基于羅克韋爾機床電氣自動化設備的開發
2018-12-13 02:35:52劉慧
機電產品開發與創新 2018年6期
劉 慧
(南京嘉璽數控科技有限公司,江蘇 南京 226003)
0 引言
針對傳統的機床電氣工頻控制教學實驗臺,采用最新型的羅克韋爾自動化系列Micro850 PLC、PowerFlex525變頻器和PanelViewT4T觸摸屏,設計開發了新的自動化設備。該設備將機床電氣安裝、布線、PLC應用、變頻器和觸摸屏自動化控制糅合在一起,既可以實現典型機床電氣的工頻控制,也可以實現PLC、變頻器的交流電動機變頻控制,以及觸摸屏的現場或遠程控制。該教學設備的交付使用更能滿足社會對具有實踐能力和創新能力的高級人才的教學需求,取得了較好的經濟效益和社會價值。
1 自動化設備的系統構成
自動化設備實驗臺即要保留原有的工頻控制系統,又能實現交流電動機的變頻速度控制,并充分發揮變頻器和觸摸屏的技術優勢,從而獲得一臺多用的教學儀器設備。系統設計方案結構如圖1所示。
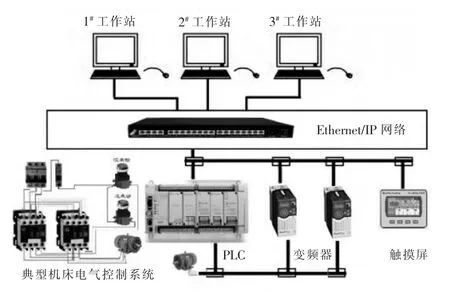
圖1 機床電氣控制實驗臺系統結構圖Fig.1 System structure of machine tool electrical
利用羅克韋爾自動化設備的EtherNet/IP網絡技術優勢,直接實現電腦、PLC、變頻器、觸摸屏和電動機的網絡組態與控制。該系統刪減了傳統的多網絡系統架構,減少了組態設備和物理連接,使系統構成更簡潔、穩定,也更易于調試、生產與節約成本。
2 控制方案
2.1 網絡組態
整個系統的網絡組態只需一臺交換機或無線路由器的EtherNet/IP網絡協議即可實現,不再需要傳統的信息層、控制層和設備層的三層劃分和控制模式[1]。EtherNet/IP網絡結構將所有的原件無縫地集成在一個自動化系統內,從最簡單的設備到Internet,幫助用戶增進靈活性,減少安裝費用,提高生產效率。
羅克韋爾自動化一體化編程、網絡組態軟件CCW(Connected Component Workbench),是開放網絡EtherNet/IP通信的組態工具。它提供實現網絡設計、網絡設備參數設定、通信規劃、在線監測和故障診斷等功能的友好操作界面。如采用無線路由器,可以實現多臺電腦的遠程和實時在線調試,更易于網絡控制和多人教學。
2.2 控制方式
