超聲波聲束擴(kuò)散理論在TOFD技術(shù)中的應(yīng)用
2018-12-18 11:47:16關(guān)磊雷海丁鵬李勤徐靈
綜合智慧能源 2018年11期
關(guān)磊,雷海,丁鵬,李勤,徐靈
(水利部產(chǎn)品質(zhì)量標(biāo)準(zhǔn)研究所,杭州 310012)
0 引言
衍射時(shí)差法超聲檢測(cè)(TOFD)技術(shù)是一種應(yīng)用廣泛的無(wú)損檢測(cè)技術(shù),用于工業(yè)產(chǎn)品焊縫的內(nèi)部質(zhì)量檢測(cè)。該技術(shù)工作效率高、定量準(zhǔn)確,廣泛應(yīng)用于水利、電力、火電、石油、鋼鐵等領(lǐng)域。在研究和應(yīng)用的實(shí)踐過(guò)程中發(fā)現(xiàn),TOFD技術(shù)存在表面盲區(qū)這一技術(shù)弊端。近表面的缺陷因?yàn)椤半[藏”在表面盲區(qū)內(nèi)而不能被發(fā)現(xiàn),從而導(dǎo)致缺陷漏檢,而這些漏檢的近表面缺陷對(duì)焊接產(chǎn)品的危害非常大。在焊縫的承載過(guò)程中,焊縫的近表面是缺陷最容易產(chǎn)生及擴(kuò)展的區(qū)域,一旦缺陷擴(kuò)展,將會(huì)影響產(chǎn)品的質(zhì)量,威脅工程的安全,也會(huì)給國(guó)民經(jīng)濟(jì)帶來(lái)巨大的損失。
針對(duì)TOFD技術(shù)存在表面盲區(qū)這一現(xiàn)象,目前,國(guó)內(nèi)一些研究人員常采取優(yōu)化工藝參數(shù),尤其是減小探頭中心間距的措施,以減小表面盲區(qū)的高度,使近表面缺陷盡可能暴露出來(lái)。但減小探頭中心間距意味著聚焦深度上移,不能達(dá)到聲束的全覆蓋,致使超聲波不能完全覆蓋所檢區(qū)域,導(dǎo)致工件根部范圍內(nèi)的缺陷漏檢。
因此,筆者提出,從超聲波聲束擴(kuò)散的原理進(jìn)行分析探討,在減小表面盲區(qū)高度并保證聲束全覆蓋的前提下,使探頭晶片尺寸和頻率等工藝參數(shù)達(dá)到最優(yōu)化,以提高焊縫缺陷的檢出率。
1 TOFD技術(shù)的表面盲區(qū)
