焊接壓力對漆包線銅箔單面點焊接頭質(zhì)量的影響
2018-12-13 05:40:38郭松名李遠波吳德成
電焊機 2018年11期
郭松名,李遠波,袁 甜,吳德成
(廣東工業(yè)大學(xué)機電工程學(xué)院,廣東廣州510006)
0 前言
漆包線(也稱電磁線)廣泛應(yīng)用于電子、醫(yī)療器具和半導(dǎo)體的生產(chǎn)中(如傳感器、變壓器、芯片互連引線等),充當內(nèi)部元件和作為元器件內(nèi)外連接介質(zhì),起到重要的導(dǎo)電介質(zhì)作用[1]。在內(nèi)部連接時,漆包線要與金屬引腳實現(xiàn)電氣連接,其余部分應(yīng)當保留漆膜,以防止與其他引腳接觸產(chǎn)生短路或者漏電。
漆包線微連接的方法包括釬焊、超聲熱壓焊、激光軟釬焊和微型電阻焊等。微型電阻焊具有易實施、低成本和易于實現(xiàn)自動化生產(chǎn)等優(yōu)點,被廣泛應(yīng)用于微電子器件的焊接[2]。本研究采用微型電阻焊方法對直徑0.1 mm的漆包線和0.2 mm厚的銅箔進行單面點焊試驗,在焊接電流、焊接時間一定的條件下,研究不同的焊接壓力對焊接質(zhì)量的影響規(guī)律。主要從焊點外觀尺寸、接頭斷裂方式和拉斷力等方面對焊接質(zhì)量進行研究。
1 試驗材料和方法
1.1 試驗材料
漆包線選用P155p級改性聚氨酯漆包線,裸線直徑0.10 mm,漆膜平均厚度15 μm,具有直焊性,拉伸后線材致密。基底銅箔選用工業(yè)級磷青銅箔,尺寸18 mm×7 mm×0.2 mm,化學(xué)成分如表1所示,磷青銅箔表面電鍍有Sn鍍層,厚度3μm,中間層Ni厚度 3 μm。

表1 磷青銅箔的化學(xué)成分 %Table 1 Chemical composition of phosphor bronze foil
漆包線的微型電阻焊對焊接電極有特定的要求。電極尖端以設(shè)定的壓力壓住漆包線后焊接電源放電,電極尖端瞬間流過強大電流,溫度急劇上升,從而產(chǎn)生點焊所需熱量,因此選取高電導(dǎo)率的鎢合金作為電極材料,制成如圖1所示形狀的鎢合金電極。
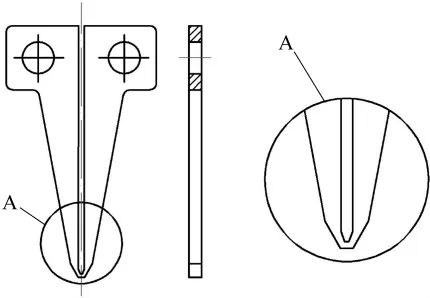
圖1 電極示意Fig.1 Schematic of electrode
1.2 試驗設(shè)備與方法
