四輥平整機在安鋼1550 mm連退機組應用實踐
2018-12-12 09:01:26李澤光戚新軍羅年高文赫荔
冶金動力 2018年1期
邢 巍,李澤光,戚新軍,羅年高,文赫荔
(安鋼集團冷軋有限公司,河南安陽 455000)
四輥平整機在安鋼1550 mm連退機組應用實踐
邢 巍,李澤光,戚新軍,羅年高,文赫荔
(安鋼集團冷軋有限公司,河南安陽 455000)
結合安鋼集團冷軋有限公司生產現狀,簡述了單機架四輥平整機在安鋼1550 mm連退機組中的應用情況和設備構造、工藝特點,并與六輥平整-拉矯機組設備進行技術對比。實踐表明,四輥平整機應用效果良好,滿足了生產需求,同時又有效地控制了成本。
平整機;連退;應用
引言
安鋼冷軋連續退火機組(以下簡稱連退機組)是安鋼冷連軋工程的一條主要生產線,其年處理量為74萬t,產品以高級家電板、建筑板為主,與鍍鋅機組在同一車間內,平行布置在酸洗冷連軋機組后,對酸軋后的冷硬卷進行退火熱處理。位于出口段的平整機是連退機組重要設備,主要控制帶鋼的平整率和延伸率等相關指標,同時對帶鋼表面質量和平直度(浪形)也有較大影響。通過平整能夠使帶鋼既有良好的機械性能又有較為美觀的表面質量,從而滿足客戶進一步深加工的工藝需求。
1 工藝概述
連續退火是連續地將帶鋼加熱到一定溫度保溫后再冷卻的工藝操作。退火目的是對熱軋帶鋼進行軟化、消除內應力、恢復塑性、改善帶鋼的金相組織[1,2]。其工藝流程如下(參見圖 1):
原料—→開卷—→切頭尾—→焊接—→表面清洗—→入口活套—→再結晶退火—→出口活套—→平整—→檢查活套—→切邊—→檢查—→靜電涂油—→分卷—→卷取—→打捆—→入庫。
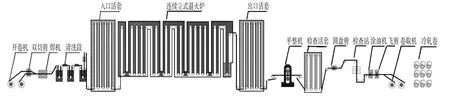
圖1 安鋼冷軋連退機組工藝流程
2 平整的作用及目的
冷軋帶鋼經過再結晶退火,消除了加工硬化組織,抗拉強度和屈服強度都較低,而延伸率得到很大提高。此時帶鋼的應力-應變曲線具有明顯的屈服平臺(見圖2),如果對其進行冷彎成形或深沖加工,那么工件將在卷曲時出現折裂或在深沖時形成滑移線,從而使加工件表面質量不良。因此,在帶鋼進行進一步深加工前必須予以消除,行之有效的方法就是平整和矯直。
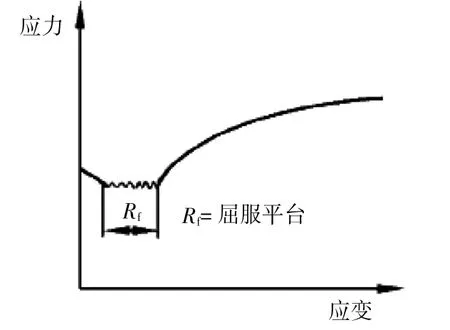
圖2 退火后帶鋼的應力-應變曲線
冷軋帶鋼的平整是一種小壓下率(0.5%~4%)的二次冷軋變形。其目的在于:消除退火帶鋼的屈服平臺,防止在沖壓加工時產生滑移線,調制好帶鋼的力學性能;同時,改善帶鋼的平直度,得到較為平坦的帶鋼;另外,通過對平整機工作輥表面的毛化處理,可以使帶鋼表面呈現出不同粗糙度的表面結構,從而得到鏡面效果的帶鋼。
3 連退平整機結構
3.1 平整機設備構造及參數
安鋼連退四輥平整機組位于連退生產線出口段,由 2套四輥張力輥(5#、6#張力輥)、1臺熱風烘干機和1架四輥平整機組成(見圖3),平整方式為濕平整。
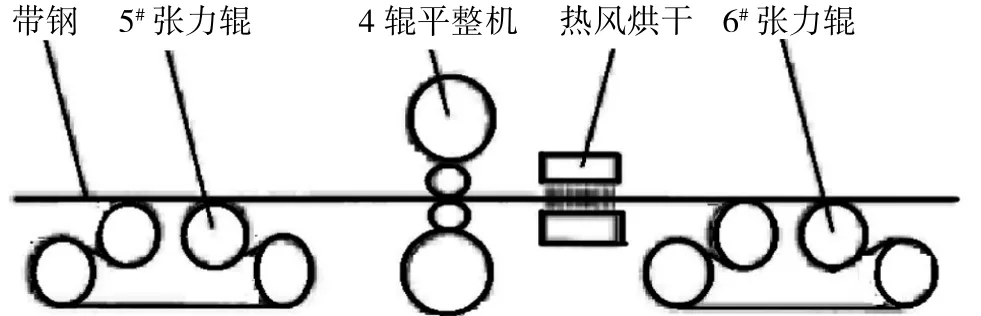
圖3 安鋼四輥平整機布置圖
平整機由機架裝配、工作輥裝配、支承輥裝配、AGC缸塊、斜楔調整裝置、防顫輥、防皺輥、彎輥缸裝配、濕平整液噴射裝置、上空氣吹掃及防纏導板、下空氣吹掃及導板等組成[3],采用下支撐輥傳動。平整機前后各1套張力輥用于對平整過程中的帶鋼建立張力。在平整機入口和出口的防皺輥和防顫輥采用液壓調整,可有效防止帶鋼的縱浪和垂直抖動。平整機入口和出口還布置有固定的轉向輥,使帶鋼在測張輥上獲得穩定的包角,同時在換輥操作時使帶鋼擁有水平通道。平整機操作側安裝有軸承座鎖緊液壓缸對使用中的支承輥和工作輥的軸承座進行鎖緊。