TOFD技術(shù)利用2個(gè)寬頻帶、窄脈沖探頭進(jìn)行探傷,一個(gè)作為發(fā)射探頭,一個(gè)作為接收探頭,相對(duì)于焊縫中心線對(duì)稱布置。TOFD通常使用頻率為2~10 MHz的縱波探頭,接收探頭接收到直達(dá)的直通波、缺陷尖端產(chǎn)生的衍射波和經(jīng)底面反射的底面回波等。以直通波到達(dá)的時(shí)間為基準(zhǔn),根據(jù)缺陷衍射波和直通波的時(shí)間間隔對(duì)缺陷進(jìn)行定位。
研究者對(duì)TOFD技術(shù)的檢測(cè)盲區(qū)進(jìn)行了詳細(xì)的計(jì)算和分析[1],掃查面盲區(qū)的高度與直通波聲學(xué)脈沖長(zhǎng)度和探頭中心間距有關(guān),而探頭的頻率是影響直通波聲學(xué)脈沖長(zhǎng)度的因素,為了盡可能減小盲區(qū)高度,TOFD掃查中通常選用頻率較高的探頭,以取得較小的直通波聲學(xué)脈沖長(zhǎng)度。工件厚度一定時(shí),探頭的角度決定探頭中心間距,角度越小,探頭中心間距越小,相應(yīng)的掃查面盲區(qū)高度就越小。因此,實(shí)際檢測(cè)中采用較小角度的探頭來(lái)減小盲區(qū)的高度,探頭的角度越小,超聲波在工件中的時(shí)間范圍越大[2],測(cè)量的精度也越高。
由上述分析可知,選用頻率較高和角度較小的探頭可減小表面盲區(qū)高度。但在TOFD檢測(cè)中,選用探頭時(shí)還要保證所檢部位的超聲波聲束全覆蓋。
2 聲束擴(kuò)散理論及應(yīng)用
2.1 楔塊中的聲束擴(kuò)散角
TOFD檢測(cè)所使用的探頭晶片振蕩器發(fā)出的超聲波束半擴(kuò)散角[3]γ定義為
sinγ=Fλ/D=Fc/(Df) ,
(1)
式中:λ為介質(zhì)中超聲波波長(zhǎng);c為波速;f為頻率;D為晶片直徑;F為聲束邊界截取系數(shù),也稱擴(kuò)散因子,與截取的幅度降低值有關(guān),通常取聲壓下降12 dB時(shí)的F值為0.8。
探頭發(fā)出的超聲波聲束擴(kuò)散如圖1所示。探頭近場(chǎng)區(qū)N區(qū)的情況比較復(fù)雜,因此,式(1)在遠(yuǎn)場(chǎng)區(qū)范圍是適合的[3]。
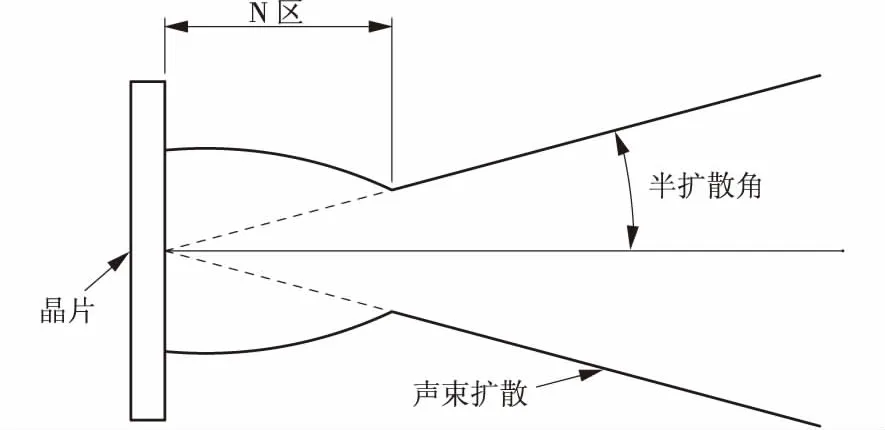
圖1 主聲束的擴(kuò)散
