數(shù)控機(jī)床高速高加速進(jìn)給下的跟隨誤差控制策略
2018-12-12 13:32:02呂盾李潤澤劉輝趙萬華盧秉恒
西安交通大學(xué)學(xué)報(bào) 2018年12期
呂盾,李潤澤,劉輝,趙萬華,盧秉恒
(西安交通大學(xué)機(jī)械制造系統(tǒng)工程國家重點(diǎn)實(shí)驗(yàn)室,710054,西安)
高速機(jī)床是航空結(jié)構(gòu)件、航空發(fā)動(dòng)機(jī)整體葉輪和航天發(fā)動(dòng)機(jī)誘導(dǎo)輪等復(fù)雜零件加工所必須的關(guān)鍵裝備,是支撐航空航天及能源工程等高端裝備制造業(yè)的基礎(chǔ)。當(dāng)前我國在復(fù)雜零件的高速加工中,加工效率和精度難以統(tǒng)一是急需解決的主要問題之一[1]。造成這一問題的主要原因在于,高速機(jī)床在加工復(fù)雜零件的過程中,各進(jìn)給軸的跟隨誤差難以控制。為降低各軸跟隨誤差,往往只能降低進(jìn)給速度加速度,犧牲了加工效率。因此,如何保證高速高加速下的高跟隨精度,是實(shí)現(xiàn)高速機(jī)床效率與精度統(tǒng)一的關(guān)鍵問題[2]。
跟隨誤差是伺服進(jìn)給系統(tǒng)的實(shí)際位置與指令位置的差值。跟隨誤差的大小取決于伺服進(jìn)給系統(tǒng)接收的位置指令(或速度指令)和伺服進(jìn)給系統(tǒng)自身的伺服特性。在高速高加速進(jìn)給下,各軸位置指令的高頻成分增多、頻寬增大,對伺服進(jìn)給系統(tǒng)的伺服特性提出了更高的要求[3]。為了降低高速高加速進(jìn)給過程中的跟隨誤差,必須改善伺服進(jìn)給系統(tǒng)的幅頻和相頻特性[4]。
改善伺服進(jìn)給系統(tǒng)的幅頻特性主要是提高位置環(huán)帶寬。伺服進(jìn)給系統(tǒng)相當(dāng)于一個(gè)低通濾波器,位置環(huán)帶寬限制使得位置指令中的高頻分量被衰減,輸出無法及時(shí)響應(yīng)輸入,造成跟隨誤差。伺服進(jìn)給系統(tǒng)位置環(huán)帶寬的高低受到機(jī)械系統(tǒng)動(dòng)態(tài)特性的限制。