安鋼連退機組四輥平整機主要參數如下:
類型:四輥濕平整-單機架-不可逆;
帶鋼厚度:0.25~2.0 mm;
帶鋼寬度:800~1430 mm;
鋼卷卷徑:內徑:覫610 mm/覫508 mm;外徑:最大覫2150 mm,最小覫900 mm;
軋制力:最大10000 kN;
工作輥彎曲力:最大600 kN;
液壓AGC缸:2-覫710 mm×260 mm;
支撐輥:覫1200/1300 mm×1630 mm;
工作輥:覫460/510 mm×1670 mm;
最小穿帶速度:50 m/min。
3.2 平整機調整、控制系統
平整機操作系統設置有位置控制模式(APC)和軋制力控制模式(AFC)兩種控制模塊用于調整液壓輥縫控制缸,以滿足換輥及平整需求。為防止在帶鋼焊縫處產生壓印,系統設有“快開模式(Quick open)”和“降低軋制力模式(RF DEC)”。在快開模式下,輥縫傳感器根據焊縫跟蹤信號使推上液壓缸打開輥縫。在帶鋼焊縫通過平整機后,輥縫閉合至兩輥接觸位置,并且在推上液壓缸壓力達到軋制設定值后,控制模式回到正常延伸率控制模式。在降低軋制力模式下,可根據焊縫跟蹤信號,推上液壓缸降低軋制力,在焊縫通過平整機后,控制模式回到正常延伸率控制模式。
3.3 板形及表面質量控制
平整機內部設有彎輥缸實現對帶鋼平直度的調整與控制,工作輥正彎缸安裝在機架兩端彎輥塊內,工作輥負彎缸安裝在支撐輥軸承座內,通過比例電磁閥控制工作輥正、負彎。帶鋼平直度缺陷(浪形),可通過設置合理的工作輥彎輥力控制帶鋼板形。其核心是對輥縫形狀進行控制,作用在工作輥兩端的軸承座上,使工作輥產生附加彎曲,改變軋輥的有效撓度以迅速改變輥縫形狀,使經過平整機的帶鋼延伸均勻分布從而達到平整的目的[4]。彎輥力可由上級計算機根據帶鋼鋼種和規格自動設置到預設定值,也可由操作人員手動調整。通過新日鐵公司日本專家提供的技術參數和借鑒相關同類型平整機參數,經過一段時間的運行,摸索出更適合本機組的參數。以spcc品種帶鋼為例,其軋制力與彎輥力參數應合理匹配如下:
軋制力/kN 彎輥力/kN
500~1000 60
護理人員應對職業性腰背痛防護知識有足夠的認識,才能在保證自身安全的基礎上有能力護理好患者,使護理質量無縫銜接,確保患者安全。因此,護士職業性腰背痛問題應引起醫療衛生管理部門和醫院管理層的足夠重視,在現階段需采取多種方式加強護士的繼續教育并且作為一種基本培訓項目,提高護士的認知水平,及早進行教育與培訓,預防職業性腰背痛的發生。合適而人性化的教育與培訓對提高護士職業性腰背痛認知水平繼而提高護理質量可以起到事半功倍的效果。
1000~1600 60
1600~2000 80
2000~2200 100
2200~2500 120
另外,原料板形的質量也是影響平整效果的重要因素,原料有浪形時帶鋼經過退火爐,內部晶粒重新回復過程中其浪形也會進一步放大,給帶鋼平整帶來困難。其中,最典型的例子就是產生平整花缺陷(見圖4)。平整花是因為有板形缺陷的帶鋼未得到及時調整而進入平整機,平整機工藝參數(張力、輥縫、彎輥、傾斜等)設置不合適,在帶鋼表面就表現出羽毛狀花紋。具體產生原因如下:(1)來料厚度沿寬度方向厚差較大;(2)來料板形較差,存在單邊浪、雙邊浪或中間浪等浪形缺陷;(3)帶鋼橫截面形狀與輥縫不匹配,軋制時帶鋼沿寬度方向上出現不均勻的變形;(4)平整機(光整機)前后張力不匹配,特別是后張力偏小時易出現該缺陷;缺陷消除方法:(1)適當增大平整機前后帶鋼張力,平整機出口張力要適當大于入口張力。(2)將平整機出口和入口防皺輥適當抬高,特別是抬高入口防皺輥高度,確保帶鋼以平直狀態進入輥縫。(3)適當調整軋輥傾斜。比如傳動側出現該缺陷后,適當將傳動側輥縫抬開,減少傳動側帶鋼的變形程度。(4)若帶鋼操作側和傳動側出現類似對稱狀的平整花,適當增大彎輥力(減小軋制力),使帶鋼沿寬度方向均勻變形。
