的同時,使用液氮冷卻軸頭。經過綜合分析討論,考慮到滑環的絕緣等級,我們將滑環加熱溫度定為A℃,軸頭降溫至B℃,則兩部件溫差為185℃以上,即滑環相對膨脹量達0.2mm以上,超過滑環2倍過盈量,理論上應該完全能滿足熱套要求。我們設計了專用液氮冷卻工裝,將滑環安裝工藝改為:滑環加熱溫度定位A℃,加熱6小時,軸頭使用液氮冷卻至B℃進行套裝,跟蹤統計10臺車滑環安裝情況。統計參數包括電機編號、轉軸滑環檔直徑、滑環孔徑、過盈量、環境溫度等。過盈量基本為0.08,熱套成功7臺電機,成功率70%。
經過多次反復跟蹤試驗,發現了影響滑環熱套成功率的兩點關鍵因素:(1)滑環的相對膨脹量要足夠大,即轉軸與滑環溫差大。(2)滑環安裝時,滑環與轉軸中心線達到重合。采用液氮冷卻軸,滑環熱套成功率提高,說明對第一個關鍵點的驗證有效。為了使滑環熱套成功率更高,接下來我們需要解決第二個關鍵因素。
滑環內孔是階梯狀,使用原有的工裝導向,不管滑環是橫裝還是豎裝,兩中心線都存在較大的偏差問題。因此,需重新設計滑環安裝工裝,把滑環中心與轉軸中心偏差控制在0.05mm以內,滑環安裝問題就迎刃而解了。利用多年的電機檢修經驗及對滑環結構的研究,我們設計了多套熱套工裝,經過現場實踐應用,最終設計出了最有效的新的導向工裝,使滑環安裝時兩部件中心線偏差控制在0.03mm以內。新工裝圖見圖1、圖2所示。

圖1 導向桿
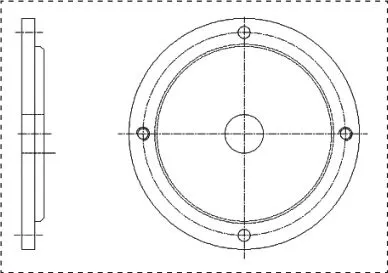
圖2 壓板
使用新工裝后,統計10臺車的安裝情況,熱套成功10臺電機,成功率100%。只使用新工裝與滑環加熱,不使用液氮冷卻轉軸也進行過試驗統計,熱套不能保證百分之百,與環境溫度有關。
2.3 工藝固化
經過對30多臺電機滑環熱套進行全程跟蹤,記錄相關參數,經過反復討論實踐,最終制定了滑環熱套改進工藝,具體如下:
①量滑環檔、滑環內孔直徑符合標準。
②將軸頭擦干凈,檢查軸承無毛刺,否則用砂皮打磨去除。

圖3
③使用4個0.5”螺栓將導向桿安裝在軸頭,螺栓不要擰緊,調整導向工裝與軸頭位置,使導向桿柱頭與軸頭同心,柱頭外表面略小于軸頭,使用墊片軸向垂直放在轉軸與導向桿柱頭外表面,觀察柱頭面四周間隙均勻。緊固軸頭四個螺栓,使用墊片復測導向桿與軸頭表面間隙均勻,如圖3所示。度為A℃,加熱和保溫時間共計6小時。若環境溫度超過20℃,允許采用液氮冷卻轉軸的方式進行熱套,具體操作如下:在距離滑環出烘箱還有45分鐘時,將冷卻套放置冷卻桶,往桶內倒入沒過套的液氮,隔一段時間增加液氮,確保液氮沒過冷卻套,冷卻時間為25分鐘;將冷卻套套入轉軸滑環檔,使用石棉將整個冷卻套蓋住,冷卻時間為20分鐘;取下冷卻套,使用感覺棉紗將軸頭擦拭干凈。
注意:使用液氮時注意人身安全,遵照相應規定執行。(化學危險物品安全管理條例(1987年2月17日國務院發布),化學危險物品安全管理條例實施細則(化勞發[1992]677號),工作場所安全使用化學品規定([1996]勞部發423號))
⑤用兩根吊繩對稱吊住滑環,調整滑環高度及位置,將滑環套入導向桿,使其與轉軸同軸。
⑥轉動滑環,使滑環上特氟隆絕緣螺柱標簽與電機電纜上標簽對應,松吊繩。
⑦將滑環快速套在軸上,推至主軸軸肩,安裝時要注意滑環上螺柱標簽要與電機電纜對應好。
⑧待滑環冷卻至環境溫度后拆下導向工裝。
3 結語
滑環安裝工藝改進后,使滑環熱套成功率達100%,節約了電機檢修時間,提高了電機檢修水平,保證了HXN5機車C6修的順利進行。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52