對于典型的滾珠絲杠進(jìn)給系統(tǒng),絲杠的一階和二階扭轉(zhuǎn)模態(tài)是限制位置環(huán)帶寬的主要原因[5],Kamalzadeh采用陷波濾波器補(bǔ)償絲杠的扭轉(zhuǎn)模態(tài),提高了位置環(huán)帶寬[6]。此外,文獻(xiàn)[7-11]采用滑模及H∞控制等先進(jìn)控制器,改善了伺服帶寬。
改善伺服進(jìn)給系統(tǒng)相頻特性的代表性成果是Tomizuka提出的零相差跟蹤控制器(ZPETC)[12],該控制器通過對系統(tǒng)模型的逆設(shè)計(jì),實(shí)現(xiàn)了輸入輸出間的相位滯后為0、靜態(tài)增益為1。此后,該方法與摩擦力補(bǔ)償、反向間隙及輪廓誤差補(bǔ)償[13]、自適應(yīng)控制[14-15]、干擾觀測器[16-17]及魯棒控制器[18]、指令整形與模糊邏輯[19]等方法結(jié)合,進(jìn)一步增強(qiáng)了伺服進(jìn)給系統(tǒng)抗參數(shù)變化的能力和抗干擾能力。
綜上所述,當(dāng)前國際上對高速高加速進(jìn)給下的跟隨誤差控制策略研究已形成一系列成果,先進(jìn)的機(jī)床制造商在高速高加速進(jìn)給下跟隨誤差控制上也達(dá)到了一定水平。但是,國內(nèi)的相關(guān)理論研究和工業(yè)應(yīng)用仍然存在非常大的差距,而這一差距也正是國產(chǎn)機(jī)床與先進(jìn)進(jìn)口機(jī)床在性能上差距的主要體現(xiàn)[20]。本文提出一種模態(tài)濾波器(MFC)與零相差跟蹤控制器綜合控制策略,分別改善伺服進(jìn)給系統(tǒng)的幅頻和相頻特性,實(shí)現(xiàn)高速高加速進(jìn)給下跟隨誤差的控制。
1 模態(tài)濾波器與零相差跟蹤控制器綜合控制策略
1.1 模態(tài)濾波器設(shè)計(jì)
首先建立滾珠絲杠進(jìn)給系統(tǒng)機(jī)械部分的等效動(dòng)力學(xué)模型。為表征滾珠絲杠的一階、二階扭轉(zhuǎn)模態(tài),將絲杠等效為四慣量彈簧阻尼系統(tǒng)。此外,將電機(jī)等效為轉(zhuǎn)子慣量,將聯(lián)軸器等效為扭轉(zhuǎn)彈簧,將滑塊、絲杠螺母副及絲杠軸承等效為彈簧阻尼單元,將工作臺(tái)等效為剛體。