圖4 平整花缺陷
實際生產過程中,由于工藝需求平整機工作輥與支撐輥要進行磨削加工,因此其輥徑值為變量,由此會導致平整機換輥前后軋線不在同一水平線上,影響平整機的正常生產。對此,該平整機設置有輥徑補償控制系統,由安裝在牌坊窗口頂部的電機+蝸桿螺母驅動斜楔塊對不同輥徑引起的軋線變化進行修正和補償。斜楔塊能夠滿足修正上工作輥直徑變化(50 mm:直徑 510 mm~460 mm)和下支承輥半徑變化(50 mm:半徑650 mm~600 mm)。換輥時軋線調整裝置動作,斜楔塊的行程根據工作輥和支承輥的直徑自動計算確定,PLG檢測。
3.5 換輥系統
工作輥換輥裝置由工作輥換輥小車和工作輥接收裝置組成。為適應連退生產線連續、高速運行的特點,平整機工作輥可實現在線換輥,即在帶鋼位于平整機機架內的情況下可以進行工作輥換輥。系統設置有手動、半自動、自動3種順控換輥模式(見圖5),自動換輥模式下換輥時間可控制在90 s以內。

圖5 平整機工作輥換輥順控
支撐輥換輥采用手動換輥模式,由設置在平整機操作側底部的支撐輥換輥液壓缸對換輥車進行牽引實現換輥。
4 四輥平整機組與六輥平整-拉矯機組設備技術特點比較
(1)軋制力系統:四輥平整機與六輥平整機均采用液壓缸在下的壓上形式,最大軋制力10000 kN。根據安鋼產品大綱中產品所需平整軋制力的要求(一般不超過10000 kN),二者都能滿足。
(2)軋制線調整系統:六輥平整機采用階梯塊+斜楔,四輥平整機采用電機馬達+蝸桿螺母+斜楔,兩種平整機各有特點。六輥平整機采用線性位置傳感器定位,精度為±1.0 mm;四輥平整機采用絕對值編碼器定位,精度為±0.8 mm。二者調整行程均能滿足軋制線標高對中的要求。
(3)彎輥/竄輥功能:六輥平整機彎輥竄輥功能有獨特的彎輥塊及配套的軸承座,設計更有利于彎輥力的均勻傳遞,并且由于增加了中間輥,其彎輥和竄輥功能對板型斷面尺寸及平直度的控制功能強;四輥平整機沒有中間輥,結構相對簡單,彎輥功能設備沒有彎輥塊,其軸承座采用在mae-west設計的基礎上作了進一步改進的cartridge設計。兩種彎輥設計均能滿足安鋼冷軋連退產品技術要求。
(4)傳動系統:六輥平整機采用雙傳動,在帶鋼啟、停時較單傳動能更快的響應從而與帶鋼保持一致的速度,要求電機有較高的控制精度,控制相對復雜;四輥平整機采用下輥單傳動, 設備運行需先壓下閉合輥縫后,靠帶鋼與輥子之間的摩擦力使輥子與帶鋼保持同步,同步控制相對簡單。
(5)平整段延伸率值:六輥平整機為0~3%,四輥平整機為0~2%±2%。汽車板對平整控制延伸率的要求一般是0.8%~1.4%,生產包裝和建筑用板對平整控制延伸率的要求一般是1%~3%;對安鋼產品大綱而言,二者均能滿足。
(6)整機總體比較:四輥平整機組整體長度較短、設備相對較少、主要備件更換次數較少,有利于提高作業率,機組速度相對較高,設備、儀表配置更為簡潔,平整機功能能滿足生產需求,得到更為均勻的斷面形狀,平整潛力大,更有利于品種開發;六輥平整-拉矯機組整體長度較長,設備重量較大,一次性投資相對較高,設備復雜,操作和維護精度高,對操作人員要求較高,軋輥磨削次數多,輥型曲線加工精度要求高,工人勞動強度稍大。
5 應用效果