試驗設(shè)備采用自行研制的微型電阻焊電源,輸出精度高、動態(tài)響應(yīng)速度快[3]。其中,逆變頻率為5 kHz,最大輸出電流1 kA,調(diào)節(jié)精度為1 A,焊接時間調(diào)節(jié)精度為1 ms。焊接加壓機構(gòu)采用彈簧隨動腳踏加壓式,最大設(shè)置壓力為70盎司(19.8 N)并連續(xù)可調(diào)。
漆包線銅箔單面點焊試驗的焊接方法如圖2所示。通過踏板使電極壓力FE達到預(yù)先設(shè)定的焊接壓力時,觸發(fā)焊接電源放電,實現(xiàn)微型電阻點焊。電源輸出電流為單脈沖直流波形,微型電阻點焊過程分為預(yù)壓、焊接、保壓冷卻3個階段,電流及壓力時序如圖3所示。
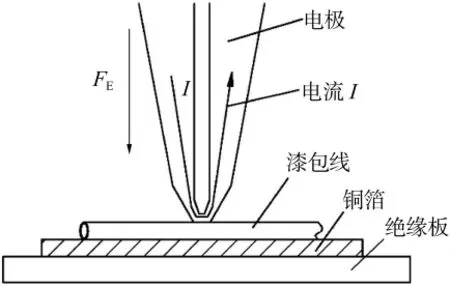
圖2 焊接示意Fig.2 Schematic of welding
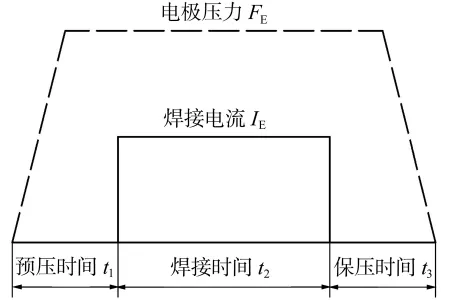
圖3 電流及壓力時序Fig.3 Current and pressure timing
漆包線銅箔單面點焊試驗通過檢測接頭拉斷力和焊點表面狀況來評判其焊接質(zhì)量[4]。使用CMT8501萬能試驗機測試接頭拉斷力。測試方法如圖4所示,將銅箔一頭安裝在試驗機基座,另一頭的漆包線安裝至試驗機上方線夾具上,以10 mm/min的速度進行拉伸,同時記錄斷裂失效的拉力值及失效形式。焊接接頭的失效形式可分為線材斷裂和焊點脫落兩種,如圖5所示。
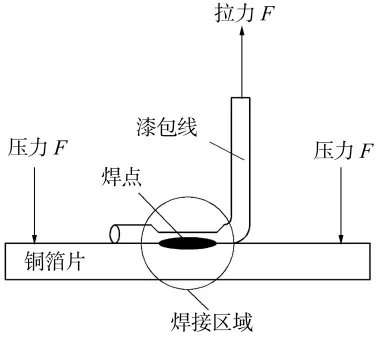
圖4 拉斷試驗示意Fig.4 Schematic of tensile test
用5 400萬像素的超景深三維光學(xué)顯微鏡(VHX-600,Keyence Corporation,Japan)觀察焊點外觀形貌和金相組織,焊點長度L、寬度W的測量如圖6所示。采用熱壓鑲嵌的方法制成金相樣品,金相樣品以垂直線材方向為橫截面制樣,拋光后選用FeCl3溶液腐蝕樣品,15 s后在顯微鏡下觀察。金相制作示意如圖6所示。
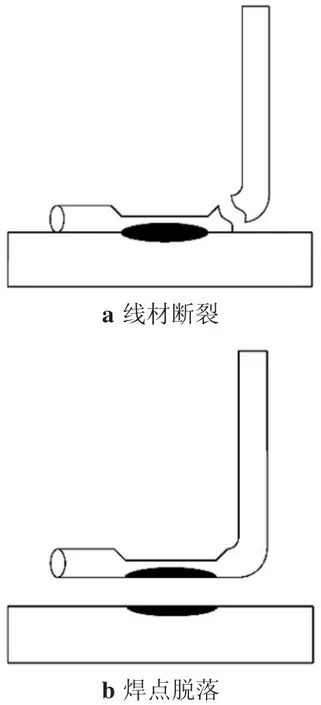
圖5 接頭失效形式Fig.5 Joint failure modes
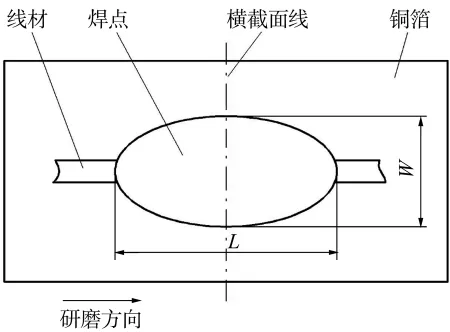
