氫氣壓縮機運行中存在的問題及解決方法
2018-12-18 13:41:02孫龍彬高鵬飛
中國氯堿 2018年11期
關鍵詞:液位
孫龍彬,杜 燕,高鵬飛
(陜西北元化工集團股份有限公司,陜西 榆林 719319)
陜西北元化工集團股份有限公司(以下簡稱“北元化工”)一期50萬t/a聚氯乙烯,40萬t/a燒堿裝置于2010年7月開車投運,其中一期氯氫處理工段,氫氣處理工序采用的是水環式壓縮機,本文主要介紹該氫氣壓縮機及其組件在運行時存在的問題及相對應的處理方法。
1 生產工藝
由于電解槽出來的氫氣溫度較高,其中含有大量的水蒸氣,同時還帶有堿霧等雜質。經過洗滌、冷卻,氫氣溫度得到降低,濕氫氣所帶的堿霧被液化除掉,同時因氣體溫度降低,其中所含的飽和水蒸氣也被冷凝下來,從而使氫氣得到凈化,再經過氫壓機加壓、冷卻,送往合成爐使用。氫氣處理工段工藝流程圖見圖1。
2 參數控制
為保證系統穩定運行,氫氣系統運行參數為:氫壓機進口壓力0 MPa;氫壓機出口壓力0.1 MPa;氫壓機氣水分離器液位45%~60%;氫壓機出口氫氣溫度≤45℃;氫氣總管壓力60~100 kPa;最大吸氣量91 m3/min;壓縮機轉速406 r/min;電機功率220 kW;電機轉速1 485 r/min。
3 運行中出現的問題及應對措施
3.1 氫壓機氣水分離器水串進后冷和水霧捕集器
正常運行時,氫氣后冷卻器冷凝液和水霧捕集器捕集下來的冷凝液通過管線排放到指定氫壓機,給氫壓機氣水分離器補水(氣水分離器水分消耗主要為氫氣壓縮輸送過程中氫氣帶走量),運行方式為將氫氣后冷卻器和水霧捕集器排冷凝液閥門打開,氫壓機氣水分離器加水旁通打開,將氣水分離器液位投自動(實際運行時冷凝液量大于氣水分離器耗水量),當氣水分離器液位達到高限時,自動排水閥門打開排水,液位達到低限時,自動排水閥門關閉。
當氫氣冷凝液不能滿足氫壓機氣水分離器用水時,就需要將氫氣后冷卻器和水霧捕集器下冷凝液閥門關閉,加純水閥門打開,將氣水分離器加水旁通關閉,加水調節閥投自動,當氣水分離器液位達到低限時加水調節閥打開加水,當氣水分離器液位達到高限時,加水調節閥關閉。氫氣后冷卻器和水霧捕集器冷凝液到氫壓機流程簡圖見圖2。

圖1 氫氣處理工段工藝流程圖
存在問題:由于經常性調節及改變補水方式,導致氫氣后冷卻器和水霧捕集器下冷凝液閥門內漏,當采用純水補水時,純水通過此閥門倒串回氫氣后冷卻器和水霧捕集器(純水壓力>0.4 MPa,氫氣總管壓力70 kPa),導致氫氣總管壓力波動,甚至產生液封,造成停車。
