擺動電弧立焊熔池熱源模型及電流波形分析
2018-12-13 05:40:28洪宇翔湯小虎唐碧波
電焊機 2018年11期
關鍵詞:焊縫
洪宇翔 ,湯小虎 ,唐碧波 ,蘆 川
(1.清華大學先進成形制造教育部重點實驗室,北京100084;2.湘潭大學焊接機器人及應用湖南省重點實驗室,湖南湘潭411105)
0 前言
立向焊接是大型結構件焊接制造中的重要焊接工藝方法[1-2],隨著裝備大型化發展和可靠性要求的提高,發展高效高質量立焊技術是先進成形制造領域發展的必然趨勢。由于立焊過程穩定性及焊縫質量與焊接熔池密切相關,研究立焊熔池形態與成形階段對焊接質量的影響具有重要的理論意義和工程價值[3]。
1 三軸立焊機器人試驗平臺
試驗平臺采用自行研制的三軸立焊機器人,焊絲型號為H08Mn2SiA,直徑1.2 mm,保護氣體為CO2氣體,總流量12 L/min。機器人本體及控制系統平面如圖1所示。

圖1 三軸立焊機器人試驗平臺Fig.1 Triaxial vertical welding robot test platform
該平臺采用擺動電弧傳感器實現焊縫實時跟蹤,其核心部件為擺動電弧傳感器、信號采集器和霍爾傳感器。采用松下焊接電源,通過十字滑架實現焊縫在平面的補償跟蹤功能,滾珠絲杠導軌承載焊接手臂實現在焊接方向的運動功能,由焊接控制系統中的LED顯示屏和按鍵箱對焊接過程進行控制與檢測,系統部件如圖2所示。焊縫跟蹤控制部分由電弧傳感器、霍爾傳感器、信號處理電路、DSP處理器、驅動控制電路組成,焊接控制流程如圖3所示。
2 立焊熔池的仿真建模
2.1 熔池體積熱源模型
在立焊狀態下,熔滴受重力和電弧熱流的影響分布不對稱。受焊速影響,電弧前方的加熱區略小于后方的,加熱區不是關于電弧中心線對稱的單個半橢球體,而是雙半橢球體,并且電弧前后的半橢球形狀不同。雙橢球體分布區域如圖4所示,受重力影響的焊縫橫斷面呈“倒喇叭”狀。為展現熔池在重力情況下的體積分布情況,提出適用于本試驗CO2氣體保護焊的雙橢球體熱源模型[4]。
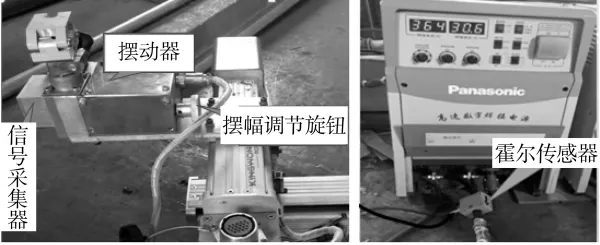
圖2 焊縫跟蹤系統部件Fig.2 Parts of weld seam tracking system

圖3 立焊機器人焊接控制流程Fig.3 Welding control process of vertical welding robot

圖4 雙橢球體分布區域Fig.4 Distribution area of double ellipsoid
2.2 熔池仿真結果
由熔池受力分析可知,在熔池成形過程中,立向下焊與立向上焊從焊接參數設置方面就有所不同,故需要根據具體焊接情況進行仿真建模[5]。
建立雙橢球熱源模型,仿真立向下焊熔池狀態如圖5和圖6所示。由于受重力影響,立焊熔池有向下運動的趨勢,熔深相對平焊狀態較深,驗證了其在下垂過程中熔池變薄、熱傳輸現象加強,熔寬相對平焊狀態較寬,驗證了其在電弧壓力與重力的影響下,熔池向兩側鋪展開,使得熔池呈現凹型,應力集中減少[2]。