已知超聲波在有機(jī)玻璃/聚苯乙烯楔塊中的聲速c為2 400 m/s,擴(kuò)散因子F取0.8,根據(jù)式(1)計(jì)算常規(guī)探頭在楔塊中的波長(zhǎng)和波束擴(kuò)散角,計(jì)算結(jié)果見(jiàn)表1。由表1可知,要得到最大的聲束擴(kuò)散角,需要使用頻率相對(duì)較低、直徑相對(duì)較小的晶片。而從減小表面盲區(qū)高度方面考慮,則需要選用頻率較高的探頭,因此,必須加以優(yōu)化,以取得合理的探頭頻率和晶片尺寸等工藝參數(shù)。
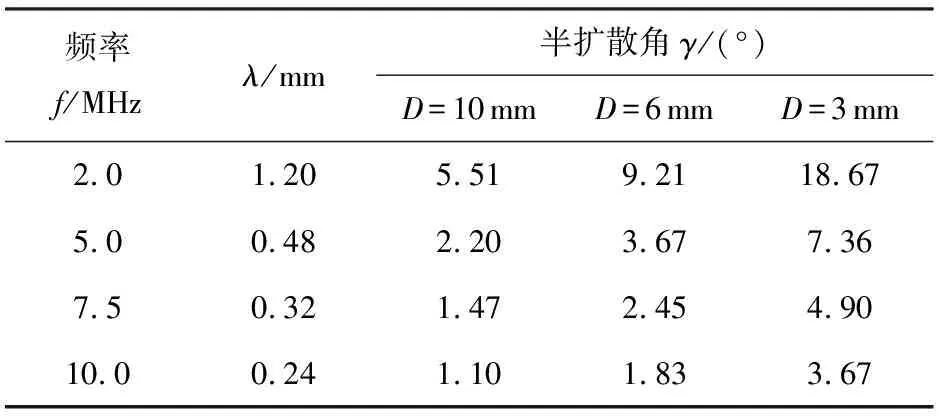
表1 楔塊中的聲束半擴(kuò)散角γ計(jì)算結(jié)果
2.2 工件中的聲束擴(kuò)散角計(jì)算原則
TOFD檢測(cè)所使用的探頭是具有寬頻帶窄脈沖的縱波直探頭,加上不同角度的楔塊,就構(gòu)成了縱波斜探頭。為了獲得以典型角度進(jìn)入工件的縱波,與探頭探測(cè)面相連的楔塊應(yīng)切削成適當(dāng)?shù)慕嵌取?個(gè)不同介質(zhì)邊界處的折射角用Snell定律計(jì)算,如圖2所示。
c1/c2=sinθ1/sinθ2,
(2)
式中:θ為法向角度;下標(biāo)1,2分別表示介質(zhì)1和介質(zhì)2。
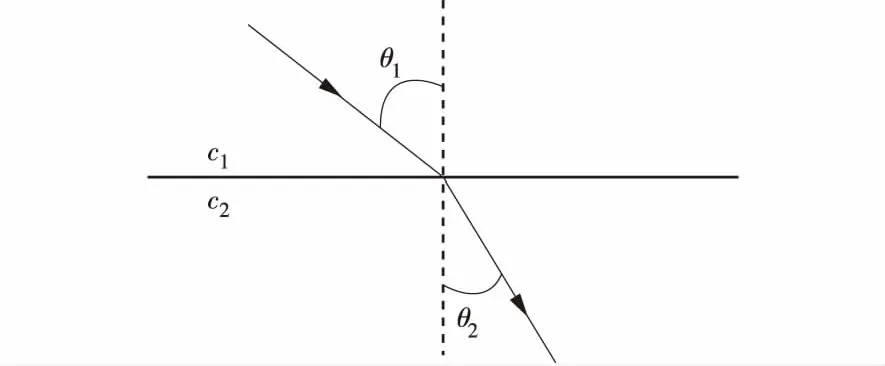
圖2 Snell定律示意
為計(jì)算超聲波在被測(cè)工件中的聲束擴(kuò)散,需要執(zhí)行以下4個(gè)步驟[3]。
(1)計(jì)算楔塊中入射角度θP。
sinθP=cP/cLsinθL,
(3)
式中:cL為工件中的聲速(取鋼中聲速為5 950 m/s);cP為楔塊中的聲速(取有機(jī)玻璃/聚苯乙烯楔塊中聲速為2 400 m/s)。
(2)計(jì)算楔塊中聲束半擴(kuò)散角γ。
sinγ=Fγ/D=FcP/(Df) 。
(4)
(3)求楔塊中聲束的上、下擴(kuò)散角γs,γx。
γs=θp+γ,γx=θp-γ。
(5)
(4)用Snell定律分別求出工件中聲束擴(kuò)散角。
sinγLs=cL/cPsinγs,sinγLx=cL/cPsinγx。
(6)
圖3為聲束覆蓋示意圖,在聲束上擴(kuò)散角接近90°時(shí),聲束上邊界才能到達(dá)上表面,而在選擇探頭時(shí),聲束下擴(kuò)散角也要求盡量小,才能實(shí)現(xiàn)聲束的全覆蓋。