解決方法:(1)給氫氣后冷卻器和水霧捕集器下冷凝液閥門增加雙閥控制。(2)崗位人員巡檢每小時檢查氫氣后冷卻器和水霧捕集器視鏡,杜絕冷凝液積聚。(3)DCS崗位人員密切注意氫氣總管壓力,如遇波動及時聯系現場排查,及時調整合成爐配比,避免過氯停車。
3.2 氫壓機氣水分離器排水自動閥門故障,導致氫壓機氣水分離器液位被排空 (氫壓機排水閥門示意圖見圖3)
事故案例:某日14:55:43,氯堿分廠B線氫壓機D氣水分離器液位急劇下降,DCS人員立即聯系現場崗位人員檢查,現場崗位人員第一時間關閉了氫壓機氣水分離器排水手閥,并手動打開加水旁通給分離器補水,氣水分離器液位才慢慢上漲,后經拆開檢查排水自動調節閥發現,調節閥閥芯膜片破損。
處置措施:儀表人員定期檢查調節閥各組件,達到一定期限后及時更換。

圖2 氫氣后冷卻器和水霧捕集器冷凝液到氫壓機流程簡圖
3.3 本機回流自動調節閥閥門定位器故障脫落
事故案例:某日 17:55:43 至 17:56:25,氯堿分廠D線氫氣總管壓力突然由74 kPa驟降至37.5 kPa,觸發“氫氣總管壓力達到極低”聯鎖導致D線合成爐全停、有機D線停車。同時,DCS人員發現氫壓機F電流從13 A降至9.2 A,并聯系現場人員檢查,現場人員接到DCS通知后立即到氫壓機房查看,發現氫壓機F本機回流閥定位器脫落。
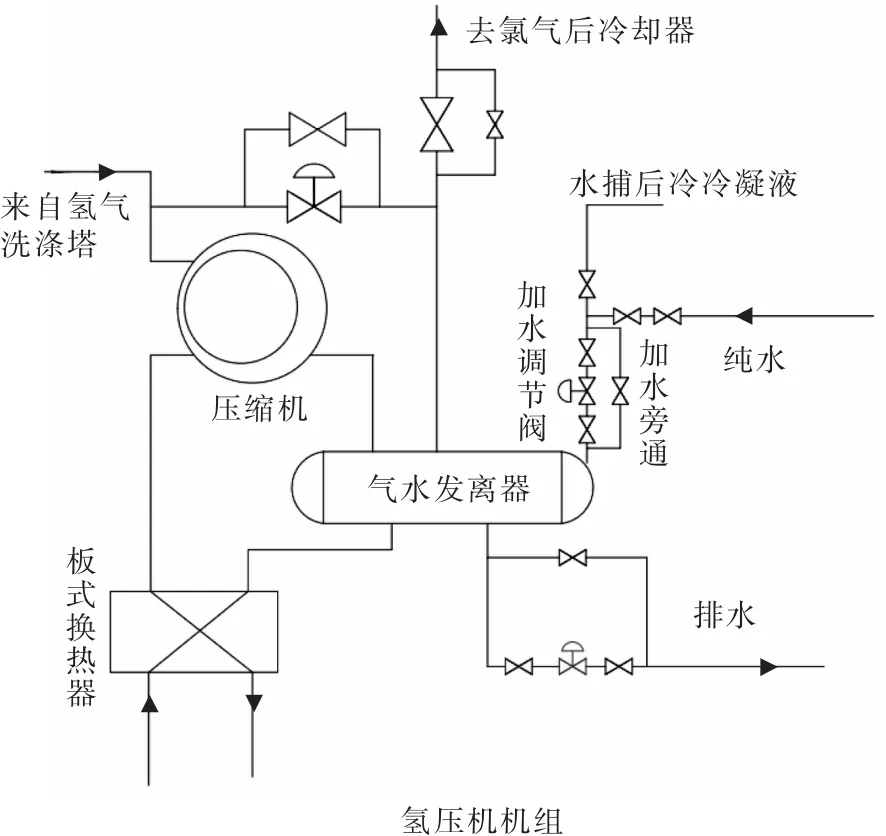
圖3 氫壓機排水閥門示意圖
事故原因:氫壓機F本機回流閥定位器底座斷裂、脫落后,回流閥全開,導致氫氣總管壓力聚降,達到聯鎖設定值,聯鎖D線合成爐全停。
防范措施:(1)崗位人員巡檢時認真檢查氫壓機回流閥各部件磨損及松動情況,發現問題立即匯報本班班長。(2)分廠定期測量本機回流閥振動位移和加速度是否超標。
3.4 氫壓機本機回流自動調節閥氣源管脫落
事故案例:某日17時31分左右,氯化氫C線3#氫氣壓縮機本機回流閥氣源管噴開,本機回流閥全開,導致氫氣總管壓力降低,聯鎖氯化氫C線合成爐全熄;有機C線系統停車。
事故原因:氫壓機C回流閥儀表氣源管接頭松動,導致氣源管噴開,回流閥全開,氫氣總管壓力低低,聯鎖停車。
防范措施:(1)動力檢修分廠儀表人員加強對全廠氣源管的巡檢力度;將氫壓機氣源管全部改為PO管,氣源管與球閥連接方式改為快速接頭;將氫氣回流閥反饋桿加粗;對氫氣回流閥增加鎖位閥。(2)各分廠人員對具備檢查條件(如停車或單臺設備停運時)的氣動閥門及時聯系儀表人員對其進行檢查,并要求雙方確認。
3.5 氫壓機本機回流閥門開度DCS和現場不符
