關于機械加工中毛刺的影響分析及其控制探討
2018-12-12 07:25:08楊校可
時代農機 2018年10期
楊校可
(平頂山技師學院,河南 平頂 467000)
由于受到生產制造工藝的制約,金屬零件在經過機械切削加工后,難以避免地會產生表面毛刺和棱角毛刺,而毛刺會對機械產品的后續加工、裝配、使用和運輸造成重要影響,輕則導致成本上升,重則甚至可能導致產品報廢。傳統人們習慣于用手動工具去除毛刺,但這種方法不僅勞動量大,而且效率極低,且毛刺去除質量也不能得到有效保障。鑒于此,有必要對毛刺的產生進行控制。文章對毛刺的形成原因及危害影響進行了分析,并著重探討了控制毛刺產生的方法,希望對業內同仁能夠起到一定的參考和借鑒作用。
1 毛刺的形成及其危害影響分析
經過大量的生產實踐發現,機械加工中的毛刺產生與加工材料的延伸率和應變硬化指數相關。延伸率和應變硬化指數越小,那么加工時材料變形吸收的能量就越小,毛刺的形成幾率就越低;反之,變形吸收的能量就越大,此時因為切削層被切離的難度增大,所以也就容易形成毛刺。
毛刺是機械加工中難以徹底避免的一種現象,其會對工件的后續加工、裝配及使用等帶來嚴重危害,其具體影響如下:(1)毛刺會降低表面加工精度和粗糙度,影響工序質量。(2)毛刺會對下道工序的定位造成干擾,進而影響下道工序的加工質量。(3)機械加工中經常需要對加工成果進行測量,但毛刺的存在會干擾測量精度。(4)機械產品一般都是由眾多零部件組裝而成,如果這些零部件存在表面和棱角毛刺,那么就會直接影響到裝配質量,甚至造成產品無法正常裝配。(5)在工件的后續加工和運輸中,毛刺還可能對工人和搬運人員造成傷害。(6)有時加工過程會導致毛刺脫落,而毛刺脫落可能會形成虧缺,造成工件的尺寸超差或報廢。(7)一些對表面光滑度和尺寸精度要求較高的零件,比如精密導軌,如果其上帶有毛刺,就會嚴重影響到其使用性能。(8)在使用中,毛刺的突然脫落還可能影響到整個設備的正常運行,比如破壞傳動的平穩性,導致故障發生。(9)因為要采用毛刺去除工藝,所以會變相增加產品的加工成本;最后,毛刺的存在將直接影響到機械產品的外在美觀度。
2 控制毛刺產生的方法
2.1 控制切削深度
根據以往的加工經驗,毛刺的高度與切削深度存在一定的關系,二者在一定范圍內成正比,所以為了控制毛刺的高度,傳統做法是選擇較小的切削深度。但切削深度過小會增大切削次數,不僅使生產率降低,還會增大生產成本,而且當切削深度達到一定值后(毛刺轉折點),毛刺的高度會急劇降低并保持成一恒值,如圖1所示。所以現實中我們需要對機械切削深度進行合理控制,盡量將切削深度控制在毛刺轉折點以上,這樣既能確保毛刺的高度可以被有效減小,又不會影響到加工成本和效率。
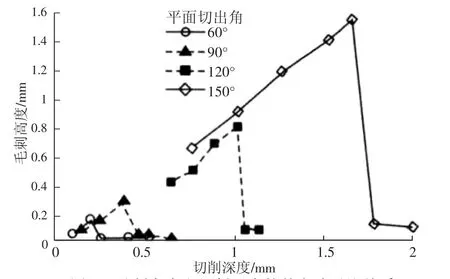
圖1 毛刺高度和切削深度的某實驗對比關系
2.2 控制切削速度
在機械加工過程中,切削速度也是影響毛刺產生的一個重要因素。當切削速度較大時,切削層來不及變形就會被分離,所以不利于形成毛刺;反之,切削層的變形就會較大,導致切屑不能順利地分離,就會形成毛刺。因此,需要盡可能地提升切削速度以控制毛刺產生。
2.3 控制刀具的角度
在車削加工時,刀具的負偏角也是影響毛刺產生的一個重要因素,主要體現為殘留面積的毛刺。因此,可以通過減小負偏角的方法來對毛刺的產生進行控制。
2.4 控制切削的方向
在進行銑削加工時,通過切削方向和進給方向的合理搭配,可使毛刺產生在不重要的表面上甚至避免毛刺產生。
2.5 控制刀具的鋒利程度
當刀具的較為鋒利時,切削層還來不及吸收較大能量發生變形就會被分離,就不易產生毛刺;反之,金屬切削層會發生較大變形,進而產生滑移或斷離,形成較大的毛刺。在金屬切削加工時,一定要使用刃口較鋒利的刀具。
2.6 控制棱角效應
在對機械零件進行加工時,經常會發現,面與面的棱邊很容易產生毛刺,即棱角毛刺,且這種毛刺的大小與棱角取值密切相關。棱角越小時,棱角處的抗彎強度就越低,能量較易被吸收,所以極易產生毛刺;反之,棱邊處切削層的抗彎強度會增大,金屬切削層還沒達到發生彎曲的程度時就會被切除,所以就不會產生毛刺。因此,對棱角進行適當增大也可以控制毛刺的形成。
2.7 改善切削工具
對切削工具進行改善,比如采用組合刀具,可以對毛刺的產生進行有效控制。比如鉆孔、锪孔和圓柱沉孔如果用三把刀分三次完成,那么三者之間的結合處就容易形成毛刺;而改用將三把刀組合在一起的組合刀具一次完成,那么就不易產生毛刺。
3 結語
文章對毛刺的形成原因、危害影響及控制方法進行了詳細探討,但控制毛刺最根本的措施還是需要研究推廣新工藝、新技術和新設備,從加工方法和原理上進行革新以消除毛刺影響,是技術人員未來還需要繼續努力的地方。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36