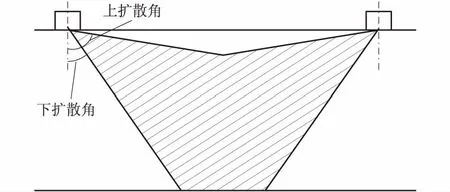
圖3 超聲波聲束覆蓋示意
2.3 聲束下擴(kuò)散角的計(jì)算
由上述可知,聲束上擴(kuò)散角接近90°時(shí)最佳,而聲束下擴(kuò)散角越小越好,但由Snell定律公式可以看出,上擴(kuò)散角增大的同時(shí),聲束下擴(kuò)散角也會(huì)增大。以下就從實(shí)際應(yīng)用的角度,對(duì)聲束下擴(kuò)散角的最大值進(jìn)行探討。
由圖3可知,聲束下擴(kuò)散角越小,聲束覆蓋工件的下表面就越寬,對(duì)焊縫進(jìn)行檢測(cè)時(shí),聲束的下覆蓋面要覆蓋整個(gè)焊縫的寬度,才能保證焊縫的根部被聲束覆蓋。本文就以不同厚度工件的焊縫寬度作為界定聲束下擴(kuò)散角最大值的依據(jù)。
在工件焊接中,焊接工藝對(duì)工件的焊縫寬度有一定的技術(shù)要求,下面先以30 mm厚的工件為例進(jìn)行分析討論。在工程上,對(duì)30 mm厚的工件進(jìn)行對(duì)接焊,一般采用雙V形坡口,如圖4所示。
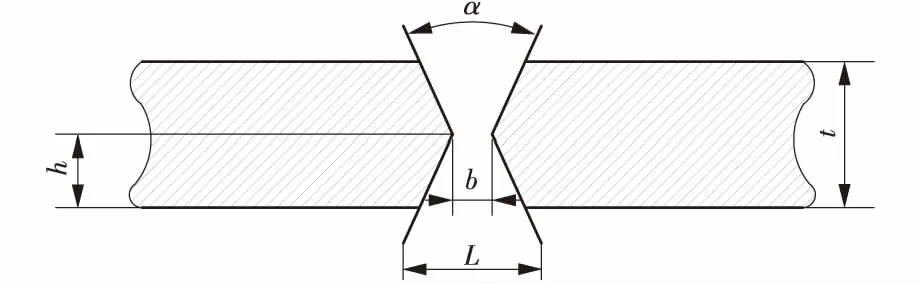
圖4 工件焊接橫截面示意
根據(jù)文獻(xiàn)[4]中雙面對(duì)接焊坡口的規(guī)定,焊接30 mm厚的工件,α控制在60°左右,b控制在1~3 mm,一般取2 mm,h控制在 0.5t,即 15 mm,由此可以計(jì)算出坡口的寬度L為19 mm。因此,板厚30 mm工件的最小焊縫寬度為19 mm,同樣可以計(jì)算出不同板厚的最小焊縫寬度,表2為板厚50 mm以下工件的最小焊縫寬度。
由上文可知,為盡可能減小表面盲區(qū)高度,應(yīng)選擇角度較小的探頭。對(duì)板厚t為30 mm的工件進(jìn)行TOFD檢測(cè),選用常規(guī)60°探頭,由此可以計(jì)算出探頭中心間距為69 mm。如圖5所示,可以求出γLx為40°,也就是說(shuō)聲束下擴(kuò)散角不大于40°即可實(shí)現(xiàn)焊縫根部的聲束全覆蓋。同樣,根據(jù)此方法可以計(jì)算出對(duì)板厚50 mm以下的工件進(jìn)行檢測(cè)時(shí),60°,70°探頭下擴(kuò)散角的最大值,見(jiàn)表2。
