起重機桁架式吊臂銷軸孔磨損修復方案
2018-12-11 06:48:26趙杰瑛
設備管理與維修 2018年21期
趙杰瑛
(中海石油(中國)有限公司湛江分公司,廣東湛江 524000)
0 引言
中海油某平臺有1臺16 t起重機,為MANITEX INC公司ML2400/60起重機,目前已經運行23 a,桁架式吊臂是由兩部分組成、由銷軸連接。2017年在5 a特檢中發現,吊臂中間連接部分4個主梁銷軸孔出現嚴重偏磨問題。吊臂4個銷孔出現磨損不但會使銷孔強度降低,給運送貨物帶來安全風險,而且還會造成對應的銷孔不同心,在負重運行中會給吊臂一個旋轉力,對起重機平穩運行會有較大影響。
常規修復是根據銷孔磨損的嚴重程度進行銷孔頭部分更換。由于該起重機屬于20世紀90年代初的進口設備,整個桁架式吊臂缺少數據進行模態分析以及銷孔部分更換的數據,更換銷孔部分的想法無法實現。但是更換整個吊臂,費用高、時間久,對于平臺很難實現。另一種方法就是對銷孔進行補焊再修復。由于銷孔偏磨嚴重,補焊不但會造成應力集中而且后期硬度高、難加工,也無法保證銷孔的精度。
1 銷孔現狀分析
對該平臺16 t起重機吊臂銷軸孔進行測繪,發現目前4個銷軸孔均存在腐蝕、磨損現象。
(1)4條銷軸有3條受力,其中右下處位置銷軸無受力,可輕松取出。
(2)4個銷軸孔均有腐蝕現象,孔徑增大,其中右上、右下位置銷軸孔腐蝕及磨損嚴重,銷軸孔存在擴大和橢圓現象。
(3)銷軸及銷軸尺寸情況:正常4個銷軸直徑38.1 mm;經測左下方銷孔尺寸最大位置直徑為46.34 mm,最小位置直徑為42.84 mm(圖 1)。
通過測量,4個銷孔偏磨情況基本一致,銷孔成橢圓狀,并且一一對應的銷孔都出現不同心的狀況。整個桁架吊臂材料為中間段連接處耳板材料為16Mn,銷軸材料為42CrMo(椎38.1 mm)。銷軸組合的結構如圖2所示,2部分吊臂通過3個銷孔由1根銷軸連接起來。

圖1 吊臂中段右下梁外側銷孔測量實況
2 修復方案確定
通過對銷軸孔磨損腐蝕綜合分析的修復策略為:通過在銷孔內焊接襯套的方法修復銷孔。根據銷軸組合結構需要加工2種長度規格的襯套,襯套的外徑與磨損銷孔相符,襯套內徑20 mm,外側便于焊接需要加工30°斜面,襯套與定位塊的材料均為Q345/D36(圖3)。然后再根據吊臂一一對應的2個主梁銷孔長度,加工1根1200 mm的輔助定位同心度的軸,材料為20#鋼。(圖4)。

