高溫再熱器改造及其存在問題處理
2018-12-18 11:47:18侯生存曹維吳躍剛曹利
綜合智慧能源 2018年11期
關鍵詞:焊縫
侯生存,曹維,吳躍剛,曹利
(華能巢湖發電有限責任公司,合肥 238015)
0 引言
某電廠2×600 MW超臨界燃煤發電機組,高溫再熱器爐內前部管屏靠頂棚的倒U型彎處經鍋爐長期運行后,造成焊縫脫焊和管子本材拉裂,影響機組安全運行。高溫再熱器管屏出口側由于異種鋼焊縫設置于靠近頂棚的爐膛內部,管子的擺動等產生的彎曲應力和高溫煙氣的影響會引起此異種鋼焊縫早期失效。按照鍋爐廠家建議,進行了高溫再熱器倒U型彎和異種鋼移位改造,改造后運行3年,在停機例檢過程中發現再熱器出口集箱管座出現裂紋,經過挖補焊法,徹底解決了高溫再熱器出口小集箱裂紋問題[1]。
1 鍋爐概況
該機組鍋爐為哈爾濱鍋爐廠有限責任公司與三井巴布科克公司合作設計、制造的HG-1900/25.4-YM7型600 MW超臨界變壓運行直流鍋爐,鍋爐形式為一次再熱、單爐膛、前后墻對沖燃燒方式,采用煙氣擋板調節再熱汽溫、固態排渣、平衡通風、全鋼構架、露天布置、全懸吊結構Π型爐[2]。
鍋爐再熱器系統分為低溫再熱器和高溫再熱器2段,高溫再熱器布置于水平煙道內,與立式低溫再熱器直接連接,逆順混合換熱布置。高溫再熱器沿爐寬排列95屏,橫向節距為230 mm,每片管組采用10根管,且分為前部管屏和后部管屏各95屏,采用梳形定位板方式分別固定管排[3]。
高溫再熱器爐內前部管屏靠頂棚的倒U型彎處原設計吊掛板材質為1Cr18Ni9Ti,而管子材質為SA-213T91,2種材質焊接在一起。其高溫再熱器管屏出口側在距頂棚過熱器50 mm的位置設計有TP347H和T91異種鋼焊口(每排6根,共95排,共570根)[4]。
2 改造方案
2.1 前部管屏倒U型彎改造
將高溫再熱器前部管屏倒U型管圈整體重新制造、加長并替換原管圈,更換后管圈頂部整體提升1.25 m,將所有彎管部分以及吊掛固定裝置提升至頂棚管上部的包廂內,避免了上述易出現問題的區段暴露在爐膛頂部高溫區域環境之下。更換的所有管圈管子規格分別為? 51×4.5和?51×6(外數第8,9,10彎頭部分),材質為SA-213T91保持不變,如圖1所示。