該自動化設備主要可以實現交流電動機的五種控制方式:①手動按鈕工頻控制方式;②變頻器手動鍵盤控制方式;③手動機旁工頻控制方式;④手動機旁變頻控制方式;⑤觸摸屏人機交互控制方式。
2.2.1 手動按鈕工頻控制方式
該方式主要是通過交流接觸器、中間繼電器和熱繼電器至交流電動機,并由啟動、停止等按鈕,實現電機的啟動、停止、正反轉功能控制。也可實現兩臺電機的順序啟動逆序停止等控制。
2.2.2 變頻器手動鍵盤控制方式
該方式主要通過變頻器面板設定相應的信號源、加減速和慣性停止等變頻器參數,并由面板上的啟動、停止、換向鍵和模擬旋鈕,實現電動機的啟動和變頻控制。該方式主要用于變頻器的調試或教學訓練,在生產應用中很少使用[2]。
2.2.3 手動機旁工頻控制方式
該控制方式主要利用PLC的邏輯控制功能,配合控制按鈕和繼電器線圈實現電動機的啟動、停止或正反轉工頻控制,PLC接線圖如圖2所示。其中,工作方式選擇開關可以實現PLC的工頻和變頻狀態轉換,變頻方式時變頻器的接線原理圖如圖3所示。
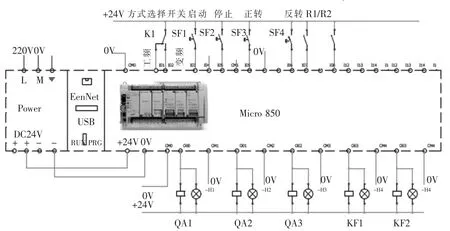
圖2 PLC接線原理圖Fig.2 Schematic wiring diagram of PLC
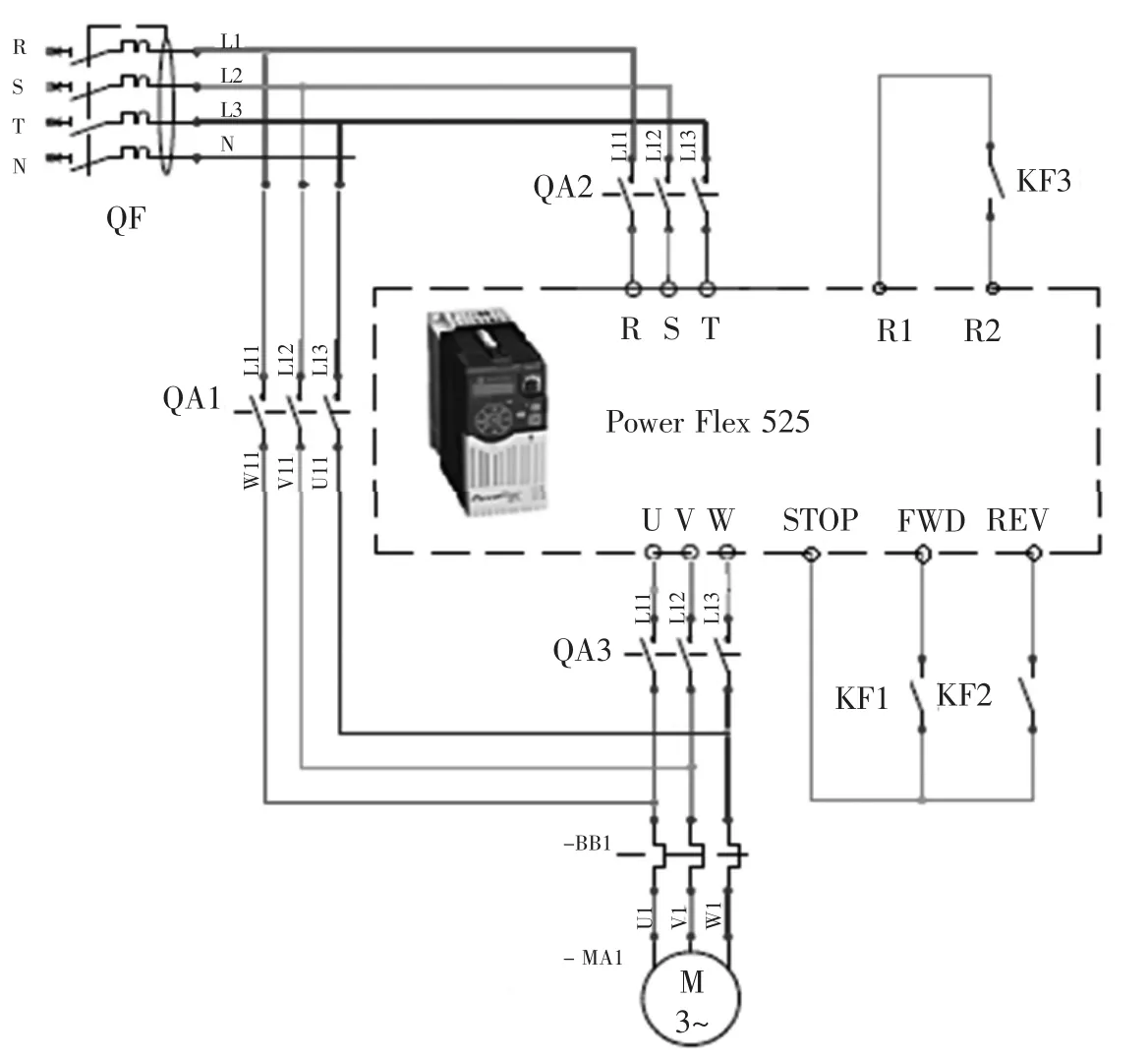
圖3 變頻器接線原理圖Fig.3 Schematic w iring diagram of inverter
工頻模式時,按下啟動按鈕SF1,使QA1線圈得電,圖3中的QA1交流接觸器主回路導通,交流電動機啟動旋轉。按下停止按鈕SF2,QA1線圈失電并斷開主回路,電機停轉。
2.2.4 手動機旁變頻控制方式
該方式需要PLC和變頻器的相互配合,并編制相應的PLC程序,實現電動機的變頻速度控制。在變頻方式下,按下SF1啟動按鈕,使圖3中的QA2和QA3交流接觸器吸合,電機主回路得電。按下正轉按鈕SF3,使中間繼電器線圈KF1得電吸合,同時圖3中的常開觸點KF1吸合,電機正傳;同理,按下反轉按鈕SF4,電機反轉。
通常情況下,變頻器的頻率給定有外部0~10V電壓給定、4~20mA模擬量給定、外部數字量及其它頻率源給定。這些傳統的控制模式,需要可調電位器或數字量開關等外設連接,且精度有限。
本文采用EtherNet/IP網絡,編寫相應的PLC和變頻器程序,在程序中設置相應的速度參數,如IP地址、參考速度、加速時間和減速時間等。這些參數可以在電動機運行狀態時在線監控,其中電動機頻率參考電壓直接通過EtherNet/IP網絡寫入變頻器相應存儲器,并由變頻器轉換為三相電壓驅動電動機旋轉,以實現變頻調速。此時,只需一根網線,不再需要其它外設,甚至連正反轉的KF1、KF2中間繼電器都可以省略,交由PLC邏輯編程實現,結構異常簡單。