圖6 焊點尺寸測量及金相制作示意Fig.6 Solder joint size measurement and metallographic production
2 試驗結(jié)果與分析
通過前期試驗設(shè)定焊接電流370 A、焊接時間20 ms,焊接壓力從36盎司(10.2 N)增加到54盎司(15.3 N),共分為10組,每組進行5次試驗,測量焊點寬度和長度,記錄每次試驗的接頭拉斷力及斷裂方式,焊點寬度、長度及拉斷力均取平均值作為結(jié)果數(shù)據(jù),如表2所示。使用Origin軟件處理數(shù)據(jù)得出理想的曲線模型,接頭拉斷力、焊點寬度、長度隨焊接壓力增加的變化規(guī)律如圖7~圖9所示。
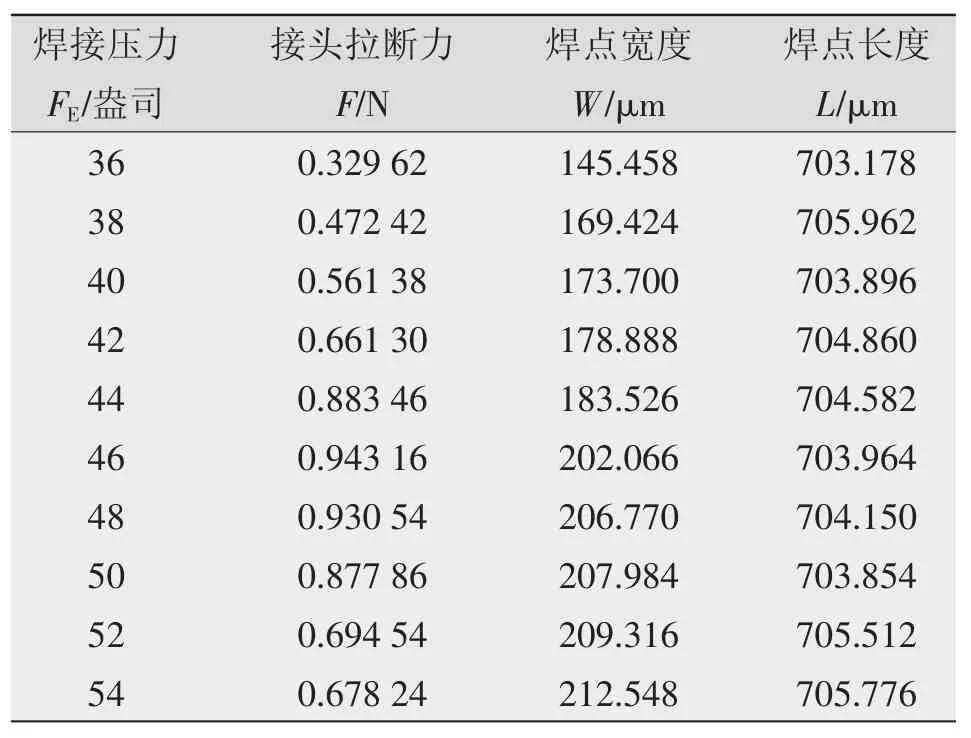
表2 試驗結(jié)果數(shù)據(jù)Table 2 Data of the test results
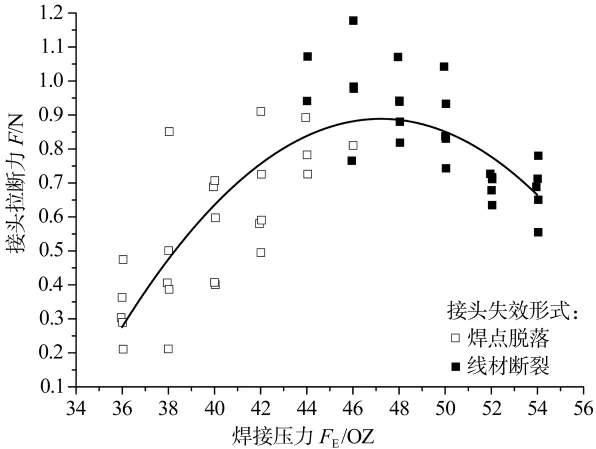
圖7 焊接壓力對接頭拉斷力的影響Fig.7 Effects of welding pressure on joint breaking force
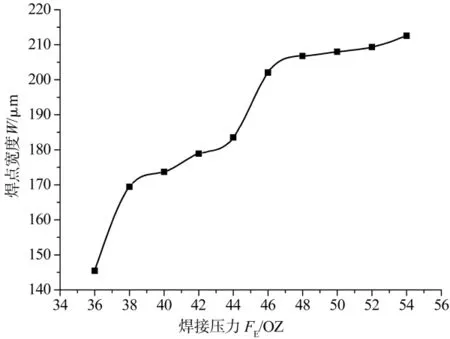
圖8 焊接壓力對焊點寬度的影響Fig.8 Effects of welding pressure on solder joint width
由圖7可知,在焊接電流、焊接時間一定的條件下,隨著焊接拉力從36盎司(10.2 N)遞增到46盎司(13 N),拉斷力持續(xù)增大且達到峰值,繼續(xù)增加焊接壓力,接頭拉斷力開始減小。焊接壓力在46盎司(13 N)以下時,其失效形式大部分為焊點脫落;壓力為44盎司(12.45 N)時,僅有兩次測試為線材斷裂;焊接壓力大于46盎司(13 N),樣品焊接質(zhì)量已經(jīng)達到較好效果,95%以上的失效形式為線材斷裂。壓力為46盎司(13 N)樣品僅出現(xiàn)一次焊點脫落,滿足焊接穩(wěn)定性的要求。
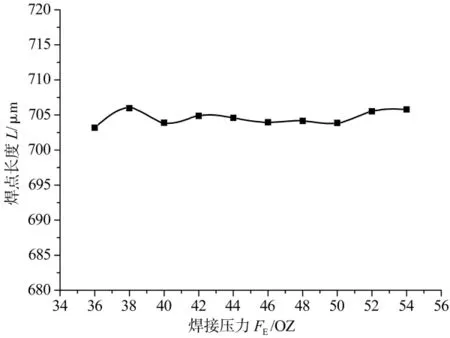
圖9 焊接壓力對焊點長度的影響Fig.9 Effects of welding pressure on solder joint length