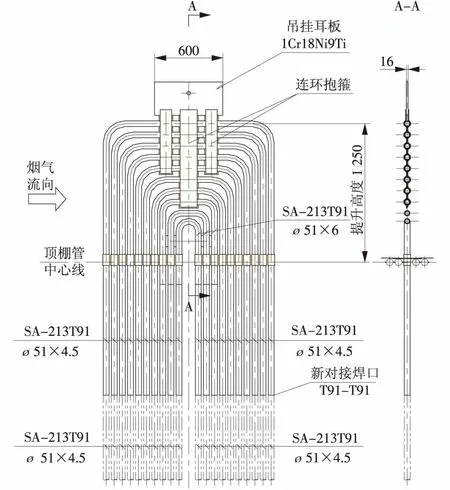
圖1 高溫再熱器前部管屏倒U型彎改造
每個倒U型管圈與頂棚相交部位增加20個套管,規格?60×4.5,材質1Cr18Ni9Ti,長度80 mm。套管只與梳形板焊接,與倒U型管圈保持一定間隙,安裝前套管兩端需進行邊緣打磨光滑,圓滑過渡,以避免管屏的各個再熱器管子與頂棚管鰭片的機械摩擦、損壞。套管在管屏對接前即套在管子上,并最后與梳形板焊接,如圖2、圖3、圖4所示。
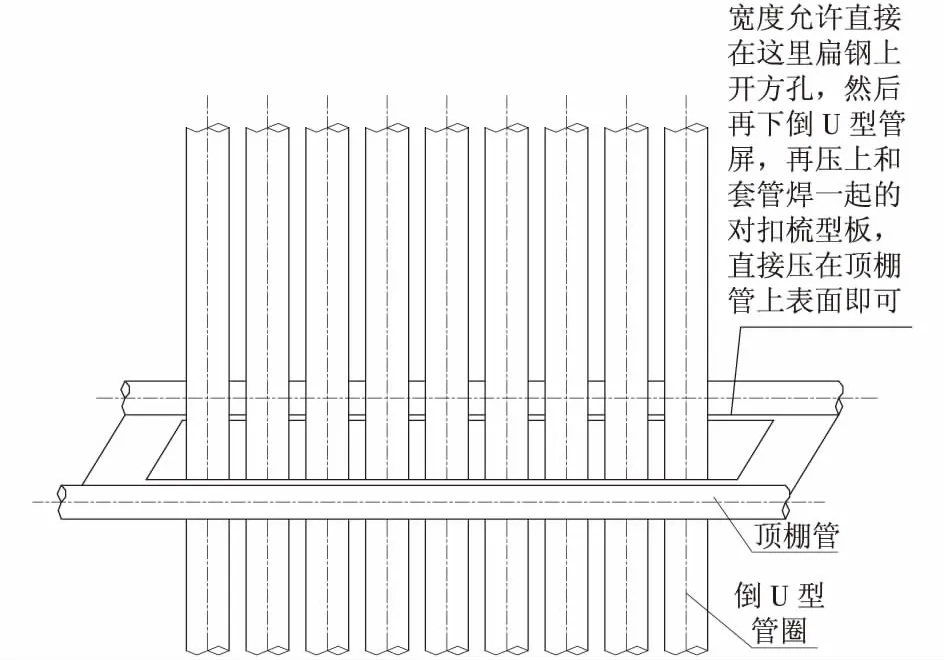
圖2 倒U型管與頂棚相交
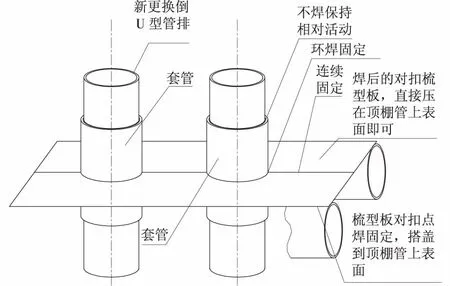
圖3 倒U型管圈增加套管示意
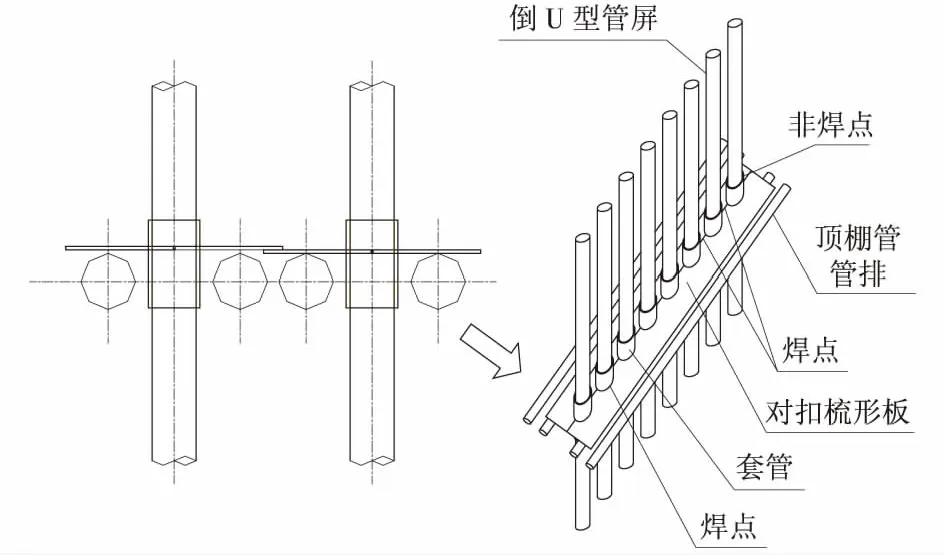
圖4 倒U型管增加套管后與頂棚焊接
將倒U型管圈外數第1至第8圈的原定位筋焊接連接方式,現更改為連環抱箍連接方式,再與爐外吊掛耳板焊接固定,使管屏重量直接由上部的吊掛裝置承擔。倒U型管圈外數第9,10圈為保持原有的兩側定位筋連接方式不變。
吊掛耳板、吊掛鋼板、吊掛板將重新制作,并上移1.36 m。吊掛耳板規格為600×300×16 mm不變,材質更換為12Cr18Ni9防止頂棚漏灰,采取柔性密封形式對穿頂棚相交處進行密封,如圖5所示。
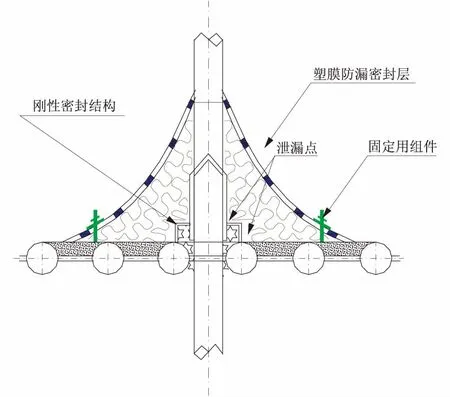
圖5 頂棚柔性密封
2.2 后部管屏異種鋼焊口位移改造
后部管屏將異種鋼焊口位移至爐頂大包內,需要將原有焊口部分管段進行更換,更換的管段規格為51×4.5 mm,材質為TP347H。每根管段長1.3 m,每排管屏更換管段6根,共95排,總計570根。管段更換時,下部焊口為TP347H同種材質對接焊,上部焊口為T91與TP347H異種材質對接焊,并且焊口與原焊口位置有一定距離上移,新的異種鋼焊口距離頂棚管中心線的距離為250 mm距離高溫再熱器出口小集箱中心線的距離為435 mm,新的TP347H焊口距離頂棚中心管1 050 mm,如圖6所示。