電機(jī)轉(zhuǎn)子的動(dòng)力學(xué)方程為
(1)
式中:J0為電機(jī)轉(zhuǎn)子的轉(zhuǎn)動(dòng)慣量;Kθ0為聯(lián)軸器的扭轉(zhuǎn)剛度;T0為電機(jī)驅(qū)動(dòng)力矩;θ0為電機(jī)轉(zhuǎn)子的角位移;θ1為絲杠等效慣量m1的角位移。
滾珠絲杠扭轉(zhuǎn)方向的動(dòng)力學(xué)方程為
(2)
式中:Ji為絲杠各等效慣量的轉(zhuǎn)動(dòng)慣量,i=1,2,3,4;θi為絲杠各等效慣量的角位移,i=1,2,3,4;Kθi為絲杠各等效慣量間的扭轉(zhuǎn)剛度,i=1,2,3;Kn為絲杠螺母副剛度;Bn為絲杠螺母副阻尼;di為工作臺(tái)質(zhì)心相對于螺母軸心、外力方向、工作臺(tái)頂端以及滑塊中心的距離,i=1,2,3,4;p為絲杠導(dǎo)程;Bθi為絲杠各等效慣量間的等效阻尼,i=1,2,3。
滾珠絲杠軸向的動(dòng)力學(xué)方程為
(3)
式中:mi為絲杠各等效慣量的質(zhì)量,i=1,2,3,4;Ki為絲杠各等效慣量間的軸向剛度,i=1,2,3;K0、K4為絲杠軸承支承剛度;xi為絲杠各等效慣量的軸向位移,i=1,2,3,4;B0、B4為絲杠軸承阻尼。
工作臺(tái)的動(dòng)力學(xué)方程為
(4)
式中:mt為工作臺(tái)質(zhì)量;Jt為工作臺(tái)轉(zhuǎn)動(dòng)慣量;Bt為導(dǎo)軌滑塊副阻尼;Kt為導(dǎo)軌滑塊副剛度;B5為滑塊沿進(jìn)給方向運(yùn)動(dòng)時(shí)的摩擦阻尼;Ft為外力。
綜合式(1)~(4),滾珠絲杠進(jìn)給系統(tǒng)的動(dòng)力學(xué)方程可表達(dá)為

(5)

由式(5)可得滾珠絲杠進(jìn)給系統(tǒng)電機(jī)處力入編碼器速度出的傳遞函數(shù)為
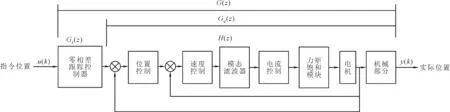
圖1 模態(tài)濾波器與零相差跟蹤控制器綜合控制策略仿真模型框圖
(6)