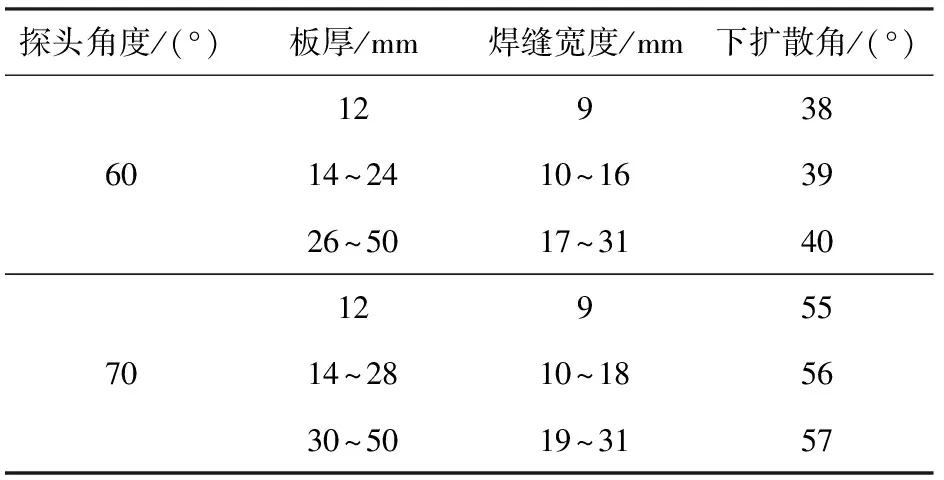
表2 焊縫寬度及聲束下擴(kuò)散角計(jì)算結(jié)果
因此,在對(duì)探頭的工藝參數(shù)進(jìn)行優(yōu)化選擇時(shí),可以根據(jù)現(xiàn)行標(biāo)準(zhǔn)的推薦,根據(jù)表2的計(jì)算結(jié)果,選擇合適的探頭角度、晶片尺寸和頻率,在盡可能減小表面盲區(qū)高度的同時(shí)保證聲束的全覆蓋,以保證檢測(cè)工藝的完善。
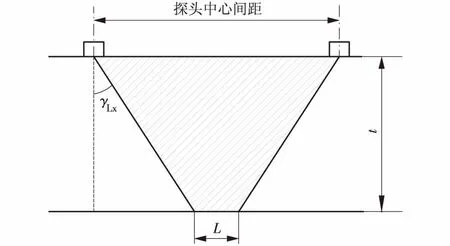
圖5 聲束下擴(kuò)散角計(jì)算示意
根據(jù)文獻(xiàn)[5]的規(guī)定,工件厚度為12~50 mm,推薦的探頭頻率為10~3 MHz,主聲束角度為70°~60°,晶片直徑為2~6 mm。因此,可以計(jì)算出常規(guī)探頭選用的頻率,見(jiàn)表3。

表3 聲束上、下擴(kuò)散角均滿足要求時(shí)的工藝參數(shù)優(yōu)化
3 結(jié)論
(1)使用頻率相對(duì)較低、尺寸相對(duì)較小的晶片可以獲得較大的聲束擴(kuò)散范圍,以保證聲束的全覆蓋,而從減小表面盲區(qū)高度方面考慮,則需要選用頻率較高的探頭。因此,對(duì)厚度50 mm以下工件進(jìn)行TOFD檢測(cè)時(shí),通過(guò)優(yōu)化,取得了合理的探頭頻率和晶片尺寸等工藝參數(shù)推薦值。
(2)單V形坡口的底部焊縫寬度會(huì)小,因此,在檢測(cè)工藝編制過(guò)程中可根據(jù)本文所述的方法進(jìn)行計(jì)算,以取得合理的工藝參數(shù)。
(3)對(duì)厚度50 mm以上工件進(jìn)行TOFD檢測(cè),可采用相同的研究方法得出不同板厚的最佳工藝參數(shù);但工件的厚度越大,超聲波的衰減越嚴(yán)重,因此,對(duì)于大厚度的工件,同一板厚也要考慮采用不同的工藝參數(shù),這一方面還需進(jìn)一步研究。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測(cè)控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04