圖5 熔池截面仿真Fig.5 Simulation diagram of molten pool section

圖6 熔池立體仿真Fig.6 Three-dimensional simulation diagram of molten pool

圖7 熔池截面仿真Fig.7 Simulation diagram of molten pool section
建立雙橢球熱源模型,仿真立向上焊熔池狀態如圖7和圖8所示。由于受到重力影響,立焊熔池有著向下運動趨勢,熔深相對平焊狀態較深,重力方向與焊接方向相反,熔池在遠離電弧熱傳輸的方向冷卻,根據體積力與重力作用形成了熔池在縱向上的堆疊作用,即形成了較高的余高。根據三維仿真圖可知,立向上焊過程中熱傳輸過程集中在較窄熔池,在側壁融合過程中存在一定的熱擴散現象。遠離電弧壓力的熔池使得電弧作用的熔池變薄,加大了熱輸入量,使得在較低焊接參數下也能獲得較深的焊縫熔深。
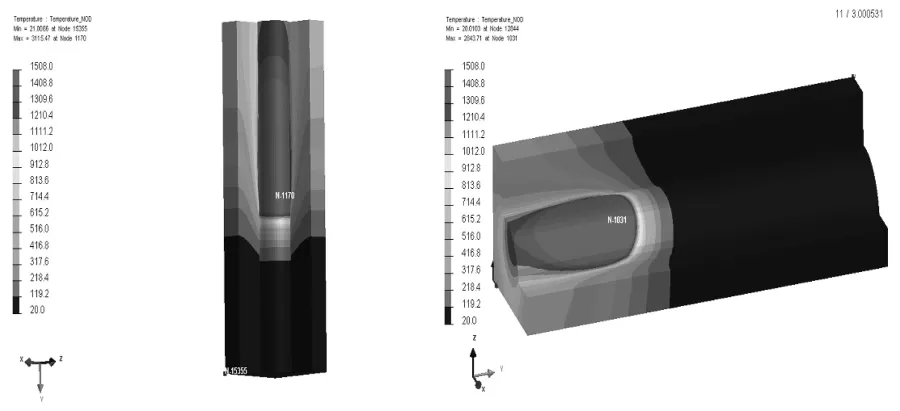
圖8 熔池立體仿真Fig.8 Three-dimensional simulation diagram of molten pool
3 濾波方法與試驗分析
3.1 修正型中值濾波方法
焊接過程受到外界的干擾較大,在獲取有效信息的過程中存在很多干擾性信息,如脈沖噪聲、弧光干擾、電磁信號干擾、送絲不均噪聲、焊接電源噪聲等,為了采集信號中的有效信息,消除以上各種不利因素的干擾,濾除噪聲顯得尤為重要[5]。常規的濾波方法有平均值濾波、中值濾波、數學形態濾波等。
試驗采用低頻狀態下的CO2氣體保護焊工況,提出一種修正型中值濾波方法,使波形過濾效果更好、穩定性更高。
具體算法如下:當焊接開始時,經過中值濾波初步分析過的信號值陸續通過修正運算,對其按區間進行運算,依次記為 S1,S2,…,Sn。由于本焊接機器人采用光碼盤采集焊縫波形數據,前6個數據不計入計算,且剛開始時電弧不穩,所以刪除最初3個周期的總和值,系統直接從第4個和值進行測定處理,具體測定步驟如下:
(1)依次系統計算。

(2)計算Sj的平均值。
考慮到該濾波方法是針對擺動電弧傳感器過濾波形使用的,在掃描處理數據過程中,數據之間基本上保持連續性,出現大的波動則極有可能是噪聲信號。從整體上看,基于中值濾波的修正方法很好地使采集數據進行自主的淘汰篩選,并且隨著波形的不斷采集,波形趨勢越來越穩定,剔除異樣的信號值,系統自然地將各個信號值聯系起來,完成波形整體過濾。
通過計算標準值,波形前后的信號值偏差為

式中 kh為系統設定的比例系數。
3.2 立焊波形過濾
通過對常規中值濾波的修正算法采集與過濾立焊過程的波形,立向下焊的焊接電流波形對比如圖9所示,立向上焊的焊接電流波形對比如圖10所示。
試驗結果表明,信號經過修正型中值濾波方法過濾后,有效去除了邊緣的尖端與突變部分,即很好地過濾了短路過渡中峰值飛濺產生的噪聲信號,還原了真實的焊接信號,獲得光滑連續的曲線。同時也驗證了在熔池下淌過程中對波形曲線無影響的結論。
3.3 立焊試驗數據對比
(1)立向下焊外觀成形對比。
平焊與立向上焊外觀成形對比如圖11所示。對比焊縫成形效果可知,立向下焊受電弧壓力與重力影響,熔池在電弧的攪拌作用中向兩邊運動。在立焊過程中電弧實現連弧操作,焊接效率高,適合多層多道焊接。

圖9 立向下焊的焊接電流波形對比Fig.9 Welding current waveform comparison of vertical downward welding