由圖8可知,焊接壓力從36盎司(10.2 N)增大到54盎司(15.3 N),焊點寬度總體保持增加趨勢。當焊接壓力為 36~48盎司(10.2~13.6 N)時,焊點寬度隨焊接壓力的增大而顯著增加;繼續(xù)加大焊接壓力,焊點寬度增幅明顯變緩。由圖9可知,焊點長度隨著焊接壓力增大的變化幅度很小,保持一定幅度的波動[5]。
隨著焊接壓力的增大,由于漆包線銅芯的徑向束縛,焊點長度變化不明顯,主要取決于焊接電極的結(jié)構(gòu)和形狀。但是隨著壓力增大,通過電極施加在漆包線的機械力增強了漆膜壓碎作用,提高漆膜去除率;其次漆包線隨著壓力增大而被壓得越扁平,焊點寬度加寬,電極和漆包線的接觸面積增大,更多有效的焊接熱量先燒蝕漆膜然后從銅線傳遞到銅箔;最后,隨著壓力增大,漆包線和銅箔結(jié)合得越緊密,產(chǎn)生的熱量也更容易從電極尖端向漆包線和銅箔傳遞,促進焊點結(jié)合力,所以焊接后接頭拉斷力會增大。根據(jù)公式

式中 F為接頭拉斷力;σ為鍵合強度;A為鍵合面積[6]。在壓力較小時,焊接電極對銅線的作用力較小,焊接時形成的焊點寬度和面積就小,反之,焊點寬度和面積大。而焊點面積決定了鍵合面積,根據(jù)式(1)可知,由于鍵合強度σ取決于材料,焊接壓力越大,鍵合面積越大,所以接頭拉斷力越大。焊接壓力達到48盎司(13.6 N)以上,再增大壓力,則接頭拉斷力開始下降,此時的失效模式均為線材斷裂。這是因為焊接電極將漆包線壓得過薄,并且電極尖端對線材的剪切應(yīng)力較大,在壓塌焊點與線材過渡區(qū)產(chǎn)生缺口,導(dǎo)致拉斷力逐漸下降。
為了更好地評價焊接質(zhì)量,選取一組不同焊接壓力下的接頭圖片,如圖10所示。不同焊接壓力下的接頭外觀質(zhì)量好,脫漆程度高,焊接電極產(chǎn)生的熱量使壓塌的漆膜直接汽化,焊點附近漆包線上的漆膜在高溫下迅速向兩端回縮;焊點處未產(chǎn)生嚴重塑性變形、氧化發(fā)黑、焊點炸裂、電極粘連等焊接缺陷[5]。此外,從焊點的熱影響區(qū)來看,焊接壓力為46盎司(13 N)的熱影響區(qū)大于其他焊接壓力下的熱影響區(qū),這間接說明焊接壓力為46盎司(13 N)時有效焊接能量最大,焊點結(jié)合力更強,拉斷力處于峰值階段。
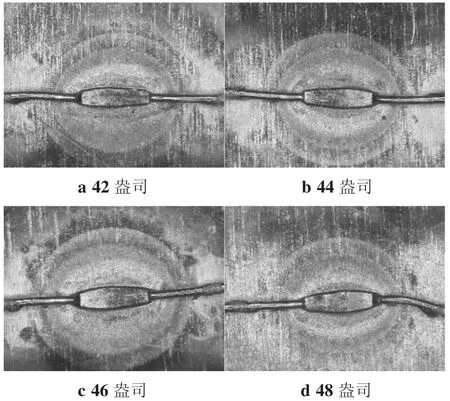