2.2.5 觸摸屏人機交互控制方式
在方式4中可以通過按鈕和指示燈實現電動機單一速度的正、反、停控制,但在脫機狀態下無法進行轉速的顯示與實時修改。所以,圖形終端觸摸屏在生產線上非常重要,是人機交互的重要工具。
在方式4的基礎上,設計觸摸屏的人機交互界面如圖4所示。其中主要有控制按鈕、電機速度顯示、電機頻率設定鍵盤及時鐘。設置相應的標簽,如圖5所示。
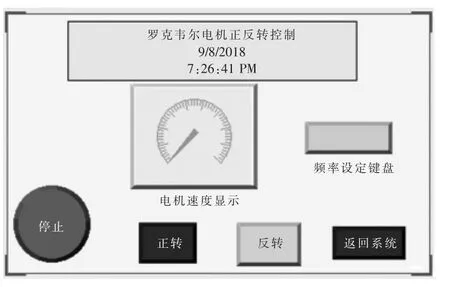
圖4 觸摸屏人機交互界面Fig.4 HM I interface of touch screen
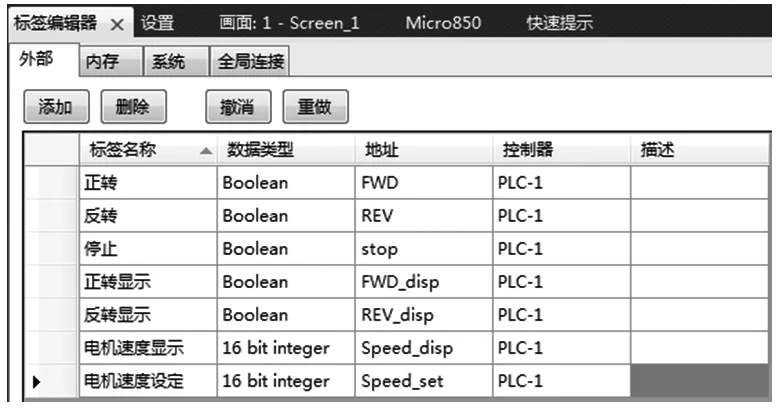
圖5 觸摸屏速度控制標簽Fig.5 Speed control label of touch screen
對設定好的標簽,正確建立與PLC地址和參數的關聯,以保證動作安全、有效,其中主要參數如表1所示。
修改相應的PLC程序,設置PLC、變頻器和觸摸屏的IP地址,通過Ethernet/IP網絡聯機調試。此時,即可通過觸摸屏按鍵實現電機的起動、停止和正反轉功能,也可通過PLC的控制按鈕實現,只需簡單的修改PLC梯形圖,方便、快捷。調試后的實驗臺如圖6所示。

表1 PLC變量表Tab.1 Variable table of PLC

圖6 自動化設備實驗臺Fig.6 Test bench of automation equipment
3 結束語
本文設計開發的機床電氣自動化教學設備,將典型機床控制系統與羅克韋爾自動化融為一體。在此平臺上,可以實現交流電動機的五種基本的工頻和變頻控制模式。各模式之間即可相互獨立,又可互為基礎;由經典到現代,物理連接越簡單,自動化程度越高,更方便、有效。該設備已順利交付應用于教學實踐,取得了良好的教學效果。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2017年7期)2017-06-05 09:36:13
工業設計(2016年12期)2016-04-16 02:52:00
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