根據(jù)式(6),求解滾珠絲杠進(jìn)給系統(tǒng)電機(jī)力入編碼器速度出的頻響曲線,可以獲得絲杠的一階和二階扭轉(zhuǎn)振動(dòng)振型及固有頻率。
由式(6)求解一階和二階扭轉(zhuǎn)振動(dòng)模態(tài)的零極點(diǎn)。設(shè)計(jì)模態(tài)濾波控制器H(z),使其零極點(diǎn)與一階和二階扭轉(zhuǎn)模態(tài)零極點(diǎn)相抵消,削弱這兩階扭轉(zhuǎn)模態(tài)對位置環(huán)帶寬的限制作用。
1.2 零相差跟蹤控制器設(shè)計(jì)
對加入模態(tài)濾波器后伺服進(jìn)給系統(tǒng)的傳遞函數(shù)進(jìn)行辨識(shí),以設(shè)計(jì)零相差跟蹤控制器。辨識(shí)模型采用離散傳遞函數(shù)形式
(7)
式中:u(k)和y(k)分別為進(jìn)給系統(tǒng)的輸入和輸出;d為進(jìn)給系統(tǒng)的延時(shí)周期數(shù)。
辨識(shí)得到的伺服進(jìn)給系統(tǒng)離散傳遞函數(shù)為
(8)
式中:d表示系統(tǒng)延時(shí),A(z-1)和B(z-1)為互質(zhì)的離散多項(xiàng)式。
理論上,零相差跟蹤控制器Cr(z)應(yīng)取伺服進(jìn)給系統(tǒng)傳遞函數(shù)Gc(z)的逆。然而,當(dāng)Gc(z)為非最小相位系統(tǒng)時(shí),B(z-1)會(huì)存在不穩(wěn)定的零點(diǎn),導(dǎo)致控制器不穩(wěn)定。因此,將B(z-1)分解為
B(z-1)=Ba(z-1)Bu(z-1)
(9)
式中:Ba(z-1)為單位圓內(nèi)的系統(tǒng)零點(diǎn)組成的多項(xiàng)式;Bu(z-1)為單位圓外和單位圓上的系統(tǒng)零點(diǎn)組成的多項(xiàng)式。
零相差跟蹤控制器的傳遞函數(shù)為
(10)
加入零相差跟蹤控制器后,系統(tǒng)的傳遞函數(shù)變化為
(11)
系統(tǒng)輸入變?yōu)閡(k+d+s),表示超前于需要輸入值u(k)d+s步,s為不穩(wěn)定零點(diǎn)個(gè)數(shù)。
1.3 綜合控制策略仿真模型