圖10 立向上焊的焊接電流波形對比Fig.10 Comparison of welding current waveforms of vertical upward welding
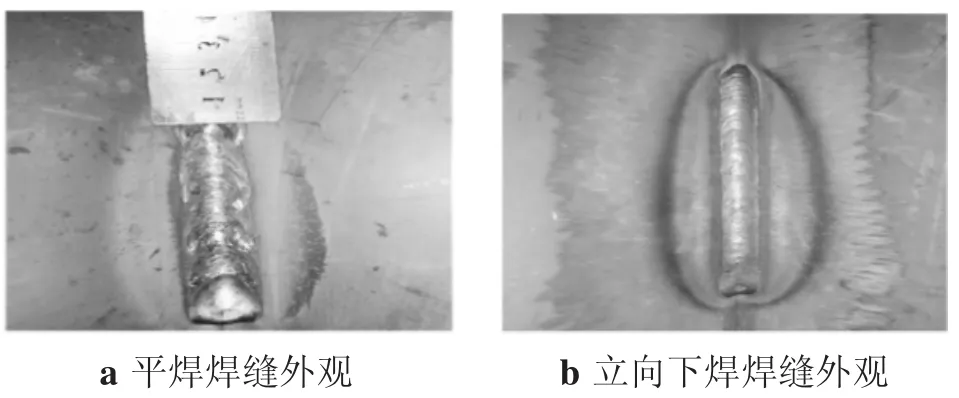
圖11 試樣外觀成形對比Fig.11 Comparison of specimen appearance shaping
試樣截面金相、正面外觀對比如圖12所示,可以看出立向下焊接比較適合多層多道焊。對比條件下的平焊,熔寬、熔深和余高適中,滿足一般平焊焊接要求。

圖12 試樣截面金相、正面外觀對比Fig.12 Comparison of metallography of specimen section and facade
濾后波形對比如圖13所示,可以看出熔池下垂不影響波形。
(2)立向上焊外觀成形對比。

圖13 濾后波形對比Fig.13 Comparison of filtered waveforms
平焊與立向上焊外觀成形對比如圖14所示。對比焊縫成形效果可知,立向下焊熔池在重力影響下流向電弧尾端,使得熔池鐵水積累集中,根據受力情況,熔深明顯增加。
試樣截面金相、正面外觀對比如圖15所示,立焊狀態下的熔深較深,熔寬較窄,余高較高,熔敷量較高。對于小電流而言,在特定工況下立向上焊接很適合中厚板窄熔寬焊接,在強度方面滿足要求。對比條件下的平焊,熔寬、熔深和余高適中,滿足一般平焊焊接要求。
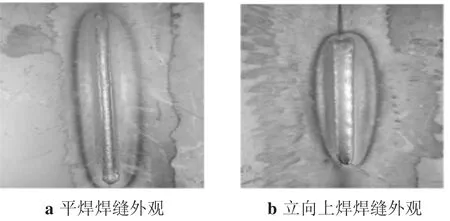
圖14 試樣外觀成形對比Fig.14 Comparison of specimen appearance shaping

圖15 試樣截面金相、正面外觀對比Fig.15 Comparison of metallography of specimen section and facade
由示波器提取焊接波形,經修正型中值濾波處理后截取波形信號情況如圖16所示。由圖16可知,熔池下垂不影響波形分析。
對比立焊向上和立焊向下的工況可知,立向下焊參數較大,熱輸入明顯增大,在焊接過程中能夠實現連弧操作,因此焊接效率較高,比較適合多層多道焊接;立向上焊受到重力與電弧壓力影響,熔寬明顯減小,熔深明顯增加,比較適合于中厚板焊接。立向下焊與平焊對比,焊縫熔深較淺,熔寬較寬,成形呈凹面形狀,平焊熔深相對較深,熔寬較之立焊偏窄,成形余高呈凸面形狀;立向上焊與平焊對比,熔深焊縫較深,熔寬很窄,余高為突出形狀,平焊狀態熔深較淺,熔寬較寬,成形呈凸面形狀。
4 結論
(1)基于擺動電弧傳感器的三軸立焊焊接機器人結構簡單、成本低,立焊時抗干擾能力強、性能穩定,適用于工業現場。

圖16 濾后波形對比Fig.16 Comparison of filtered waveforms
(2)根據焊縫成形及截面金相圖,經成形參數測量,可以得到重力在焊接過程中對焊縫成形的影響程度,試驗結果與熱力學仿真建模分析結果吻合,說明重力與熔池下淌程度有直接關系。
(3)提出一種適合立焊的修正型中值濾波方法,提高信號的信噪比,提取出最佳工藝參數下的波形與同工藝下的平焊波形進行對比,分析可知在焊接過程中熔池成形對焊接波形的干擾較小。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