事故案例:某日10時左右電氣人員處理氯氫處理A線氫壓機A電機振動后,要求帶量試轉,DCS主操匯報當班生產調度后,氫壓機需帶量試轉,值班技術員安排當班班長準備切換氫壓機B至A,通知DCS主操給氫壓機A憋壓至77 kPa,現場檢查氫壓機A一切正常后,班長安排將氫壓機A出口閥緩慢打開,11:15氫壓機A開始并系統,隨后DCS主操按照正常切換步驟給氫壓機A帶量,同時給氫壓機B減載,11:34:52氫壓機B的本機回流閥開至23.9%時,發現氫氣總管壓力從74.14 kPa降至53.8 kPa,立即將大回流閥從45%關至18%,但壓力仍無上漲趨勢,11:36:36將氫壓機A本機回流關至20%,氫壓機B的本機回流閥關至13%,此時氫氣總管壓力迅速上漲至 93.9 kPa,11:39:11迅速將大回流閥開至67%,總管壓力仍無下降趨勢,11:40:05將氫壓機A的本機回流閥開至24.7%,氫壓機B的本機回流開至20.2%,氫氣壓力突然下降至43 kPa,合成爐配比降至0.9,合成爐過氯,VCM合成預熱器溫度升至98℃,急停5臺合成爐。
事后排查發現,現場氫壓機B本機回流閥開度為65%,而DCS顯示本機回流閥開度為21%。經儀表人員拆開檢查,氫壓機B本機回流閥內壁襯膠有鼓泡現象。
事故原因:(1)氫壓機B的本機回流閥運行過程中長期未進行操作,閥體橡膠密封長期在有水環境中使用老化鼓泡將閥板卡死,導致閥門不能正常動作,不能正常調節氫氣總管壓力。(2)氯化氫DCS崗位操作人員在氫壓機倒負荷過程中未及時判斷出異常情況,最終造成氯氫配比失調,合成爐急停。
防范措施:(1)氫壓機切換過程中如發現回流閥異常應立即停止作業,將異常閥門切出系統后檢查處理。(2)氫壓機停車后要求工藝、電儀人員全面檢查相關工藝管線閥門及電儀部件。
4 結語
氫氣壓縮機是氫氣處理崗位的重要設備,其穩定運行直接關系到系統的平穩,一旦氫氣壓縮機出現問題必將導致氯化氫合成過氯停車等嚴重事故,所以日常運行時一定要消除所有潛在隱患,保證氫氣壓縮機安全穩定運行。
猜你喜歡
機床與液壓(2022年12期)2022-09-15 06:26:06
石油工業技術監督(2022年7期)2022-08-18 03:28:54
選煤技術(2021年3期)2021-10-13 07:33:38
測控技術(2018年12期)2018-11-25 09:37:22
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國機械(2014年13期)2014-04-29 23:07:03