安鋼連退機組四輥平整機板形控制系統具有工作輥液壓正、負彎輥裝置,對帶鋼板形及平直度調控能力較強,在很大程度上可以消除帶鋼橫向厚差。在平整軋制過程中通過合理調節彎輥力和帶鋼傾斜狀態消除了帶鋼單邊浪、中間浪和肋浪等板形問題,提高了帶鋼平直度。同時,平整機工作輥換輥系統和軋線標定系統,能夠實現平整機90 s在線快速換輥的同時對新輥進行徑向標定,特別適合連退機組連續、高速的生產特點,提高了整條連退生產線的機時產量。另外,平整機控制系統中攜帶的恒壓力模式(Constant press control)和恒位置模式(Constant position control)能夠保證帶鋼在通過平整機時有較恒定的軋制力和輥縫值,滿足了帶鋼高精度平整工藝控制的要求,使帶鋼有更好、更穩定的平整效果。
6 結束語
目前作為冷軋帶鋼先進連退生產工藝的連續退火機組,其實質就是把傳統的退火工藝與平整處理工藝結合在一起的連續式生產工藝。選擇合理的平整機機組與連退爐相結合,是連續退火機組高效率、高質量、低消耗生產的關鍵[5]。安鋼1550 mm冷軋連退生產線采用的“單機架四輥平整機組”相比較“六輥平整-拉矯機組”在提高帶鋼平整精度、滿足生產工藝的同時結構更簡單、維護更方便,且建設周期短、設備成本低,為國內同行業相似帶鋼連退生產機組提供了借鑒。
[1]諶揚.不銹鋼熱帶連續退火爐綜述[J].工業爐,2011(3):13-15.
[2]邢巍,戚新軍.冷軋帶鋼退火原理及連退爐內露點測量與控制實踐[J]. 熱處理技術與裝備,2015(3):45-47.
[3]任際軍.1200 mm四輥平整機設計[J].重工與起重技術,2006(4):8-11.
[4]戴本俊,利小民.冷軋平整機工作輥彎輥控制系統的國產化應用研究[J]. 冶金動力,2010(5):103-105,110.
[5]戚新軍,孫浩然,王震,等.安鋼1550 mm連退機組四輥平整機設計特點[J].南方金屬,2011(5):51-52.
Application Practice of Four Roll Tem per Mill in the 1550 mm Continuous Annealing Line of Anyang Steel
XING Wei,LI Zeguang,QI Xinjun,LUO Niangao,WEN Heli
(Anyang Iron and Steel Group Co.,Ltd.,Anyang,Henan 455000,China)
Combined with the current state of Anyang Steel’s cold rolling production,the application situation,equipment structure and process features of the four-stand four-roll temper mill in the 1550 mm continuous annealing unit are briefly introduced and a technical comparison with six-roll straightening machine is made.Practice has showed that application of the four-roll straightening machine produced good effect,satisfied production demand and effectively controlled production cost.
temper mill;continuous annealing;application
TG333.2
B
1006-6764(2018)01-0001-03
2017-06-30
邢巍(1978-),男,2002年畢業于安鋼職工大學機電工程專業,工程師,現從事熱處理工藝優化工作。