高碳磨球鋼生產工藝實踐
2018-12-20 10:00:14王立青楊仁強戎廣平唐以寧
四川冶金 2018年5期
關鍵詞:工藝
王立青,楊仁強,黃 雁,戎廣平,唐以寧
(蕪湖新興鑄管有限責任公司,安徽 蕪湖 241002)
高碳磨球鋼是制作耐磨鋼球的主要鋼種,廣泛應用于冶金礦山、水泥建材等領域。世界每年鋼球的消耗量在3000-5000萬噸,其中中國鋼球消耗量在300-500萬噸,是鋼球消耗大國,另外南美市場對鋼球需求也很旺盛[1]。由于用戶對球磨機鋼球用鋼的質量要求十分嚴格,且作業環境的惡劣,要求其必須具有較高的純凈度和均勻性,具有很高的耐磨性,良好的組織結構和表面質量[2]。以下主要介紹國內某廠生產高碳磨球鋼(B2G)的工藝流程及工序標準,并就其綜合性能進行了分析。
1 工業生產試驗方案
1.1 化學成分控制
根據用戶的需求,同時綜合考慮其力學性能,B2G鋼的化學成分控制如表1所示。
1.2 生產工藝路線
B2G鋼的生產工藝路線為:120 t氧氣頂底復吹轉爐→120 t LF鋼包精煉爐→120 t RH真空脫氣爐→Φ300連鑄機→收集→緩冷→加熱→水除磷→開坯→連軋。
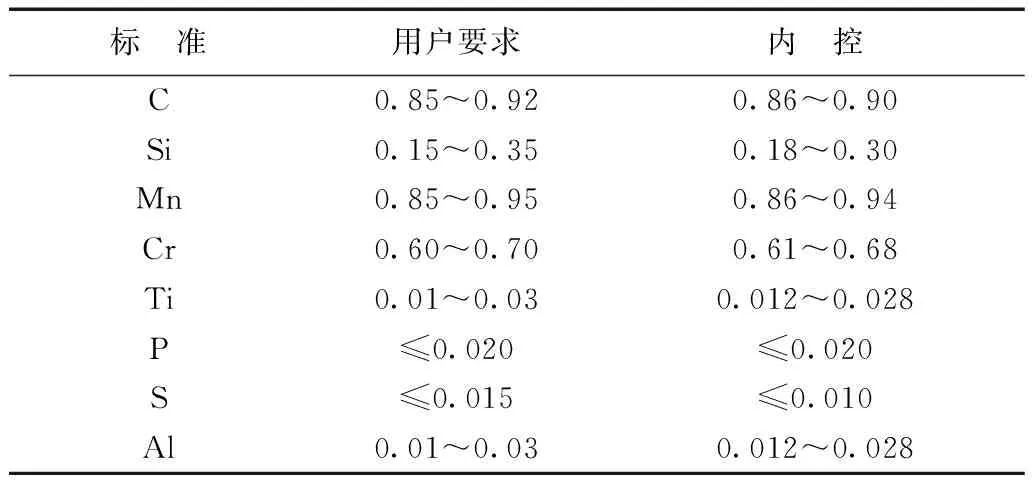
表1 B2G鋼的元素含量(質量分數,%)Table1 chemical composition of B2G steel(quality fraction, %)
1.2.1 轉爐生產工藝
轉爐為頂底復吹,其入爐料主要為鐵水、鐵塊和廢鋼,根據金屬收得率,一般總裝入量都控制在(140±2)t。為實現出鋼溫度、終點鋼水P的含量滿足工藝要求,一般采用高拉補吹的方式進行冶煉。冶煉結束后,采用擋渣錐出鋼,減少鋼水下渣量,下渣量一般小于300公斤/爐。為控制氣體含量,一般要求出鋼時間不超過3分鐘,同時保證不得散流出鋼,而且出鋼結束后控制好鋼包底吹氬氣的效果,防止底吹氬氣量過大造成鋼液面裸露吸氣和二次氧化。
出鋼過程中加鋁塊脫氧,用高碳錳鐵、高碳鉻鐵、硅錳進行合金化。為了降低出鋼后B2G鋼的鋼水氧含量,在冶煉的過程中強調轉爐終點碳含量的控制,同時在爐后采用Al塊+Al粒混合脫氧,其中Al線喂入量是依據爐后化學成分適量補加。
1.2.2 精煉爐生產工藝
在鋼包進站后,LF爐要及時加入脫氧劑,縮短成白渣(堿度R≥3.0、渣中(FeO)<0.5%)時間并持續保持15 min以上。在冶煉過程中要注意氣體含量的控制,因此除調整成分外,禁止底吹氬氣強攪拌。同時在冶煉過程中,嚴格控制原輔料加入量,其中石灰300-500 kg、軸承鋼精煉渣105 kg、適量化渣劑,及時調整渣況。強化精煉前、中期成分調整操作,減少調整成分次數,提高調整成分命中率。渣料加入標準為精煉過程中,加入適量鋁粒、SiC強化渣面脫氧,全程進行擴散脫氧,鋼水進站根據目標值調整鋁線喂入量,控制第二樣鋼中 [Al]=0.035%~0.050%,保證出LF精煉前鋼中的[Al]s為0.030%~0.040 %,同時為使鋼中夾雜物變性上浮,在冶煉結束時,適當加入一定量的硅鈣鋇,但需注意的問題就是加入硅鈣鋇有一定的增Si量,故冶煉時需考慮Si的含量。