將設(shè)計(jì)得到的模態(tài)濾波器與零相差跟蹤控制器集成到PID控制框架中,建立綜合控制策略的仿真模型,模型為連續(xù)模型,指令周期為2 ms,如圖1所示,其中模態(tài)濾波器設(shè)置在速度環(huán)內(nèi),零相差跟蹤控制器設(shè)置在位置環(huán)之前。
2 實(shí)驗(yàn)驗(yàn)證
2.1 實(shí)驗(yàn)裝置
實(shí)驗(yàn)裝置為銑床X軸進(jìn)給系統(tǒng),如圖2所示。該進(jìn)給系統(tǒng)為滾珠絲杠傳動(dòng),電機(jī)為伺服交流電機(jī),型號(hào)為SGMGH-30ACA,驅(qū)動(dòng)器為SGDM30ADA。進(jìn)給系統(tǒng)采用半閉環(huán)控制,增量式碼盤線數(shù)為2 500,速度環(huán)采樣時(shí)間為250 μs。數(shù)控系統(tǒng)為PA開放式數(shù)控系統(tǒng)。通過查閱機(jī)床相關(guān)手冊以及數(shù)控系統(tǒng)和驅(qū)動(dòng)器內(nèi)的參數(shù)設(shè)定,建模所需參數(shù)如表1所示。

圖2 實(shí)驗(yàn)裝置照片
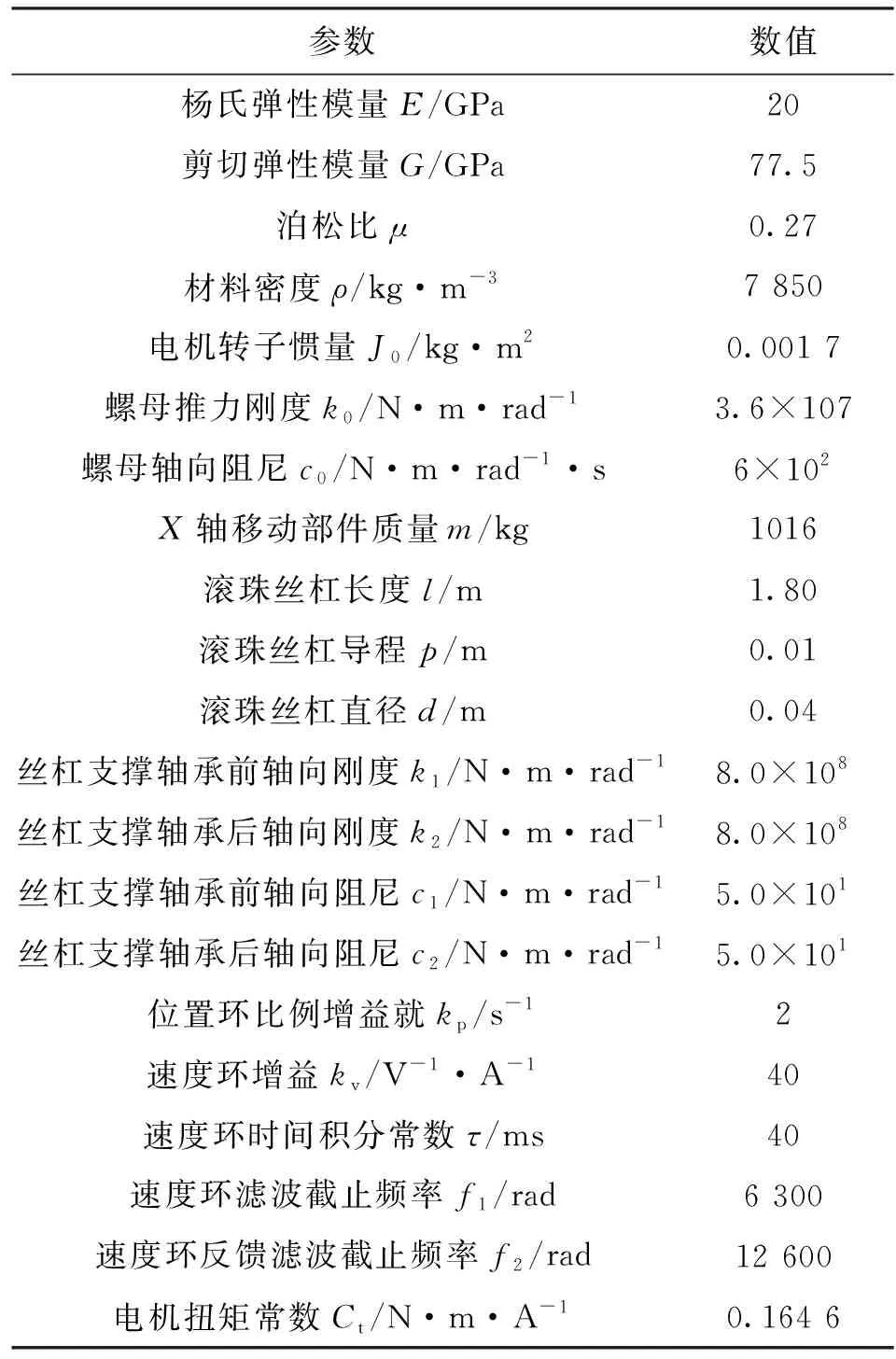
表1 機(jī)床相關(guān)參數(shù)
2.2 滾珠絲杠進(jìn)給系統(tǒng)等效動(dòng)力學(xué)模型實(shí)驗(yàn)驗(yàn)證
滾珠絲杠進(jìn)給系統(tǒng)等效動(dòng)力學(xué)模型的準(zhǔn)確性是模態(tài)濾波器設(shè)計(jì)的基礎(chǔ)。為了驗(yàn)證等效動(dòng)力學(xué)模型,給電機(jī)施加快速正弦掃頻激勵(lì)力信號(hào),得到電機(jī)力入編碼器速度出幅頻響應(yīng),如圖3所示。圖3的實(shí)驗(yàn)結(jié)果表明,滾珠絲杠進(jìn)給系統(tǒng)存在6階固有頻率,分別為20.2、49.8、70.8、121.6、378.9和941.4 Hz,其中378.9和941.4 Hz為一階和二階扭轉(zhuǎn)振動(dòng)的固有頻率。