圖10 不同焊接壓力下的接頭外觀Fig.10 Views of joints made with different welding pressure
選取焊接壓力為46盎司(13 N)的金相樣品進行觀察,如圖11所示。可以看出,銅線在焊接過程中發(fā)生塑性變形,形狀由橢圓變得扁平;由于Sn的熔點遠低于Cu,焊接后結(jié)合處的Sn熔化與銅線形成軟釬焊接頭;在壓力作用下Sn層被擠壓到線材兩側(cè),在兩側(cè)形成光滑的圓角,銅線直接與硬度、熔點更高的Ni層固相鍵合,結(jié)合處存在明顯的Ni層界線,整體實現(xiàn)漆包線和銅箔“軟釬焊-固相鍵合”接頭。熔化的Sn在銅線兩側(cè)形成的過渡圓角可顯著提高接頭拉斷力[6]。
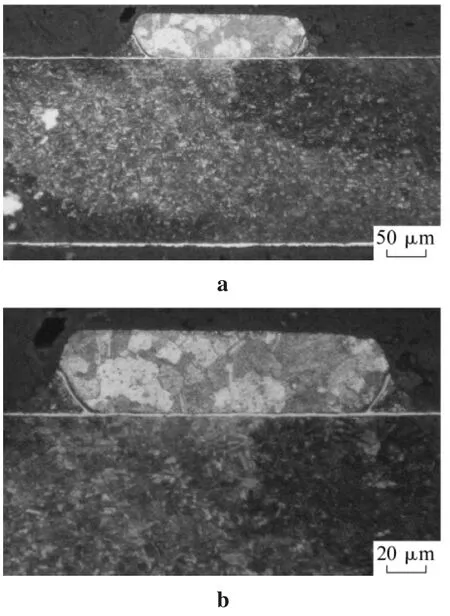
圖11 金相組織Fig.11 Metallographic structure
在生產(chǎn)實踐中,漆包線的微連接不僅追求高的接頭抗拉強度,還追求良好的焊點外觀。由試驗數(shù)據(jù)可知,焊接壓力在 44盎司(12.45N)、46盎司(13N)、48盎司(13.58 N)時,接頭拉斷力分別為0.883 46 N、0.94316 N、0.93054N,焊點寬度分別為 183.526 μm、202.066 μm、206.77 μm。對拉斷力而言,漆包線自身線材拉斷力為1.4 N,焊接后的焊點拉斷力達到母材拉斷力的約65%,焊點寬度約為漆包線母材線徑的1.7~1.9倍,滿足實際生產(chǎn)中漆包線微連接穩(wěn)定性的要求。
3 結(jié)論
(1)接頭拉斷力隨焊接壓力的增大先上升后下降,在約46盎司(13 N)時達到最大。焊接壓力過小,拉斷力較低且焊點失效形式為結(jié)合面脫落;焊接壓力過大,使線材損傷,接頭拉斷力逐漸變小,焊點失效形式為線材斷裂。
(2)焊點寬度隨著焊接壓力的增大而增加;焊點長度隨焊接壓力的變化很小,主要由焊接電極的形狀和結(jié)構(gòu)決定。
(3)線材產(chǎn)生塑性變形,銅箔Sn鍍層熔化被擠壓堆積在線材兩側(cè),漆包線和銅箔接頭形成機理為“軟釬焊-固相鍵合”。
(4)在本研究試驗條件下,較為合適的焊接壓力為 44~48盎司(12.45~13.58 N),最佳焊接壓力約為46盎司(13 N),此時接頭拉斷力為0.943 16 N,焊點寬度為202.066 μm。