1.2.3 RH真空脫氣工藝
在LF鋼包精煉爐出站時,鋼水溫度和鋼中的[Al]s必須合格。如果鋼中的[Al]s未達到0.030%~0.040 %,要先進行喂鋁線操作。RH抽真空時間控制在20 min左右,以使真空度達到所要求的極限真空度67 Pa,并持續保持極限真空度15 min以上。破真空后根據鋼水的成分先喂鈣線,喂線后軟吹氬攪拌并保證軟吹時間≥20 min。同時要關注鋼液中氣體含量,可采用定氧儀、定氫儀進行檢測。
1.2.4 連鑄生產工藝
連鑄生產過程中質量關鍵點主要是氣體控制、鑄坯的裂紋控制及偏析控制。因此,在澆鑄前要進行氬氣置換,同時要對中包包蓋、鋼包套管、結晶器套管等關鍵部位進行密封,防止鋼水吸氣的同時要防止澆鋼絮流。結晶器進回水溫差一般控制在5~7℃,且二次冷卻要采用氣霧弱冷的方式。通過查閱相關文獻,針對高碳鋼需通過優化電磁攪拌來控制偏析[3]。經前期優化實驗得知,結晶器電磁攪拌電流為180 A,攪拌頻率為3 Hz,末端電攪電流為400 A,攪拌頻率為8 Hz,正反轉時間為8s-3s-8s條件下,工藝效果最佳。
1.2.5 冶煉過程中溫度控制工藝
為保證生產順行和連鑄低過熱度澆注,在生產過程中要嚴格控制各工序溫度達標率,其各工序溫度控制要求如表2所示。

表2 過程溫度控制表Table 2 Process temperature control scale ℃
1.2.6 加熱工藝參數
為保證產品質量,B2G鋼種在爐時間較其他優特鋼偏長,具體如表3所示。

表3 加熱工藝參數Table 3 Heating process parameters
2 實驗結果
2.1 化學成分
該廠本次生產了3爐B2G磨球鋼,從檢測的結果來看,其化學成分均滿足協議要求,雖出現1爐次C含量超內控要求,經與客戶協商,對B2G鋼性能影響較小,其化學成分如表4。
2.2 鑄坯表面及低倍組織檢測情況
為保證產品質量,軋制前對鑄坯的表面進行檢查,同時跟蹤鑄坯低倍組織情況,如圖1所示。
從檢查的結果分析可知,鑄坯表面無質量缺陷,且鑄坯低倍經鋸切、車光、酸洗后,發現低倍組織正常,未見表面裂紋、中心縮孔等缺陷。
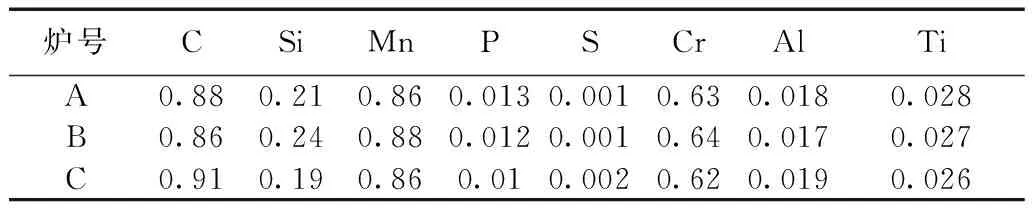