理論計(jì)算得到的一階和二階扭轉(zhuǎn)振動(dòng)的固有頻率分別為378和957.3 Hz。一階和二階扭轉(zhuǎn)振動(dòng)固有頻率的實(shí)驗(yàn)測試結(jié)果和理論計(jì)算結(jié)果基本一致,可以證明所建立等效動(dòng)力學(xué)模型及模態(tài)濾波器設(shè)計(jì)的準(zhǔn)確性。
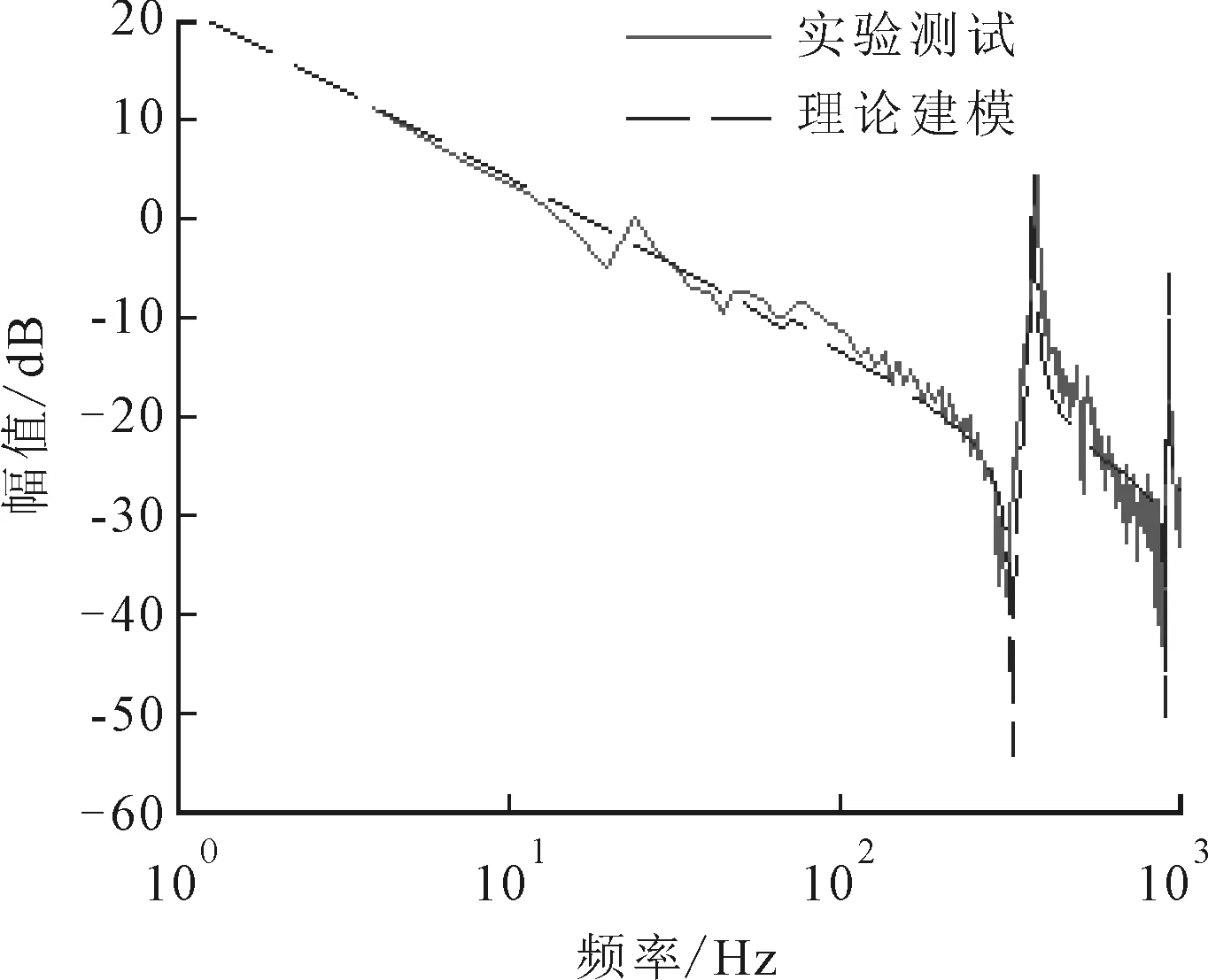
圖3 滾珠絲杠進(jìn)給系統(tǒng)電機(jī)力入編碼器速度出幅頻響應(yīng)
2.3 伺服進(jìn)給系統(tǒng)傳遞函數(shù)辨識(shí)及零相差跟蹤控制器求解
辨識(shí)信號(hào)采用10 m/min勻速直線運(yùn)動(dòng)和幅值為40 μm的M序列的疊加信號(hào)。將辨識(shí)信號(hào)作為插補(bǔ)指令輸入數(shù)控系統(tǒng),同時(shí)采集編碼器反饋的輸出位移信號(hào),采樣周期為2 ms。根據(jù)1.2節(jié)所述方法,求解零相差跟蹤控制器傳遞函數(shù)。
2.4 伺服進(jìn)給系統(tǒng)實(shí)際位置的理論仿真與實(shí)驗(yàn)測試對比
令X軸做直線往返進(jìn)給運(yùn)動(dòng),指令位置u(k)的速度變化曲線如圖4所示。最大速度為10 m/min,加速度為2 m/s2,加減速策略為S型,行程為200 mm。
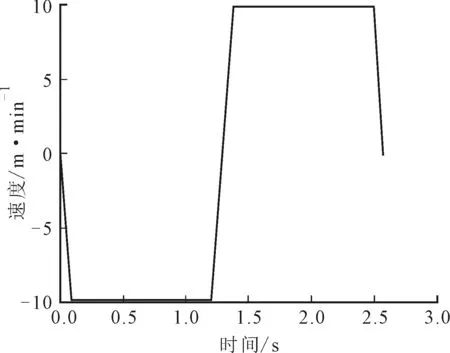
圖4 進(jìn)給運(yùn)動(dòng)的速度曲線
圖5a為實(shí)際位置y(k)的理論仿真與實(shí)驗(yàn)測試結(jié)果,從圖5b中可以看出,理論仿真與實(shí)驗(yàn)測試結(jié)果非常吻合,二者之間的差異小于0.1 μm,證明了第1節(jié)所建立的綜合控制策略仿真模型的正確性。

(a)實(shí)驗(yàn)測試與理論仿真結(jié)果對比

(b)實(shí)驗(yàn)測試與理論仿真結(jié)果之差
3 控制效果及分析