管段更換的施工方案為,將管屏與套管相接部分現場進行打磨,將管屏與套管分離,并按畫線區域將需要替換的管段拆除,保留并修磨好原有的套管。按技術要求將保留的管屏上下管端加工坡口。將新加工的管段穿過留用的套管,調整就位后分別進行下部焊口和上部焊口的安裝焊接及其他恢復性安裝工作。
3 改造效果
改造后運行3年多未發生倒U型彎管材拉裂和異種鋼焊縫引起的爆管事故,解決了倒U型彎管材拉裂和異種鋼焊縫失效問題。
4 存在問題及解決對策
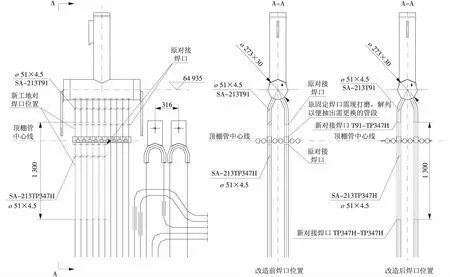
圖6 后部管屏異種鋼焊口移位示意
異種鋼焊縫提高至大包運行3年以后,臨停檢查發現本次改造后由于應力作用在高溫再熱器出口小集箱管座出現裂紋,裂紋為環向,發生裂紋的管座焊縫基本上位于集箱第1或第2根管,裂紋如圖7所示。

圖7 高溫再熱器出口管座裂紋
4.1 高溫再熱器出口小集箱管座出現裂紋的原因
(1)高溫再熱器出口小集箱管座為非加強型焊接接頭,設計存在缺陷。
(2)對高溫再熱器異種鋼焊口改造以后,由于異種鋼焊口移到大包內部。兩種管材的熱膨脹系數差別較大,TP347H的熱膨脹系數為18.6×10-6/℃,而T91管材的熱膨脹系數為12.6×10-6/℃,機組啟停和調峰時負荷變化,引起應力重新分配,增加了一部分附加膨脹量。
(3)根據懸臂梁原理,在基座上產生的應力σw=3EΔLd/2h2,式中:E為彈性模數,206 GPa;d為管子外徑,51 mm,h為頂棚中心線至高溫再熱器出口小集箱中心線的距離,685 mm;ΔL為頂棚處管子相對移動距離,29 mm。通過計算在基座上產生的應力為974 MPa。
(4)角焊縫受力要比對接焊縫復雜多,同等受力狀態下,失效幾率要大于對接焊縫。
(5)小集箱管座角焊縫偏向集箱側,小管側焊角高度不足,同時焊縫邊緣夾角過小,應力集中現象明顯,加上焊縫熱影響區又是焊縫最薄弱環節,故容易發生開裂。
(6)在管排異種鋼接頭上移時,可能因檢修工藝和方案等原因,改變了小集箱、連接管及匯集集箱這一系統原受力狀態。