表4 B2G鋼成品化學成分(質量分數,%)Table 4 Chemical composition of B2G finished steel(quality fraction, %)

(a)鑄坯表面質量檢查 (b)鑄坯低倍檢查圖1 鑄坯表面及內部質量情況
2.3 碳偏析檢測
因磨球鋼對材料硬度有嚴格要求,故在實際生產過程中通過對二冷冷卻強度、電磁攪拌參數進行優化控制。生產實踐證明,在現有工藝參數條件下,B2G鋼產品碳偏析控制較好,具體如表5所示。
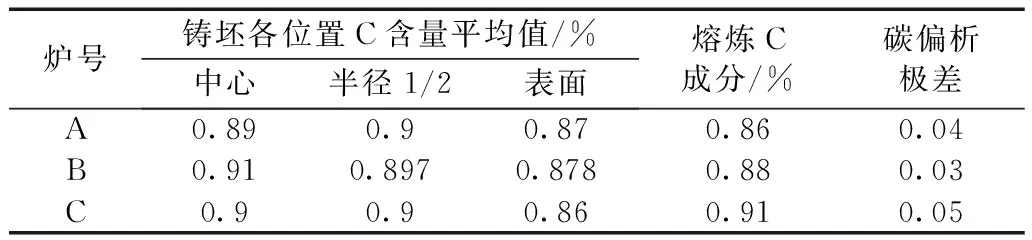
表5 鑄坯碳偏析情況Table 5 Carbon segregation in billet
備注:碳偏析極差為最大值與最小值之差
2.4 氣體控制情況
在冶煉過程中,通過采取保護澆鑄、優化精煉爐送電制度及原輔料烘烤等方式,本次開發生產的B2G磨球鋼氣體含量控制較好,滿足技術協議要求,如表6所示。
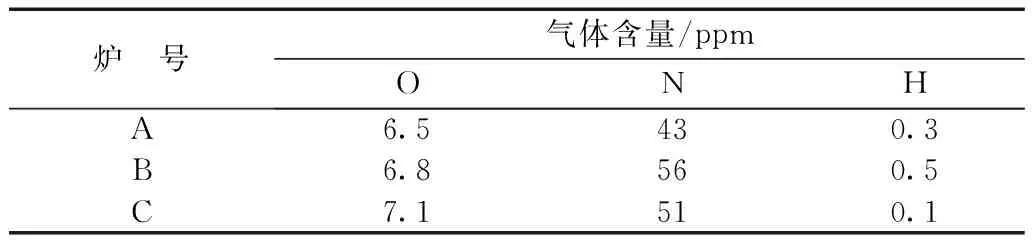
表6 B2G鋼氣體控制情況Table 6 Gas control of B2G steel
2.5 夾雜物控制情況
在生產過程中,通過優化精煉爐、轉爐爐后生產工藝,本次生產的B2G鋼夾雜物控制水平較好,滿足技術協議要求,如表7所示。
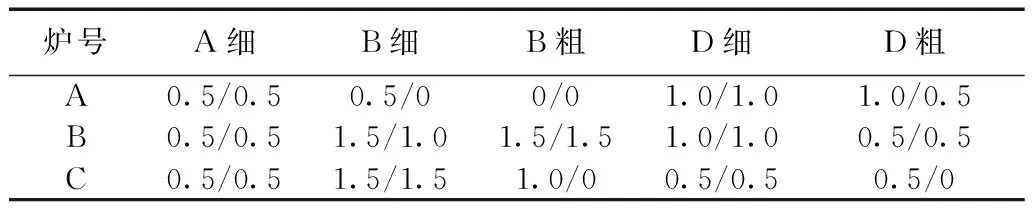
表7 夾雜物控制情況Table 7 Rating of inspection of nonmetallic in nclusions
備注:其他未標明的夾雜物種類級別均為0
2.6 成品硬度及沖擊功檢測情況
本次開發生產B2G磨球鋼軋材經客戶加工鍛球后,進行抽芯做沖擊功和硬度檢測,結果如表8所示。
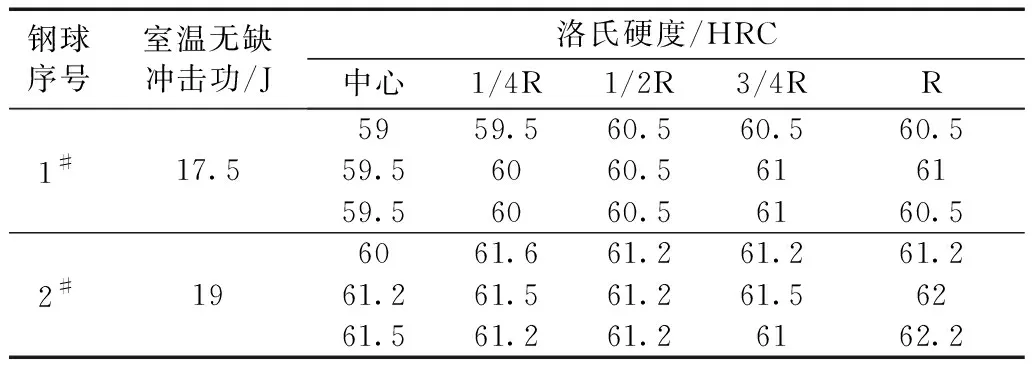
表8 成品性能檢測情況Table 8 Performance testing of finished products
從檢測結果分析來看,成品鋼球的沖擊功性能及洛氏硬度均滿足客戶要求。
3 結論
(1)采用轉爐→LF→RH→連鑄→收集→緩冷→加熱→水除磷→開坯→連軋的生產工藝路線冶煉高碳磨球鋼,可以保證其化學成分滿足用戶的要求。
(2)通過對連鑄二冷冷卻、電攪參數工藝的優化控制,成功解決了鑄坯碳偏析問題,碳偏析極差均在0.05%以內。
(3)三個爐次的成品鋼表面質量較好,未出現明顯的裂紋問題,同時鋼的低倍組織較好,未見明顯的白亮帶、中心縮孔等其他質量缺陷。鋼中的非金屬夾雜物相對比較細小,未出現A類粗系非金屬夾雜物和C類非金屬夾雜物。
(4)通過優化控軋控冷工藝,確保了成品鍛球的硬度等其他性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52