在實(shí)驗(yàn)驗(yàn)證了所建立綜合控制策略仿真模型正確性的基礎(chǔ)上,利用該仿真模型進(jìn)一步分析綜合控制策略對高速/高加速下跟隨誤差的控制效果。在仿真模型中輸入如圖4所示變化趨勢的速度指令,其速度分別為10、20、30和50 m/min,加速度分別為2、5和10 m/s2,行程為1 m。
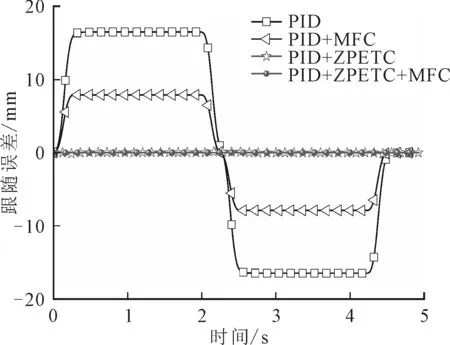
圖6 4種控制策略下跟隨誤差隨時(shí)間的變化
圖6示出了速度為30 m/min、加速度為10 m/s2時(shí),4種控制策略下,跟隨誤差在整個(gè)行程上(隨時(shí)間)的變化。從圖6中可知,在PID、PID+MFC、PID+ZPETC和PID+ZPETC+MFC這4種控制策略下,跟隨誤差最大值分別為16.486、7.907、0.150和0.016 mm。
由圖6可見,PID控制策略下的跟隨誤差非常大,這主要是由于伺服系統(tǒng)的相位滯后而引起的。采用PID+ZPETC控制策略,相對于PID及PID+MFC控制策略,顯著縮小了相位滯后,如圖7所示,因此跟隨誤差大幅降低。
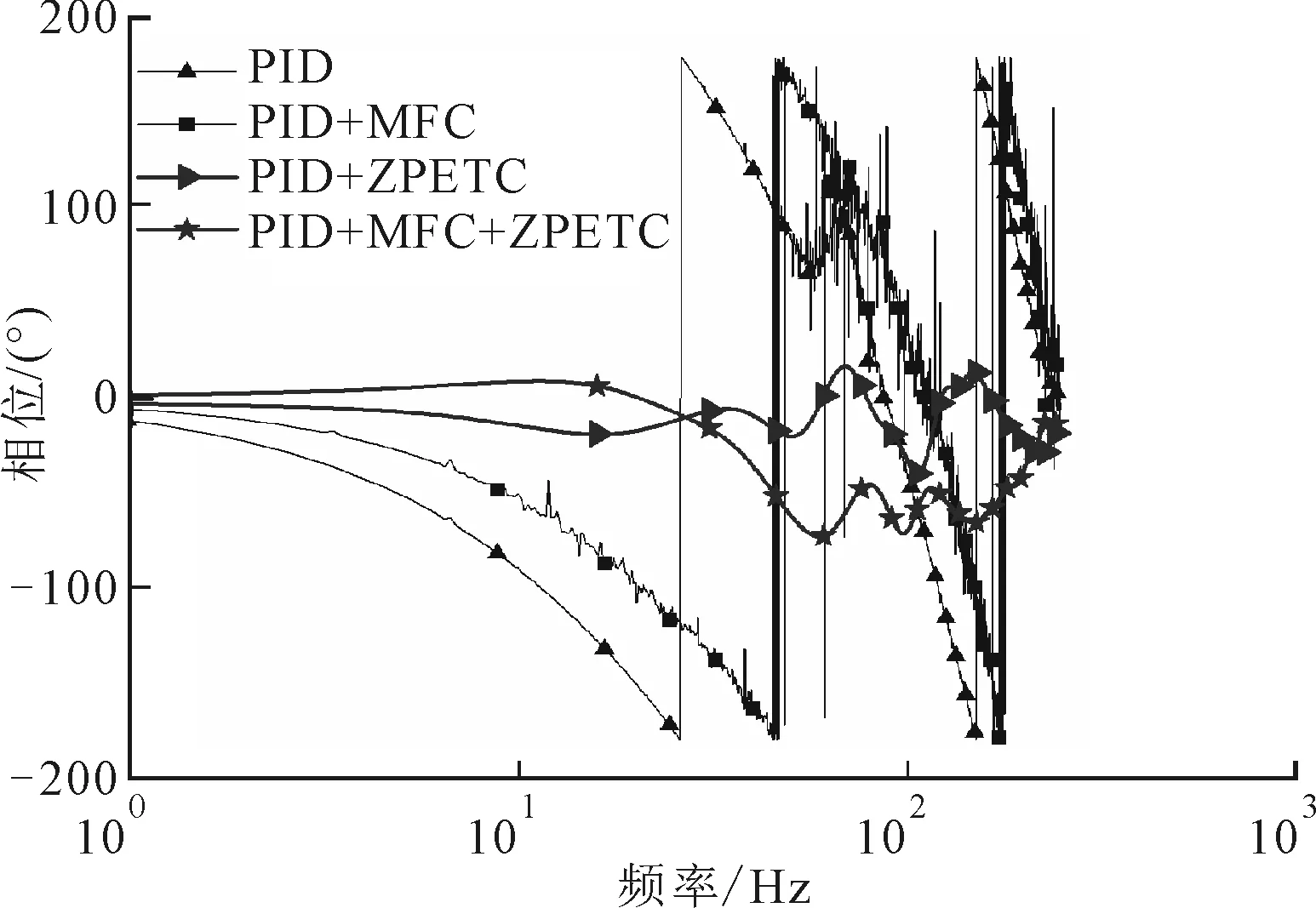
圖7 伺服進(jìn)給系統(tǒng)在不同控制策略下的相頻曲線
相位滯后的改善,顯著減小了跟隨誤差。此時(shí),引起跟隨誤差的主要原因變?yōu)樗欧M(jìn)給系統(tǒng)位置環(huán)帶寬的限制。由于加減速過程中指令的頻寬較勻速過程大,因此,PID+ZPETC控制策略下,跟隨誤差在加減速過程中比較突出。采用PID+ZPETC+MFC控制策略,在保證較小相位滯后的前提下,進(jìn)一步提高了伺服系統(tǒng)的位置環(huán)帶寬,如圖8所示,因此,跟隨誤差進(jìn)一步減小。
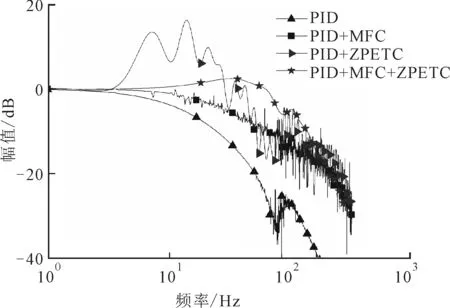
圖8 伺服進(jìn)給系統(tǒng)在不同控制策略下的幅頻曲線
圖9所示為采用PID+ZPETC+MFC控制策略,不同進(jìn)給速度加速度下的最大跟隨誤差,其中加速度為0表示勻速過程中的最大跟隨誤差。