圖2 仨桁架式吊臂銷軸結構

圖3 銷孔襯套規格
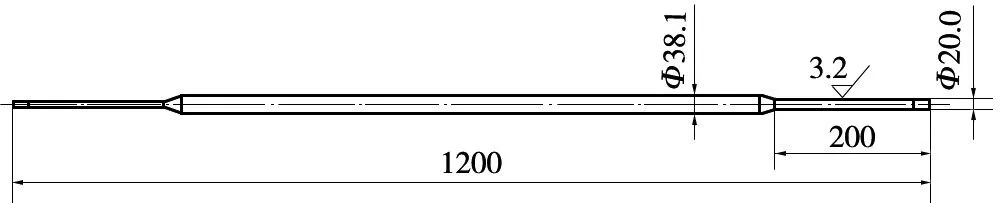
圖4 對應2個銷孔定位同心度的輔助軸結構
作業前需將起重機吊臂拆下,放到一個比較水平的位置進行作業,拆掉對應的上部主梁的2個銷軸,用砂輪機將銷孔內部打磨干凈,并根據各個銷孔磨損情況將襯套外形逐個打磨成與銷孔相匹配的橢圓狀,并按照圖5,將定位同心度的輔助軸與將桁架上對應的2個銷孔各個襯套安裝起來,在確保每個銷孔3個襯套及輔助軸都連接配套到位后,再對襯套進行焊接固定。
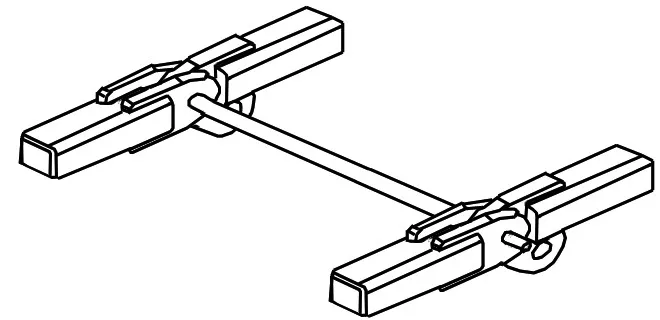
圖5 2個銷孔用定位同心度的輔連接焊接圖
所有襯套焊接完成后進行焊縫檢驗,確保所有焊縫都合格然后用預制好的工裝固定磁力鉆,對所有襯套內孔進行擴孔—鉸孔最終達到要求的尺寸椎38.1 mm,然后回裝銷軸、連接吊臂、回裝吊臂進行下一步的試重工裝。
3 修復方案實施
按照確定的修復方案,拆卸16 t起重機桁架式吊臂,確保整個吊臂兩部分水平放置。銷軸不受力可以輕松拆卸,安裝好每個銷孔內的3個襯套并連接好輔助軸進行同心度調整。在這個過程中,可以打磨襯套的外徑,來保證整個6個襯套及輔助軸都安裝到銷孔內并配合合適。
(1)襯套焊接。定位好襯套好后,焊接好外襯套的一邊。焊接時應注意襯套與銷孔配合一致,不要卡到其他的孔中去,以防脫開時卡住。焊接中間襯套的一邊、焊接外襯套的一邊后,退出所有輔助銷軸銷,再進行銷孔襯套的全面焊接和檢驗。焊縫檢驗合格后,修磨耳板,再將所有的銷連接好。繼續按照相同工序完成吊臂上另一組銷孔襯套的焊接及檢驗。
(2)襯套內徑擴孔到要求尺寸。4組總共12個襯套焊接檢驗完成后,將原來襯套椎20 mm的內徑加工到椎38.1 mm;取出輔助軸用預制好的工裝將磁力鉆固定到銷孔一側并對中,以襯套內孔定位,用薄墊片調整好磁力鉆進行固定,再進行鉆擴孔—鉸孔。
按照上述步驟依次按“左下—右上—右下—左下”的順序進行所有銷孔的修復。
開始組裝吊臂中段,安裝新銷軸(銷軸材質42CrMo)。表面進行打磨,檢測合格后記錄修補處并對該區域進行防腐油漆。
4 試重取證
起重機作為特種設備,修復后需要按照CCS(China Classi-fication Society,中國船級社)的要求試重取證。試重分為靜載和動載2部分。
(1)動載測試。按照要求按照額定載荷16 t的動載SWL(Safe Working Load,安全工作負荷)50%(8 t)、SWL100%(10 t)進行起升、變幅及回轉動作并記錄相關數據,所有數據都在標準范圍內,動載測試合格。
(2)靜載測試。按照CCS要求按照額定載荷16 t對其進行1.25 倍 SWL(20 t)靜載試重,試重時間為 5 min,5 min 內重物沒有位移變化,靜載測試滿足要求。靜載試重完成后要對其進行滿載16 t的“三連動”(起升、變幅及回轉)試重。試重完成后對吊臂修復部位進行磁粉探傷,經確認沒有發現裂紋,試重報告經CCS、維修方簽字確認并提交完工文件,起重機取得CCS頒發的證書恢復使用。
5 結論
經過本次維修,潿洲11-4A平臺起重機桁架式吊臂最終經過試重獲得了CCS頒發的合格證書,恢復正常使用的能力。通過后期幾個月的穩定運行監控,說明本次檢修達到了預期效果。
起重機作為海上平臺安全設備,對平臺正常運行起到很重要作用,本次改造不但周期短、大大的消除了對現場安全的影響,而且改造維修費用低,特別是安全方面帶來的效益很大。海上平臺設備類似銷軸連接的不少,一方面長時間運行會出現磨損,另一方面海上鹽分大、腐蝕情況也嚴重,一旦出現磨損腐蝕的情況,盡快維修降低安全影響很關鍵。