(7)小集箱及連接管的支吊架不在小集箱中心線上,改造施工可能導致支吊架松動、移位等原因,使小集箱受到附加力的作用,也是影響的一個方面。
(8)爐前側支撐板在異種焊縫移位施工中割除,完工后恢復,可能影響了其與頂棚管之間的間距,導致小集箱在膨脹或收縮時受力改變。
(9)小集箱管座設計規格為?51×4 mm,強度不足。如圖8所示。
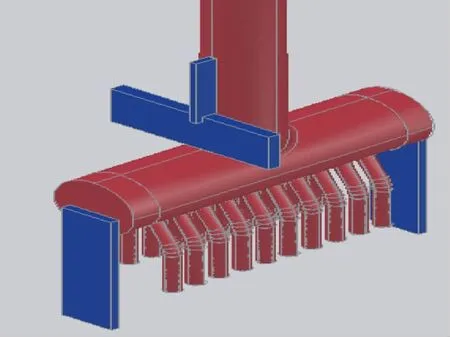
圖8 高再出口小集箱
4.2 解決措施
按照懸臂梁原理,降低應力最基本的方法是升高頂棚中心線至高溫再熱器出口小集箱中心線的距離h,即抬高集箱方法,但是此方法工作量大,費用高,勞動周期長,處理焊口多,會引起其他焊口出現問題。經過綜合考慮,最終采用的解決方案如下。
(1)對小集箱角焊縫適當進行補強,并修磨焊縫邊緣,尤其是爐前第1根,將小集箱管座更改為加強管座。
(2)調節小集箱及連接管道的支吊架,減少小集箱管座角焊縫的受力。
(3)調節小集箱前后支撐板與頂棚管間距離。
(4)爐前側管排與頂棚管套管切除整個密封板焊縫,使管子可以相對自由膨脹。
經過以上處理以后,運行一年未見裂紋,說明以上方案可以解決由于異種鋼焊口移位引起的集箱管座裂紋。
5 結束語
HG-1900/25.4-YM7型600 MW超臨界變壓運行直流鍋爐,高溫再熱器前部倒U型彎原設計在爐內由于倒U型彎處原設計吊掛板材質為1Cr18Ni9Ti,而管子材質為SA-213T91 2種材質焊接在一起。鍋爐長期運行后,造成焊縫脫焊和管子本材拉裂,影響機組安全運行,建議將此倒U型彎移到大包廂內,高溫再熱器管屏出口側在距頂棚過熱器30 mm左右的位置設計有TP347H和T91異種鋼焊口,鍋爐運行中,由于異種鋼焊縫設置于靠近頂棚的爐膛內部,管子的擺動等產生的彎曲應力和高溫煙氣的影響會引起此異種鋼焊縫早期失效,建議將此異種鋼焊口移到大包內。在進行上述2項改造時建議同時對高溫再熱器出口小集箱同時進行補強并更改為加強管座,否則容易出現管座裂紋。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07