從圖9中可以看出:在PID+ZPETC+MFC控制策略下加減速過程中的跟隨誤差大于勻速過程;在某一加速度下,跟隨誤差隨著速度的增大而增大;在某一速度下,跟隨誤差隨著加速度的增大而增大;當(dāng)進(jìn)給速度為50 m/min、加速度為10 m/s2時(shí),跟隨誤差大幅增大到188.3 μm。造成跟隨誤差大幅增大的原因是,高速/高加速需要的電機(jī)扭矩超出了電機(jī)限制,如圖10所示。

圖9 PID+ZPETC+MFC控制策略在不同速度和加減速下的跟隨誤差

圖10 高速高加速需要的電機(jī)扭矩與電機(jī)實(shí)際輸出扭矩對比
4 結(jié) 論
(1)PID+ZPETC+MFC控制策略改善了伺服進(jìn)給系統(tǒng)的相位滯后、提高了伺服進(jìn)給系統(tǒng)的位置環(huán)帶寬,當(dāng)進(jìn)給速度為30 m/min、加速度為10 m/s2時(shí),將跟隨誤差由PID控制策略下的16.486 mm大幅降低到15.5 μm。
(2)PID+ZPETC+MFC控制策略下,勻速過程中的跟隨誤差很小,加減速過程中的跟隨誤差相對突出,且跟隨誤差隨速度及加速度的增大略微增大。
(3)隨著速度和加速度的增大,所需要的電機(jī)扭矩也不斷增大,當(dāng)需要的電機(jī)扭矩超過電機(jī)扭矩限制時(shí),PID+ZPETC+MFC控制策略不能再對跟隨誤差實(shí)施有效控制。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
能源工程(2020年6期)2021-01-26 00:55:22
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年3期)2019-07-10 00:54:04
消費(fèi)導(dǎo)刊(2018年10期)2018-08-20 02:57:02
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
通信電源技術(shù)(2016年1期)2016-04-16 04:57:26
湖北經(jīng)濟(jì)學(xué)院學(xué)報(bào)·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機(jī)學(xué)院學(xué)報(bào)(2015年4期)2015-02-28 14:30:00
